

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
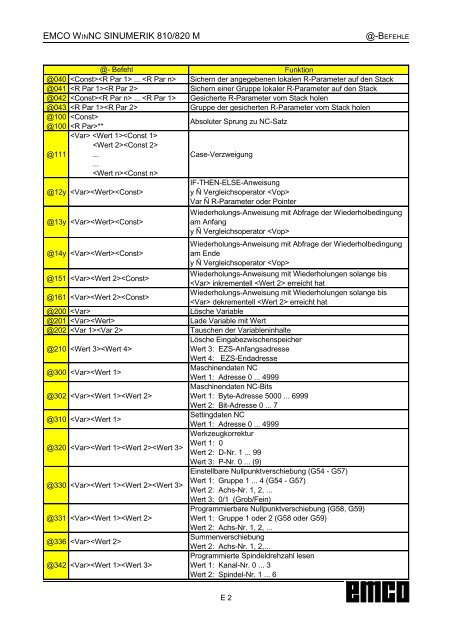
EMCO WINNC SINUMERIK 810/820 M<br />
@-BEFEHLE<br />
@- Befehl<br />
Funktion<br />
@040 ... Sichern der angegebenen lokalen R-Parameter auf den Stack<br />
@041 Sichern einer Gruppe lokaler R-Parameter auf den Stack<br />
@042 ... Gesicherte R-Parameter vom Stack holen<br />
@043 Gruppe der gesicherten R-Parameter vom Stack holen<br />
@100 <br />
@100 **<br />
Absoluter Sprung zu NC-Satz<br />
@111<br />
<br />
<br />
...<br />
Case-Verzweigung<br />
...<br />
<br />
IF-THEN-ELSE-Anweisung<br />
@12y <br />
y Ñ Vergleichsoperator <br />
Var Ñ R-Parameter oder Pointer<br />
@13y <br />
@14y <br />
Wiederholungs-Anweisung mit Abfrage der Wiederholbedingung<br />
am Anfang<br />
y Ñ Vergleichsoperator <br />
Wiederholungs-Anweisung mit Abfrage der Wiederholbedingung<br />
am Ende<br />
y Ñ Vergleichsoperator <br />
Wiederholungs-Anweisung mit Wiederholungen solange bis<br />
@151 <br />
inkrementell erreicht hat<br />
Wiederholungs-Anweisung mit Wiederholungen solange bis<br />
@161 <br />
dekrementell erreicht hat<br />
@200 Lösche Variable<br />
@201 Lade Variable mit Wert<br />
@202 Tauschen der Variableninhalte<br />
Lösche Eingabezwischenspeicher<br />
@210 <br />
Wert 3: EZS-Anfangsadresse<br />
Wert 4: EZS-Endadresse<br />
Maschinendaten NC<br />
@300 <br />
Wert 1: Adresse 0 ... 4999<br />
Maschinendaten NC-Bits<br />
@302 Wert 1: Byte-Adresse 5000 ... 6999<br />
Wert 2: Bit-Adresse 0 ... 7<br />
Settingdaten NC<br />
@310 <br />
Wert 1: Adresse 0 ... 4999<br />
Werkzeugkorrektur<br />
Wert 1: 0<br />
@320 <br />
Wert 2: D-Nr. 1 ... 99<br />
Wert 3: P-Nr. 0 ... (9)<br />
Einstellbare Nullpunktverschiebung (G54 - G57)<br />
Wert 1: Gruppe 1 ... 4 (G54 - G57)<br />
@330 <br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Wert 3: 0/1 (Grob/Fein)<br />
Programmierbare Nullpunktverschiebung (G58, G59)<br />
@331 Wert 1: Gruppe 1 oder 2 (G58 oder G59)<br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Summenverschiebung<br />
@336 <br />
Wert 2: Achs-Nr. 1, 2,...<br />
Programmierte Spindeldrehzahl lesen<br />
@342 Wert 1: Kanal-Nr. 0 ... 3<br />
Wert 2: Spindel-Nr. 1 ... 6<br />
E 2














