

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EMCO WINNC SINUMERIK 810/820 M<br />
PROGRAMMIERUNG<br />
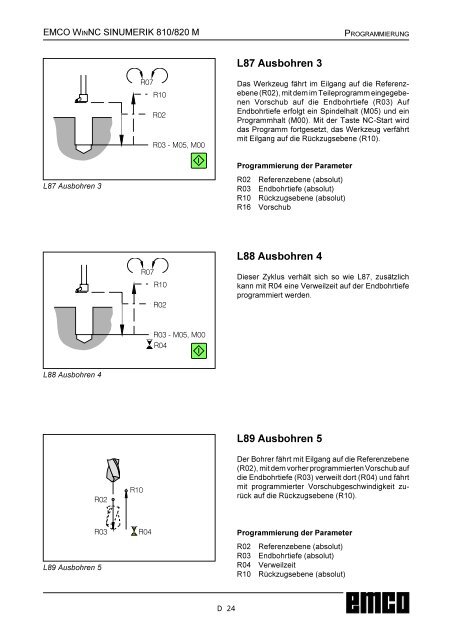
L87 Ausbohren 3<br />
5<br />
5<br />
5<br />
500<br />
Das Werkzeug fährt im Eilgang auf die Referenzebene<br />
(R02), mit dem im Teileprogramm eingegebenen<br />
Vorschub auf die Endbohrtiefe (R03) Auf<br />
Endbohrtiefe erfolgt ein Spindelhalt (M05) und ein<br />
Programmhalt (M00). Mit der Taste NC-Start wird<br />
das Programm fortgesetzt, das Werkzeug verfährt<br />
mit Eilgang auf die Rückzugsebene (R10).<br />
L87 Ausbohren 3<br />
Programmierung der Parameter<br />
R02 Referenzebene (absolut)<br />
R03 Endbohrtiefe (absolut)<br />
R10 Rückzugsebene (absolut)<br />
R16 Vorschub<br />
5<br />
5<br />
5<br />
L88 Ausbohren 4<br />
Dieser Zyklus verhält sich so wie L87, zusätzlich<br />
kann mit R04 eine Verweilzeit auf der Endbohrtiefe<br />
programmiert werden.<br />
500<br />
5<br />
L88 Ausbohren 4<br />
5<br />
5<br />
L89 Ausbohren 5<br />
Der Bohrer fährt mit Eilgang auf die Referenzebene<br />
(R02), mit dem vorher programmierten Vorschub auf<br />
die Endbohrtiefe (R03) verweilt dort (R04) und fährt<br />
mit programmierter Vorschubgeschwindigkeit zurück<br />
auf die Rückzugsebene (R10).<br />
5<br />
L89 Ausbohren 5<br />
5<br />
Programmierung der Parameter<br />
R02 Referenzebene (absolut)<br />
R03 Endbohrtiefe (absolut)<br />
R04 Verweilzeit<br />
R10 Rückzugsebene (absolut)<br />
D 24














