

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EMCO WINNC SINUMERIK 810/820 M<br />
PROGRAMMIERUNG<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
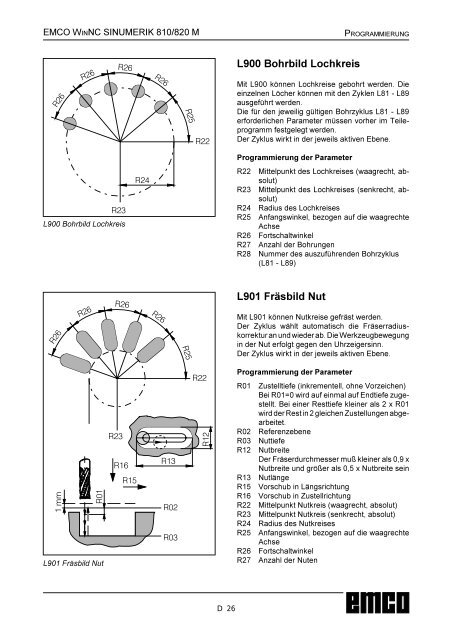
L900 Bohrbild Lochkreis<br />
Mit L900 können Lochkreise gebohrt werden. Die<br />
einzelnen Löcher können mit den Zyklen L81 - L89<br />
ausgeführt werden.<br />
Die für den jeweilig gültigen Bohrzyklus L81 - L89<br />
erforderlichen Parameter müssen vorher im Teileprogramm<br />
festgelegt werden.<br />
Der Zyklus wirkt in der jeweils aktiven Ebene.<br />
5<br />
L900 Bohrbild Lochkreis<br />
5<br />
Programmierung der Parameter<br />
R22<br />
R23<br />
R24<br />
R25<br />
R26<br />
R27<br />
R28<br />
Mittelpunkt des Lochkreises (waagrecht, absolut)<br />
Mittelpunkt des Lochkreises (senkrecht, absolut)<br />
Radius des Lochkreises<br />
Anfangswinkel, bezogen auf die waagrechte<br />
Achse<br />
Fortschaltwinkel<br />
Anzahl der Bohrungen<br />
Nummer des auszuführenden Bohrzyklus<br />
(L81 - L89)<br />
5<br />
5<br />
5<br />
5<br />
5<br />
L901 Fräsbild Nut<br />
Mit L901 können Nutkreise gefräst werden.<br />
Der Zyklus wählt automatisch die Fräserradiuskorrektur<br />
an und wieder ab. Die Werkzeugbewegung<br />
in der Nut erfolgt gegen den Uhrzeigersinn.<br />
Der Zyklus wirkt in der jeweils aktiven Ebene.<br />
PP<br />
5<br />
L901 Fräsbild Nut<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
5<br />
Programmierung der Parameter<br />
R01<br />
R02<br />
R03<br />
R12<br />
R13<br />
R15<br />
R16<br />
R22<br />
R23<br />
R24<br />
R25<br />
R26<br />
R27<br />
Zustelltiefe (inkrementell, ohne Vorzeichen)<br />
Bei R01=0 wird auf einmal auf Endtiefe zugestellt.<br />
Bei einer Resttiefe kleiner als 2 x R01<br />
wird der Rest in 2 gleichen Zustellungen abgearbeitet.<br />
Referenzebene<br />
Nuttiefe<br />
Nutbreite<br />
Der Fräserdurchmesser muß kleiner als 0,9 x<br />
Nutbreite und größer als 0,5 x Nutbreite sein<br />
Nutlänge<br />
Vorschub in Längsrichtung<br />
Vorschub in Zustellrichtung<br />
Mittelpunkt Nutkreis (waagrecht, absolut)<br />
Mittelpunkt Nutkreis (senkrecht, absolut)<br />
Radius des Nutkreises<br />
Anfangswinkel, bezogen auf die waagrechte<br />
Achse<br />
Fortschaltwinkel<br />
Anzahl der Nuten<br />
D 26














