2/2005 Trends & Markets Technology Product News Info - Rieter
2/2005 Trends & Markets Technology Product News Info - Rieter
2/2005 Trends & Markets Technology Product News Info - Rieter

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Rieter</strong> Link 2/05<br />
Die Kundenzeitschrift von<br />
<strong>Rieter</strong> Spun Yarn Systems<br />
17. Jahrgang / Nr. 45<br />
Mai <strong>2005</strong><br />
2/<strong>2005</strong><br />
<strong>Trends</strong> & <strong>Markets</strong><br />
Systemkunde Brennet AG – Feingarne mit Karde C 60<br />
und ComforSpinnmaschinen K 44<br />
<strong>Technology</strong><br />
Herausforderung Chemiefasern – Erfolgreich<br />
mit Hochleistungsspinnmaschinen von <strong>Rieter</strong><br />
<strong>Product</strong> <strong>News</strong><br />
Ringspinnmaschinen –<br />
Kundenorientierte Weiterentwicklung<br />
<strong>Info</strong><br />
<strong>Rieter</strong> Textile Systems erneut Teilnehmer am 10.<br />
International Izmir Textil und Apparel Symposium
2<br />
Editorial<br />
Liebe Kunden, liebe Leser<br />
Innovationen bergen grosse Risiken. Sie können aus vielen Gründen scheitern:<br />
Die technische Lösung ist zwar innovativ, erfüllt aber nicht die Anforderung der Kunden.<br />
Die Innovation berücksichtigt nicht Schnittstellen zu bestehender Infrastruktur. Die Rahmenbedingungen<br />
haben sich geändert. Der Service kann noch nicht erbracht werden<br />
oder zu langsam, da die Ausbildung fehlt. Das Unternehmen ist für die Innovation zu<br />
kapitalschwach. Produkt-Innovationen haben in der Regel einen hohen Kapitalbedarf für<br />
Produktentwicklung, neue Produktionsanlagen oder Werkzeuge und für das Marketing.<br />
Angesichts dieser Risiken gäbe es also sehr viele Gründe, Innovationen nicht zu tätigen.<br />
Selbstverständlich ist das eine rein theoretische Überlegung. Wir alle wissen, dass<br />
nur mit neuen Ideen und innovativen Lösungen der Fortbestand eines Unternehmens<br />
gesichert werden kann. Das braucht unternehmerischen Mut und Zukunftsglaube,<br />
offene Ohren und Augen, Bereitschaft zu lernen und zu begreifen, Engagement und eine<br />
gesunde finanzielle Basis.<br />
Gleichzeitig geben wir uns Mühe, die Risiken unserer Kunden bei der Einführung der<br />
Innovationen möglichst niedrig zu halten, indem wir vorher sorgfältig testen und die<br />
ersten Kunden aufmerksam begleiten. Der Erfolg unserer Kunden ist schliesslich Garant<br />
für unseren eigenen Erfolg.<br />
Innovation ist eine Investition und kostet Geld. Jedes innovative Unternehmen muss<br />
daher seine Innovationen vor Kopisten schützen, damit auch die nachfolgenden Produktgenerationen<br />
finanziell sichergestellt sind.<br />
Patentschutz und Musterschutz sind Sicherungen für eine innovative Industrie und<br />
verdienen, dass sie weltweit durchgesetzt werden. Wir unterstützen daher Initiativen,<br />
die diesem Ziel dienen, auch im Dienste unserer Kunden.<br />
Herzlichst<br />
Ihr<br />
Dr. Martin Folini<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Highlights<br />
<strong>Trends</strong> & <strong>Markets</strong><br />
Systemkunde Brennet AG – Feingarne mit<br />
Karde C 60 und ComforSpinnmaschinen K 44<br />
<strong>Technology</strong><br />
Herausforderung Chemiefasern – Erfolgreich<br />
mit Hochleistungsspinnmaschinen von <strong>Rieter</strong><br />
<strong>Product</strong> <strong>News</strong><br />
Ringspinnmaschinen –<br />
Kundenorientierte Weiterentwicklung<br />
<strong>Info</strong><br />
<strong>Rieter</strong> Textile Systems erneut<br />
Teilnehmer am 10. International<br />
Izmir Textil und Apparel Symposium<br />
4<br />
8<br />
18<br />
28<br />
Inhalt<br />
Systemkunde Brennet AG –<br />
Feingarne mit Karde C 60 und<br />
ComforSpinnmaschinen K 44 4<br />
Herausforderung Chemiefasern –<br />
Erfolgreich mit Hochleistungsspinnmaschinen<br />
von <strong>Rieter</strong> 8<br />
Ring-/Läufersysteme –<br />
Qualitätsanforderungen<br />
für Höchstleistungen 14<br />
Ringspinnmaschinen –<br />
Kundenorientierte<br />
Weiterentwicklung 18<br />
AEROpiecing – Durchbruch<br />
in der Ansetzerqualität 22<br />
<strong>Rieter</strong> Nachrüstungen –<br />
Wirtschaftlich und<br />
kundenorientiert 24<br />
<strong>Info</strong> 28<br />
Impressum<br />
Herausgeber:<br />
Marketing Spun Yarn Systems<br />
Heiner Eberli<br />
Chefredaktion:<br />
Marketing <strong>Rieter</strong> Textile Systems<br />
Edda Walraf<br />
Copyright:<br />
Copyright © 2004 by<br />
Maschinenfabrik <strong>Rieter</strong> AG<br />
Klosterstrasse 20<br />
CH-8406 Winterthur<br />
www.rieter.com<br />
<strong>Rieter</strong>-link@rieter.com<br />
Nachdruck mit Genehmigung gestattet,<br />
Belegexemplare erwünscht<br />
Gestaltung and Produktion:<br />
Marketing <strong>Rieter</strong> CZ a.s.<br />
Pavel Bielik<br />
Druck:<br />
HRG, Tschechische Republik<br />
3
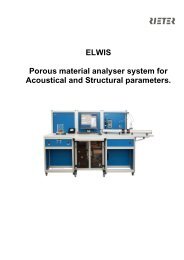
Blick in die moderne ComforSpinnerei<br />
von Brennet AG<br />
www.brennet.de<br />
4<br />
Systemkunde Brennet AG –<br />
Feingarne mit Karde C 60<br />
und ComforSpinnmaschinen K 44<br />
Investitionen in neue Maschinen und<br />
Systeme gehören in jedem Unternehmen<br />
mit zu den schwierigsten Entscheidungen<br />
und verlangen eine ganzheitliche<br />
Denkweise. Der gesamte Herstellungsprozess<br />
von der Spinnerei bis zum<br />
Endprodukt muss berücksichtigt und<br />
überdacht werden, um den wirtschaftlichen<br />
Erfolg nachhaltig zu garantieren.<br />
Die Firma Brennet AG in Deutschland<br />
hat diese Überlegungen angestellt und<br />
in eine komplette <strong>Rieter</strong> Spinnerei mit<br />
17’000 Spindeln K 44 und 9 Karden C 60<br />
investiert, um Garne der Feinheit Nm 64<br />
bis Nm 100 zu spinnen.<br />
Ein Jahr ist seit dem Produktionsstart der<br />
neuen Spinnerei im Werk Hausen vergangen.<br />
Dies soll zum Anlass genommen werden,<br />
dem Erfolgsgeheimnis der getätigten<br />
Investition auf den Grund zu gehen. Es ist<br />
der richtige Zeitpunkt zurückzuschauen, den<br />
eingeschlagenen Weg zu hinterfragen, den<br />
erhofften Erfolg, die grundlegenden Ideen<br />
und Erwartungen zu überprüfen.<br />
Kurzporträt der Firma Brennet<br />
Die Brennet AG ist ein vollstufiges Unternehmen<br />
im Süden Deutschlands mit eigener<br />
Gewebeentwicklungsabteilung, Spinnerei,<br />
Weberei und Ausrüstung. Brennet verarbeitet<br />
hochwertige, überwiegend kompaktierte<br />
Baumwoll- und Baumwollmischgarne zu rund<br />
16,5 Mio. Laufmeter pro Jahr hochmodische,<br />
funktionale Buntgewebe und stückgefärbte<br />
Artikel für Hemden, Blusen, Berufsbekleidung<br />
und Heimtextilien.<br />
Die Zutaten einer erfolgreichen<br />
Unternehmung<br />
Die drei wesentlichen Erfolgsfaktoren sind<br />
Rohstoff, Maschinenpark und der Mensch:<br />
Der Rohstoff ist mit seiner Qualität und<br />
Homogenität Basis und wesentlicher Einflussfaktor<br />
für die Garneigenschaften. Das<br />
ausschlaggebende Kriterium ist nach wie<br />
vor der Kauf der Fasern in der richtigen<br />
Qualität zum richtigen Zeitpunkt, d.h. zum<br />
richtigen Preis. Der Baumwolleinkauf ist aus<br />
wirtschaftlicher Sicht sehr wichtig, weil sich<br />
der Einkaufspreis direkt auf die Garnherstellungskosten<br />
auswirkt und somit die Marge<br />
beeinflusst. Folgerichtig ist dies in vielen<br />
Firmen Chefsache, denn hier sind kurze<br />
Entscheidungswege und vorausschauende<br />
Denkweise essenziell.<br />
Der Maschinenpark bestimmt mit der<br />
angewandten Technologie die Eigenschaften<br />
des Garnes bis ins Detail. Das Aussehen des<br />
Garnes wird ebenso direkt beeinflusst wie<br />
Laufeigenschaften und Wirtschaftlichkeit in<br />
den Folgeprozessen. Die Maschinen müssen<br />
aus dem eingesetzten Rohstoff das Maximum<br />
herausholen, die positiven Eigenschaften<br />
vollständig erhalten, Unerwünschtes ausscheiden,<br />
die Fasern sortieren, ordnen und<br />
bis zum Einbindeprozess perfektionieren.<br />
Dabei müssen sie auch noch in 10 Jahren<br />
Garne produzieren, die den höchsten Anforderungen<br />
der Folgeprozesse genügen und die<br />
Kunden bezüglich Aussehen begeistern. Die<br />
Voraussetzung dafür ist, dass die Prozesse zu<br />
jeder Zeit beherrscht werden, denn Qualitätsschwankungen<br />
im Garn tolerieren die Kunden<br />
nicht.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Nur modernste Technologie, wie sie z.B. in<br />
der ComforSpinnmaschine K 44 oder der<br />
Karde C 60 zum Einsatz kommt, kann diesen<br />
hohen Ansprüchen genügen. Nur so ist<br />
ein Maschinenpark in der Lage, auch nach<br />
10 Jahren Einsatz ein konkurrenzfähiges<br />
Produkt herzustellen. Die Leistungsfähigkeit<br />
der Maschinen bleibt durch einen innovativen<br />
Partner, der den Gesamtprozess kennt und die<br />
Maschinen laufend technologisch verbessert,<br />
erhalten. Solche Modifikationen sichern nicht<br />
nur den Wert einer Spinnerei, sondern auch<br />
deren Konkurrenzfähigkeit über einen langen<br />
Zeitraum.<br />
Der Wert eines Garnes liegt nicht nur in seiner<br />
Fähigkeit, die Eigenschaften des Endproduktes<br />
zu bestimmen oder zu beeinflussen,<br />
sondern vor allem in seinem wirtschaftlichen<br />
Beitrag zum Laufverhalten in den Folgeprozessen.<br />
So ist das Garn als “Grundlage”<br />
für den Erfolg der gesamten textilen Kette<br />
wesentlich mitverantwortlich.<br />
Der Mensch ist trotz der Bedeutung der<br />
erstgenannten Kriterien der zentrale Erfolgsfaktor.<br />
Bei der Firma Brennet ist das Personal<br />
für die Entwicklung, Herstellung und Vertrieb<br />
modischer, funktionaler und konkurrenzfähiger<br />
Produkte auf höchstem Qualitätsniveau<br />
verantwortlich. Dazu braucht es nicht nur gut<br />
ausgebildete, motivierte, flexible Mitarbeiter<br />
mit der Bereitschaft, mehr zu leisten, als<br />
verlangt wird, sondern geradezu eine Leidenschaft<br />
für Perfektion, Qualität, Leistung und<br />
ständige Verbesserung. Schwierigkeiten sind<br />
Ansporn, Bestehendes wird ständig hinterfragt<br />
und Leistungen überprüft.<br />
Die Aktivitäten richten sich immer nach dem<br />
Erfolg des Gesamtprozesses sowohl im qualitativen<br />
als auch im wirtschaftlichen Sinn.<br />
Das Resultat ist ein ausserordentlich hohes<br />
Qualitäts- und Produktivitätsniveau in diesem<br />
erfolgreichen Unternehmen.<br />
Brennet setzt, ebenso wie <strong>Rieter</strong>, auf eine<br />
enge Partnerschaft mit seinen Kunden zur<br />
Entwicklung von Produkten, die im Markt<br />
erfolgreich sind.<br />
Rudolf Meier<br />
Produktmanager Putzerei/Karde<br />
Integrierte Automation zeigt die ganzheitliche<br />
Denkweise zu nachhaltiger Qualität<br />
und Kostensenkung.<br />
5
Die Investition in die Spinnerei hat die<br />
Fadenbrüche in der Weberei sichtbar<br />
reduziert.<br />
6<br />
Fadenbrüche / 100'000 Schuss<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
COM4 ® -Garn Nm 64/80<br />
<strong>Rieter</strong> stellt dabei seinen Kunden das<br />
Gesamtpaket eines Systemanbieters zur<br />
Verfügung. Dieses umfasst nicht nur die<br />
Maschinen des gesamten Spinnprozesses<br />
aus einer Hand, sondern auch:<br />
• Das technische und technologische<br />
Know-how und die Unterstützung von der<br />
Prozesseinführung bis zu Optimierungen<br />
über die gesamte Prozesskette bis hin zur<br />
Weiterverarbeitung. Das dabei erworbene<br />
Wissen schafft das Bewusstsein, was<br />
wichtig ist und ein klare Vision, wohin<br />
sich die Textilindustrie entwickeln wird.<br />
• Eine ganzheitliche Projektabwicklung von<br />
der Planung des Maschinenlayouts bis<br />
zur Integration eines Transportsystems.<br />
Von der Berechnung des Personalbedarfs<br />
bis zur Wirtschaftlichkeitsanalyse. Von<br />
der Montage bis zum erfolgreichen,<br />
termingerechten Produktionsstart.<br />
• Unterstützung bei finanziellen Belangen,<br />
von Spinn- und Produktionsplanberechnungen<br />
bis hin zur eigentlichen Projektfinanzierung.<br />
vorher nachher<br />
Schussfadenbrüche Kettfadenbrüche<br />
• After- Sales- Service, von der Betreuung<br />
vor, während und nach der Inbetriebnahme<br />
bis zu Ersatzteillieferung und Modernisierung.<br />
• Marketingunterstützung bei der Einführung<br />
neuer Garne wie dem Kompaktgarn<br />
COM4 ® .<br />
• Ein kompetenter Ansprechpartner, der auf<br />
Kundenbedürfnisse eingeht.<br />
Innovation und Revolution, das System<br />
im praktischen Einsatz<br />
Nach rund 12 Monaten im praktischen<br />
Einsatz kann auf der Basis von konsolidierten<br />
Zahlen und Fakten auf diese Investition<br />
geblickt werden. Die Fragen, welche sich hier<br />
stellen, sind: Was hat sich durch die Neuinvestition<br />
geändert? Welche Vorteile dürfen<br />
aus einem solchen Schritt erwartet werden?<br />
Dabei wird an dieser Stelle nicht eigentlich<br />
auf die Qualitätsverbesserung eingegangen,<br />
welche hinlänglich bekannt ist, sondern<br />
vielmehr auf die wirtschaftlichen Aspekte<br />
dieser Investition. In der Spinnerei konnte bei<br />
gleicher Spindelzahl das Personal deutlich<br />
reduziert werden. Für ein mitteleuropäisches<br />
Unternehmen ist dies absolut wettbewerbsentscheidend.<br />
Das COM4 ® -Garn gestattet eine Farbstoff einsparung<br />
von 7%. Das Endprodukt erscheint<br />
dabei brillant und mit einer gestochen<br />
scharfen Optik. Würde man in der Wirtschaftlichkeitsbetrachtung<br />
nur den Spinnprozess<br />
berücksichtigen, so wäre das Garn, bedingt<br />
durch die höheren Investitionskosten, leicht<br />
teurer. Betrachtet man jedoch das System<br />
ganzheitlich, also vom Ballen bis zum<br />
Endprodukt, rechnet sich die Investition und<br />
fällt klar zu Gunsten des Kompaktgarnes aus.<br />
Dazu weitere Fakten aus dem Hause Brennet:<br />
• Die geringere Haarigkeit des Kompaktgarnes<br />
gestattet eine Einsparung an<br />
Schlichtemitteln um 15% bis 30%. Diese<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Einsparung wirkt sich gleich 3fach aus:<br />
Einerseits bei der Menge der eingesetzten<br />
Schlichtemittel und anderseits beim<br />
Entschlichten sowie bei der Abwasseraufbereitung.<br />
• Der Nutzeffekt in der Weberei mit 172<br />
Webmaschinen stieg um 3%. Die<br />
Luftwebmaschinen produzieren bei einer<br />
Geschwindigkeit von 840 Schuss/min mit<br />
einer Eintragsleistung von 1500 m/min.<br />
Die Verbesserung des Nutzeffektes wurde<br />
durch eine Halbierung der Fadenbrüche<br />
erreicht. In der Kette von 3 auf 1,5 pro<br />
100'000 Schuss und im Schuss von 1,1<br />
auf 0,8 pro 100'000 Schuss. Mit der<br />
Halbierung der Stillstände verbessert sich<br />
gleichzeitig auch die Qualität der Gewebe,<br />
da jeder Stillstand einen potenziellen<br />
Fehler bedeutet.<br />
• Bei hohen Eintragsleistungen wirken<br />
sich Fadenbrüche viel stärker auf den<br />
Nutzeffekt aus als bei langsam laufenden<br />
Maschinen. Umso erstaunlicher ist es,<br />
dass die Nutzeffektsteigerung bei gleichzeitiger<br />
Reduktion des Personals in allen<br />
Bereichen erzielt wurde.<br />
Bleiben wir noch etwas in der Weberei. Bei<br />
diesen Eintragsleistungen und der Verarbeitung<br />
von Garnen der Feinheit Nm 100 wird<br />
die Webmaschine zum eigentlichen Gradmesser<br />
für die Qualität eines Garnes. Das<br />
Laufverhalten zeigt direkt und unverfälscht<br />
den Grad der Prozessbeherrschung in der<br />
Spinnerei auf. Als Herz der Spinnerei trägt die<br />
Karde C 60 mit ihrer einzigartigen Geometrie<br />
wesentlich dazu bei. Die grosse Arbeitsbreite<br />
von 1500 mm gestattet es, die Baumwolle<br />
auch für diese Garnfeinheit mit einer Produktion<br />
von 60 kg/h zu kardieren, d.h. für<br />
den Spinnprozess optimal vorzubereiten.<br />
Das Potenzial der Karde zeigt sich bereits im<br />
Laufverhalten in der Spinnerei. So sind 4 bis<br />
5 Schichten ohne Bandbruch an der Karde<br />
keine Seltenheit.<br />
Die Erfolgsgeschichte in Kurzform<br />
Die Produkte der neu errichteten Spinnerei<br />
sind ausschliesslich für den Eigenbedarf<br />
des Unternehmens bestimmt. Die höheren<br />
Fertigungskosten in der Spinnerei werden<br />
durch Optimierungen und Kosteneinsparungen<br />
in den Nachfolgeprozessen mehr als<br />
kompensiert. Das Ergebnis ist ein qualitativ<br />
höherwertiges Produkt zu gleichen oder niedrigeren<br />
Material- bzw. Prozesskosten.<br />
Die Investition in die neue Spinnerei hat nach<br />
12-monatiger Produktionsdauer die Prüfung<br />
auf eindrückliche Art und Weise bestanden.<br />
Die aufgezeigten wirtschaftlichen Fakten<br />
zeigen klar die Vorteile der neuen Spinnerei.<br />
Der Schlüssel zum Erfolg ist simpel: Es sind<br />
die Menschen in einem solchen Projekt, welche<br />
offen und kompetent zusammenarbeiten<br />
und dabei in einer ganzheitlichen Denkweise<br />
das Ziel nie aus den Augen verlieren. Das Ziel<br />
ist das Endprodukt und der zufriedene Kunde.<br />
Die C 60 ist wichtiger Bestandteil für hohe<br />
Produktivität bei gleichzeitiger Prozessbeherrschung<br />
und damit Qualitätssicherung.<br />
7
Abb. 1:<br />
Produktion und Verbrauch von synthetischen<br />
Faserstoffen sind kontinuierlich<br />
gestiegen.<br />
Abb. 2:<br />
Weltweit werden von 231 Herstellern an<br />
278 Standorten Polyesterfasern hergestellt,<br />
schwerpunktmässig in Asien.<br />
8<br />
Stapelfaserproduktion weltweit<br />
Produktion [mill. Tonnen]<br />
22<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
1990 1992 1994 1996 1998 2000 2002<br />
Synthetische Stapelfasern<br />
Baumwolle<br />
Wolle<br />
Herausforderung Chemiefasern –<br />
Erfolgreich mit Hochleistungsspinnmaschinen<br />
von <strong>Rieter</strong><br />
Im Jahr 2003 wurden ca. 36,5 Mio.<br />
Tonnen Chemiefasern hergestellt, 43%<br />
davon (15,7 Mio. t) als Stapelfasern.<br />
<strong>Rieter</strong> bietet weltweit moderne Spinnereimaschinen<br />
für die Stapelfasergarnherstellung<br />
aus natürlichen wie auch<br />
synthetischen Fasern an. Durch die kontinuierliche<br />
Erarbeitung von Know-how<br />
auf dem Gebiet der Verfahrenstechnologie<br />
bei Chemiestapelfasern werden die<br />
jeweiligen Prozessstufen und Spinnempfehlungen<br />
ständig optimiert. Dies schafft<br />
für <strong>Rieter</strong> Kunden den entscheidenden<br />
Kompetenzvorsprung.<br />
Bedeutung von Chemiefasern<br />
Der Einsatz von Textilien aus Chemiefasern<br />
im technischen Bereich, Heimtextilienmarkt<br />
und Bekleidungssektor ist durch deren ausgezeichnete<br />
Funktionalität in den letzten 15<br />
Jahren zur Selbstverständlichkeit geworden.<br />
Im Berufsbekleidungs-, Sport- und Freizeitbereich<br />
nimmt die Chemiefaser eine bedeutende<br />
Stellung ein.<br />
Allein die Produktion von Synthetikstapelfasern<br />
beträgt heute ca. 13 Mio. Jahrestonnen,<br />
über 50% mehr als 1990 (Abb. 1).<br />
Polyester-Hersteller weltweit 2003<br />
Anzahl Hersteller<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
13 12<br />
Nord-Amerika<br />
Latein-Amerika<br />
Die gesamte Microstapelfaserproduktion aller<br />
Rohstoffe beträgt heute ca. 600'000 Jahrestonnen.<br />
1991 lag dieser Wert bei lediglich<br />
3000–4000 Tonnen pro Jahr. Unter den<br />
Chemiestapelfasern spielt Polyester mit<br />
11 Mio. Jahrestonnen die wichtigste Rolle, in<br />
China sind dabei die meisten Hersteller und<br />
mit 37% die grössten Kapazitäten vorhanden.<br />
In Indien konnte eine massive Zunahme der<br />
Polyesterstapelfaserproduktion verzeichnet<br />
werden. Von 670'000 Tonnen hat Reliance<br />
allein einen Anteil von 68%.<br />
Die Anzahl von weltweit 231 Polyesterstapelfaserherstellern<br />
(Abb. 2) an 278 Standorten<br />
stellt die Stapelfaserspinnerei vor eine grosse<br />
Herausforderung, da die Verarbeitungs- und<br />
Garneigenschaften stark vom jeweiligen<br />
Polyesterrohstoff sowie der Avivage abhängig<br />
sind.<br />
Die Faserfeinheiten reichen bei Polyester<br />
von 0.6 dtex bis 6.6 dtex. In der klassischen<br />
Baumwollspinnerei werden heute Faserfeinheiten<br />
von 0.9 dtex bis 3.3 dtex bei Faserlängen<br />
bis 60 mm sehr gut beherrscht. Die<br />
aus den höheren Haft- und Reibungskräften<br />
resultierenden grösseren Verzugskräfte sowie<br />
21<br />
West-Europa<br />
14<br />
Ost-Europa<br />
9 7<br />
Afrika +<br />
Mittlerer Osten<br />
Indien<br />
27<br />
Süd-Asien<br />
109<br />
China<br />
+ Hong Kong<br />
231 Hersteller an 278 Produktionsstandorten<br />
7 5 7<br />
Taiwan<br />
Süd-Korea<br />
Japan<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
die Neigung der Chemiefasern zu Verknotungen<br />
und Nissenbildung müssen bei der<br />
Verarbeitung besonders beachtet werden.<br />
Anpassungen der Maschinen<br />
<strong>Rieter</strong> legt seine Systeme für einen breiten<br />
Anwendungsbereich aus. Die Faseröffnung<br />
und das exakte Mischen spielen bei der<br />
Chemiefaserverarbeitung eine wichtige Rolle,<br />
eine Reinigung ist nicht nötig. <strong>Rieter</strong> bietet<br />
einen fein einstellbaren Öffnungsgrad an<br />
sei nen Vorbereitungsmaschinen. Ein wesentliches<br />
Highlight ist der UNIblend A 81, mit<br />
dem bis zu 8 unterschiedliche Rohstoffe mit<br />
Anteilen von 1–99% exakt gemischt werden<br />
können.<br />
Der Kardierprozess ist das Herz der Spinnerei.<br />
Um Faserschädigungen und Nissenbildung<br />
bei Chemiefasern zu eliminieren, ist eine gute<br />
und schonende Auflösung zu Einzelfasern<br />
Voraussetzung. Je nach Fasertyp und Feinheit<br />
muss die Kardenproduktion angepasst werden,<br />
um zu hohe Kardierkräfte am Tambour zu<br />
vermeiden.<br />
Die Gefahr von Wickelneigung ist insbesondere<br />
bei Streckwerken mit hohen Liefergeschwindigkeiten<br />
und der Verarbeitung von<br />
Polyester erheblich. Sie kann durch Verklebungen<br />
im Streckwerk Avivage oder elektrostatische<br />
Aufladungen hervorgerufen werden.<br />
Um dem entgegenzuwirken, muss eine<br />
möglichst gute Faserführung im Streckwerk<br />
gewährleistet sein. Eine geeignete Coilergeometrie<br />
und -plattenoberfläche garantiert an<br />
der Strecke eine optimale Bandablage in die<br />
Kanne, was für einen störungsfreien Bandabzug<br />
Voraussetzung ist.<br />
Die Ringspinnmaschine kann dafür mit passenden<br />
Oberwalzenbezügen und Riemchen<br />
bestückt werden. Für die Verarbeitung von<br />
Chemiefasern auf dem ComforSpin-System<br />
wurden spezielle Technologieteile entwickelt,<br />
die den Kompaktiererfolg sicherstellen.<br />
Vor dem Doffen der Kopse kann auf <strong>Rieter</strong><br />
Ringspinnmaschinen während der Hinterwindung<br />
die Garndrehung kurzzeitig reduziert<br />
werden. Dadurch kann trotz der sehr hohen<br />
Faser- und Garnfestigkeit ein definierter<br />
Garnbruch für den Doffvorgang der Kopse<br />
sichergestellt werden.<br />
Auch die Spinnbox SC-R auf der Rotorspinnmaschine<br />
R 40 bietet eine konstruktive<br />
Lösung für die optimale Verarbeitung von<br />
Chemiefasern. Durch die höhere Faser-Metallreibung<br />
muss eine bessere Ablösung<br />
der Chemiefasern von der Auflösewalze<br />
gewährleistet werden, um umlaufende Fasern<br />
zu vermeiden. Die Öffnungseinheit hat zur<br />
besseren Faserführung vor dem Eintritt in den<br />
Faserleitkanal eine deutliche Ausweitung.<br />
Bei Polyester ist vor allem darauf zu achten,<br />
dass bei hohen Abzugsgeschwindigkeiten<br />
keine Garnschädigungen, wie Faserverschmelzungen,<br />
durch die Abzugsdüse entstehen.<br />
Für eine gute Qualitätskonstanz ist eine<br />
verschleissfeste Abzugsdüse wichtig. Dies<br />
wird durch den Einsatz von neuen, keramischen<br />
Werkstoffen und Geometrien erreicht.<br />
Harald Schwippl<br />
Leiter Technologie<br />
Abb. 3:<br />
Kompetentes Personal ist die<br />
Voraussetzung für aussagekräftige<br />
seriöse Testreihen.<br />
9
Abb. 4 + 5:<br />
COM4 ® -Garne zeigen auch bei der<br />
Verarbeitung von Microfasern geringere<br />
Ungleichmässigkeit.<br />
10<br />
Garnungleichmässigkeit, kapazitiv und optisch<br />
CVm [%]<br />
Kooperation mit Reliance Industries Ltd.<br />
Um technologische Prozesskenntnisse<br />
zu erarbeiten, arbeitet <strong>Rieter</strong> intensiv mit<br />
Chemiefaserherstellern zusammen. Reliance<br />
Industries Limited (RIL) (www.ril.com) ist<br />
Indiens grösste Aktiengesellschaft mit einem<br />
Jahresumsatz von 17 Mrd. USD. Im Versuchslabor<br />
von Reliance wurde eine <strong>Rieter</strong><br />
Pilot-Produktionsanlage installiert. Mit Technologieversuchen<br />
soll nun noch intensiver<br />
Einfluss auf die Faser- und Maschinenentwicklung<br />
genommen werden.<br />
Beispiel eines Gemeinschaftsprojektes<br />
Microstapelfasern haben über die vergangenen<br />
Jahre zunehmend an Bedeutung gewonnen.<br />
Der Einsatz von Microfasern erlaubt die<br />
Herstellung feinster Garne. Textile Flächen<br />
aus Microfasern ergeben einen seidigen und<br />
weichen Griff sowie interessante Gebrauchswerteigenschaften.<br />
Die Ergebnisse der hier vorgestellten Untersuchung<br />
beziehen sich auf eine Reliance<br />
Microfaser von 0.9 dtex mit einer Schnittlänge<br />
von 40 mm.<br />
17<br />
17<br />
16.5<br />
16<br />
16<br />
15<br />
15.5<br />
14<br />
15<br />
13<br />
14.5<br />
12<br />
14<br />
11<br />
13.5<br />
10<br />
13<br />
9<br />
7 8 9 10<br />
COM4 ® , αm 108 kapazitiv CVm<br />
COM4 ® Garnfeinheit tex [g/1000 m]<br />
, αm 97 kapazitiv CVm<br />
Konventionell, αm 108 kapazitiv CVm<br />
COM4 ® , αm 108 kapazitiv CVm<br />
COM4 ® , αm 97 kapazitiv CVm<br />
Konventionell, αm 108 kapazitiv CVm<br />
Reliance Polyester 0.9 dtex 40 mm, Vorgarn 400 tex<br />
CV 2D [%]<br />
17<br />
16.5<br />
16<br />
15.5<br />
15<br />
14.5<br />
14<br />
13.5<br />
13<br />
Es wurden jeweils Ring- und COM4 ® -Garne in<br />
3 verschiedenen Garnfeinheiten, das COM4 ® -<br />
Garn nochmals mit je 2 unterschiedlichen<br />
Drehungsbeiwerten ausgesponnen. Durch die<br />
Wahl unterschiedlicher Vorgarnfeinheiten und<br />
damit Vorgarnhaftlast soll der Einfluss der<br />
Verzüge am Ringspinnmaschinenstreckwerk<br />
aufgezeigt werden (Abb. 3).<br />
Verarbeitungseigenschaften in der<br />
Spinnerei<br />
Da die automatische Ballenabtragung mit<br />
dem UNIfloc A 11 eine gleichmässige und<br />
feine Faserabtragung gewährleistet, wurden<br />
für die nachfolgende Prozessstufe lediglich<br />
ein Speicher und nur eine Öffnungsstelle<br />
(B3/3S) eingesetzt.<br />
Die Kardenparameter sind Schlüsselelemente<br />
zur Leistungssteigerung im Spinnprozess bei<br />
gleichzeitig minimaler Faserbeanspruchung<br />
und guter Kardierqualität. Um die Kardierkräfte<br />
möglichst klein zu halten, wurde zunächst<br />
eine für Microfasern typische Tambourgarnitur<br />
von 640 Spitzen pro Quadratzoll und<br />
30 Grad Brustwinkel eingesetzt. Es zeigte<br />
sich, dass sich die Fasern nicht optimal<br />
Garnungleichmässigkeit, kapazitiv und optisch<br />
CVm [%]<br />
7 8 9 10<br />
Garnfeinheit tex [g/1000 m]<br />
COM4 ® , αm 108 kapazitiv CVm<br />
COM4 ® , αm 97 kapazitiv CVm<br />
Konventionell, αm 108 kapazitiv CVm<br />
Reliance Polyester 0.9 dtex 40 mm, Vorgarn 530 tex<br />
17<br />
16<br />
15<br />
14<br />
13<br />
12<br />
11<br />
10<br />
9<br />
CV 2D [%]<br />
COM4 ® , αm 108 kapazitiv CVm<br />
COM4 ® , αm 97 kapazitiv CVm<br />
Konventionell, αm 108 kapazitiv CVm<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
vom Tambour auf den Abnehmer übertragen<br />
liessen, feine Fasern neigen dazu, sich in den<br />
Garniturgassen festzusetzen. Die Erhöhung<br />
der Anzahl Spitzen auf 720 bewirkte sehr gute<br />
Laufeigenschaften.<br />
An der Strecke konnten keine überhöhten<br />
Verzugskräfte gemessen werden. Am Flyer<br />
gilt der Drehungsfortpflanzung besondere<br />
Aufmerksamkeit, die durch Reibungskräfte<br />
Faser–Metall beeinflusst wird.<br />
Garnqualitätsprüfungen<br />
Wie erwartet zeigen die COM4 ® -Garne<br />
bessere Garnungleichmässigkeiten als die<br />
konventioneller Ringgarne bei der kapazitiven<br />
Messung mit 0,3 bis zu 0,8 Prozentpunkten<br />
Garndickstellen<br />
Dickstellen +50 % [pro 1000 m]<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
7 8 9 10<br />
Garnfeinheit tex [g/1000 m]<br />
COM4 ® , αm 108<br />
COM4 ® , αm 97<br />
Konventionell, αm 108<br />
Reliance Polyester 0.9 dtex 40 mm, Vorgarn 400 tex<br />
(Abb. 4 + 5). Bei den Imperfektionen wurden<br />
die Dünnstellen im Garn durch das Kompaktieren<br />
um bis zu 20% reduziert (Abb. 6).<br />
Bei den Dickstellen ergeben sich durch das<br />
ComforSpin-System bis zu 20% bessere<br />
Werte im Vergleich zum Ringgarn. Dieses<br />
reagiert wesentlich sensibler auf die Vorgarneigenschaften<br />
(Abb. 7).<br />
Zwischen den Endspinnsystemen zeigten sich<br />
keine Unterschiede in den Nissen. Dagegen<br />
hat die grössere Vor garnmasse einen höheren<br />
Verzug auf der Ringspinnmaschine zur Folge,<br />
was sich auf die Anzahl der Nissen positiv<br />
auswirkt. Betreffend den Imperfektionen hat<br />
sich somit gezeigt, dass das ComforSpin-<br />
System mit guten Verzugsverhalten und<br />
Fasereinbindung im Spinndreieck interessante<br />
Möglichkeiten für das Endprodukt bietet.<br />
Die grössere Faserdichte im Querschnitt<br />
und die bessere Fasereinbindung beim<br />
ComforSpin-System führte zu einer Festigkeitszunahme<br />
von 1 cN/tex. Das COM4 ® -<br />
Garn zeigt zwischen den Positionen mit<br />
Drehungsbeiwert von αm 108 bzw. αm 97<br />
keine Abnahme der mittleren Festigkeit.<br />
Abb. 6:<br />
Das modern ausgestattete und<br />
klimatisierte Labor in Winterthur<br />
verfügt über Prüfgeräte für Fasern<br />
und Garne.<br />
Abb. 7:<br />
COM4 ® -Garne zeigen ein geringes<br />
Dickstellenniveau<br />
11
Abb. 8: Unter dem Mikroskop ist die typische<br />
Form der Mikrofasern erkennbar.<br />
Abb. 9 + 10:<br />
COM4 ® -Garne zeigen auch bei Microfasern<br />
geringere Haarigkeit. Das verbessert das<br />
Pillingverhalten.<br />
12<br />
Garnhaarigkeit<br />
Haarigkeit H<br />
4<br />
100<br />
3.85<br />
90<br />
3.7<br />
80<br />
3.55<br />
70<br />
3.4<br />
60<br />
3.25<br />
50<br />
3.1<br />
40<br />
2.95<br />
30<br />
2.8<br />
20<br />
2.65<br />
10<br />
2.5<br />
0<br />
7 8 9 10<br />
COM4 ® , αm 108 H<br />
COM4 ® Garnfeinheit tex [g/1000 m]<br />
, αm 97 H<br />
Konventionell, αm 108 H<br />
COM4 ® , αm 108 Zweigle<br />
COM4 ® , αm 97 Zweigle<br />
Konventionell, αm 108 Zweigle<br />
Reliance Polyester 0.9 dtex 40 mm, Vorgarn 400 tex<br />
Somit ist dies eine Möglichkeit zur Produktionssteigerung<br />
ohne Qualitätseinbusse.<br />
Der Vergleich der unterschiedlichen Vorgarne<br />
hat gezeigt, dass bei geringeren Verzügen an<br />
beiden Spinnsystemen eine Festigkeitszunahme<br />
im Garn gemessen werden konnte.<br />
Die geringe Haarigkeit des COM4 ® -Garns<br />
kommt bei Reliance Micro Polyester (Abb. 8)<br />
gegenüber dem konventionellen Ringgarn,<br />
gemessen nach Uster UT4, deutlich zum Tragen.<br />
Mit zunehmender Garnnummer werden<br />
die Unterschiede kleiner (Abb. 9 + 10).<br />
Betrachtet man den S3-Wert nach Zweigle,<br />
stellt man bei beiden Spinnverfahren eine<br />
relativ geringe Anzahl Haare pro Meter Garn<br />
fest. Dennoch ist die Überlegenheit des<br />
Kompaktierens ersichtlich. Im nachfolgenden<br />
Spulprozess wirkt sich eine geringere Haarigkeit<br />
positiv auf die Nissenwerte aus, wegen<br />
der geringeren Anzahl Faseraufschiebungen.<br />
Haarigkeit Zweigle 1 + 2 mm [1/m]<br />
Garnhaarigkeit<br />
Haarigkeit H<br />
4<br />
3.85<br />
3.7<br />
3.55<br />
3.4<br />
3.25<br />
3.1<br />
2.95<br />
2.8<br />
2.65<br />
2.5<br />
Der Garnabrieb bei Ringgarnen ist ein indirektes<br />
Mass für die Garnhaarigkeit. Zwischen<br />
dieser und dem Pillingverhalten besteht<br />
eine gute Korrelation. Hohe Haarigkeitswerte<br />
führen zu einer höheren, unerwünschten<br />
Pillingneigung (Abb. 11).<br />
Mittels des Reutlinger Webtesters wurde die<br />
Beanspruchung der Kettgarne beim Weben<br />
simuliert und die Aufschiebeneigung untersucht.<br />
Die Werte geben Aufschluss über die<br />
Fasereinbindung. Die Messmethode ergab im<br />
Vergleich der Garne mit gleichem Garndrehungsbeiwert,<br />
dass das COM4 ® -Garn eine<br />
wesentlich höhere Anzahl von Scheuertouren<br />
bis zum Fadenbruch aufweist. Das Endspinnsystem<br />
kann auf die Scheuerbeständigkeit<br />
einen grösseren Einfluss als die Garndrehung<br />
haben. Diese Erkenntnis ist bemerkenswert<br />
und zeigt, welches Potenzial auch bei Polyester<br />
-Microfasern im Garnstrukturaufbau bei<br />
konstanter Garndrehung liegen kann.<br />
7 8 9 10<br />
Garnfeinheit tex [g/1000 m]<br />
COM4 ® , αm 108 H<br />
COM4 ® , αm 97 H<br />
Konventionell, αm 108 H<br />
Reliance Polyester 0.9 dtex 40 mm, Vorgarn 530 tex<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
COM4 ® , αm 108 Zweigle<br />
COM4 ® , αm 97 Zweigle<br />
Konventionell, αm 108 Zweigle<br />
Haarigkeit Zweigle 1 + 2 mm [1/m]<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
COM4 ® , αm = 108<br />
COM4 ® , αm = 97<br />
Konventionell, αm = 108<br />
Zusammenfassung<br />
Obwohl aus Erfahrungen heraus Polyester<br />
generell die grösste Herausforderung<br />
hinsichtlich einer kontrollierten Faserführung<br />
in der Kompakttechnologie darstellt, konnten<br />
klare Vorteile beim Einsatz der ComforSpin-<br />
Technologie aufgezeigt werden.<br />
Das ComforSpin System zeigt durch die<br />
bessere Fasereinbindung auch bei den eingesetzten<br />
PES-Microfasern deutliche Vorteile<br />
in den Garndünn- und -dickstellen. Dabei<br />
beeinflusst die richtige Wahl des Vorprozesses<br />
von der Karde bis zum Flyer das Kompaktierergebnis<br />
deutlich.<br />
Abb. 11<br />
Ein Vergleich der Garnstrukturen zeigt<br />
deutliche Unterschiede in der Haarigkeit.<br />
13
Abb. 1:<br />
Ring und Läufer haben hohe<br />
Anforderungen zu erfüllen.<br />
14<br />
Ring-/Läufersysteme –<br />
Qualitätsanforderungen<br />
für Höchstleistungen<br />
Aufgabe von Ring und Läufer in der<br />
Kurzstapelspinnerei<br />
Spinnring und Ringläufer (Abb. 1) haben die<br />
Aufgabe, den Fasern am Spinndreieck die<br />
Drehung zu vermitteln, eine Spinnspannung<br />
zu erzeugen und das gesponnene Garn auf<br />
den Kops aufzuwinden. Der Läufer entwickelt<br />
dazu die nötige Reibung. Hohe Geschwindigkeiten<br />
stellen an die Verschleiss- und<br />
Hitzebeständigkeit der Komponenten höchste<br />
Anforderungen.<br />
Der Läufer gleitet auf dem Ring mit Geschwindigkeiten<br />
von 32 bis über 40 m/s<br />
(115 bis 144 km/h) und wird dabei nur von<br />
Faserteilen, welche zwischen Ring und Läufer<br />
zerrieben werden, geschmiert. Die Zusam-<br />
mensetzung der Faser beeinflusst das Laufverhalten<br />
und die Lebensdauer der beiden<br />
Reibungspartner. Der Ring muss bei diesem<br />
Vorgang das Bauteil sein, das die höhere<br />
Verschleissfestigkeit hat, da die Beschaffung<br />
und der Austausch der Ringe aufwendiger ist.<br />
Reibung ist eine wichtige Funktion<br />
Der Läufer übt auf den Ring einen hohen<br />
Druck aus. Je nach Zustand des Faserfilms<br />
resultiert eine stärkere oder schwächer Reibung<br />
(Reibungskoeffizient). Diese Reibung<br />
wird sowohl von der Faserzusammensetzung<br />
als auch von der Nutzung des vorhandenen<br />
Schmierpotenzials beeinflusst. Daraus folgt,<br />
dass sich bei Garnen mit höherer Haarigkeit<br />
ein besserer Schmierfilm bildet als z.B. bei<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Kompaktgarnen. Insbesondere bei Mischgarnen<br />
und Synthetics ist der Einfluss der<br />
Avivage bestimmend. Grundsätzlich reduzieren<br />
Avivagen die Reibung.<br />
Um die Fasern gut in den Garnkörper<br />
einzubinden, darf die Reibung weder zu<br />
tief noch zu hoch sein. Es kann also nicht<br />
ein Ziel darstellen, die Reibung des Ring-<br />
/Läufersystems zu stark zu reduzieren. Das<br />
Ring-/Läufersystem muss zwingend eine<br />
Bremsfunktion ausüben.<br />
Qualitätsanforderungen an Spinnringe<br />
Der Ring dient als Lauffläche für den Läufer.<br />
Die Masstoleranzen bezüglich Form,<br />
Rundheit, Ebenheit etc. sind sehr eng. Von<br />
grösster Wichtigkeit ist auch die Zentrierung<br />
zur Spindel. Das gilt natürlich auch für den<br />
Ballon-Einengungsring und den Fadenführer.<br />
Für einen Ring von 40 mm Durchmesser<br />
ent stehen bei Spindeldrehzahlen von<br />
20'000 U/min Geschwindigkeitsunter schiede<br />
von 2,09 m/s (7,5 km/h) innerhalb von<br />
0,003 sec (Abb. 2). Dies führt zu hohen<br />
Spannungsspitzen, die Fadenbrüche und<br />
Garnhaarigkeit verursachen können.<br />
Die Flanschform wird dem Garnnummernbereich<br />
angepasst:<br />
• Flansch 1 (3,2 mm) für Garne Ne 16<br />
und feiner,<br />
• Flansch 2 (4,0 mm) für Garne Ne 24<br />
und gröber.<br />
• Orbit Schrägflanschringe werden im<br />
Hochleistungsbereich für Garne Ne 30<br />
bis 80 eingesetzt.<br />
• Normal-Profil und Antiwedge-Profil<br />
(asymmetrisch) unterscheiden sich heute<br />
nicht mehr wesentlich voneinander. Mit<br />
dem immer mehr eingesetzten Flansch 1<br />
N98-Profil erzielt man die besten Resultate.<br />
Die ideale Läuferlauffläche hat eine definierte<br />
Oberflächenstruktur, bei der die maximale<br />
Rautiefe von 0,002 mm (Abb. 3) nicht überschritten<br />
werden darf.<br />
Der vom Läufer auf den Spinnring ausgeübte<br />
Druck hängt von Garnstärke, Läufergewicht,<br />
Ringdurchmesser und Spindeldrehzahl ab.<br />
Bei intaktem Schmierfilm sind die Kontaktflächen<br />
beider Reibpartner geschützt, es treten<br />
aber Phasen ein, in denen der Schmierfilm<br />
abreisst und Metall/Metall-Kontakt entsteht.<br />
In diesen Phasen treten im Kontaktbereich<br />
sehr hohe Temperaturen auf, die zu Aufschweissungen<br />
(Microverschweissungen)<br />
führen. Dies führt zu Ausbrüchen, instabilem<br />
Läuferlauf, Garnqualitätseinbussen und frühzeitigem<br />
Ringverschleiss.<br />
Um die oben erwähnten engen Toleranzen,<br />
insbesondere die Rauheit der Läuferlauffläche,<br />
über einen langen Zeitraum und auch<br />
von Spindel zu Spindel zu gewährleisten,<br />
sind die Ringe speziell vergütet. Die besten<br />
Resultate werden mit Bräcker Titan Ringen<br />
erzielt.<br />
Läufergeschwindigkeit<br />
Läufergeschw. in m/s<br />
1.5<br />
1<br />
0.5<br />
0<br />
-0.5<br />
-1<br />
-1.5<br />
1 Läuferumdrehung, 0,003 sec<br />
Veränderung bei einer Exzentrizität von 0,5 mm<br />
Ring 40 mm, 20'000 RPM<br />
Franz Oberholzer<br />
Leiter Entwicklung Ringe und Läufer,<br />
Bräcker AG, Schweiz<br />
Abb. 2:<br />
Nur wenn Ring und Spindel gut zentriert<br />
sind, werden Spannungsspitzen und<br />
Fadenbrüche vermieden.<br />
15
Abb. 3:<br />
Der Grössenvergleich mit der Baumwollfaser<br />
verdeutlicht die Anforderung an die<br />
Fertigungsgenauigkeit von Hochleistungsringen.<br />
Abb. 4:<br />
Auch die Läufer müssen hohe Qualitätsanforderungen<br />
erfüllen, damit hohe<br />
Spindeldrehzahl, lange Lebensdauer und<br />
gute Garnqualität erreicht werden.<br />
16<br />
Die Oberfläche ist mit einer verschleissfesten<br />
Beschichtung versehen, welche Aufschweissungen<br />
von Läufermaterial und somit Ausbrüche<br />
verhindert, welche unvermeidlich zur<br />
Zerstörung der Läuferlaufflächen führen.<br />
Eine Besonderheit der Entwicklung ist, dass<br />
ein herkömmlicher Ringeinlauf bei Titan<br />
Ringen nicht mehr nötig ist. In der Startphase<br />
muss lediglich ein Schmierfilm aufgebaut<br />
werden.<br />
Qualitätsanforderungen an Ringläufer<br />
Die Toleranz für die Formgenauigkeit der<br />
Ringläufer beträgt 0,05 mm (Abb. 4).<br />
Die Läufergewichte liegen in einer Toleranz<br />
von +/- 3%, dies bedeutet bei einem Läufer<br />
ISO 31.5 (6/0) eine maximal zulässige Abweichung<br />
von 0,000'945 g.<br />
Das Grundmaterial für Ringläufer wird vergütet,<br />
um einerseits die Läufer verformungsfrei<br />
einsetzen zu können (Federeigenschaft) und<br />
andererseits, um die Standzeit zu erhöhen.<br />
Die Kontaktstellen von Läufer und Ring sind<br />
dabei den gleichen thermischen und mechanischen<br />
Kräften ausgesetzt.<br />
Die Oberfläche bzw. das Grundmaterial wird<br />
zusätzlich veredelt, um die Reibung und den<br />
Verschleiss zu reduzieren. Da Läufer bereits<br />
nach kurzer Zeit Laufspuren in der Randzone<br />
aufweisen, haben sich Diffusionsbehandlungen<br />
wie “Saphir” am besten bewährt.<br />
Ringläufer werden in Losgrössen von bis zu<br />
2 Mio. produziert. Trotz Massenherstellung<br />
muss jeder einzelne Läufer in den engsten<br />
Toleranzen gefertigt werden und höchste<br />
Gleichmässigkeit aufweisen.<br />
Lebensdauer von Ringen und Läufern<br />
Läufer haben je nach Fasertyp, Garnnummer<br />
und Leistung Standzeiten von 7 bis 21 Tagen.<br />
Der Läufer legt dabei eine Distanz von 22'000<br />
bis 60'000 km zurück. Ringe haben Laufzeiten<br />
von 2 bis 6 oder noch mehr Jahren. So<br />
werden z.B. bei Ne 30 auf einem Ring in 5<br />
Jahren ca. 50 Mio. Meter bzw. 1000 kg Garn<br />
gesponnen.<br />
Ring und Läufer beeinflussen<br />
die Garnqualität<br />
Ring und Läufer beeinflussen Haarigkeit,<br />
Nissen (Produktionsnissen, Aufschieber) und<br />
Elastizität sowie Fadenbrüche. Nicht beeinflusst<br />
werden Festigkeit, Masse, Dünn- und<br />
Dickstellen.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Mit dem richtigen Läufer die Leistung<br />
steigern<br />
Bei richtiger Läuferwahl wird das maximale<br />
Leistungspotenzial ausgeschöpft. Trotz guter<br />
Anwendungsrichtlinien sind in schwierigen<br />
Fällen Versuche in der Spinnerei unabdingbar.<br />
Nur im Betrieb und vor Ort können die<br />
wichtigen Einflüsse auf das Leistungsverhalten,<br />
wie Rohstoff, Klima, Maschineneinstellung,<br />
in ihrer Gesamtwirkung berücksichtigt<br />
werden.<br />
Für jede Anwendungskonstellation gibt es<br />
immer nur wenige optimale Ring-/ Läuferpaarungen,<br />
hingegen sehr viele falsche<br />
Kombinationen. Anwendungskonstellation<br />
heisst: bestimmte Spinngeometrie, bestimmte<br />
Garnnummer, bestimmte Geschwindigkeit.<br />
Die Läuferwahl ist daher entscheidend für die<br />
optimale Garnqualität und maximale Produktionsleistung.<br />
Einfluss auf die Wirtschaftlichkeit<br />
Bei der Garnherstellung spielen die Kosten<br />
für Ring und Läufer eine untergeordnete<br />
Rolle. Gemessen am Garnpreis sind sie sehr<br />
klein. Ring und Läufer zusammen beeinflussen<br />
den Garnpreis um weniger als 0,15%.<br />
Andererseits können einer Spinnerei bei<br />
falscher Läuferwahl ausserordentlich hohe<br />
Kosten durch Anstieg der Fadenbrüche oder<br />
schlechte Garnqualität entstehen.<br />
Entwicklung<br />
Mit dem Bräcker Titan Ring ist ein Produkt<br />
auf dem Markt, das sich in jeder Hinsicht von<br />
konventionellen Ringen abhebt.<br />
Hochleistungsläufer mit keramischen Beschichtungen<br />
(Zirkon) sowie einer speziellen<br />
Diffusionsbehandlung (Pyrit) sind in der<br />
Markteinführung. Läuferstandzeiten von über<br />
1000 Arbeitsstunden bei hohen Geschwindigkeiten<br />
sind heute möglich.<br />
Zusammenfassung<br />
Ringe und Läufer müssen in sehr engen<br />
Toleranzen bei grösster Uniformität produziert<br />
werden. Voraussetzung für höchste<br />
Qualität und Leistung ist die jeweils richtige<br />
Ring-/Läuferpaarung für die entsprechende<br />
Anwendungskonstellation. Nur die richtige<br />
Kombination dieser Schlüsselkomponenten<br />
in der Spinnerei garantiert Höchstleistungen.<br />
Firmenprofil<br />
Produktion und Entwicklung von:<br />
Ringen, Läufern, Einsetzgeräten,<br />
GRETENER Garnträgern.<br />
Weltweit Beratung durch erfahrene<br />
Spezialisten.<br />
Kontakt<br />
Bräcker AG<br />
Obermattstrasse 65<br />
CH-8330 Pfäffikon-Zürich<br />
Switzerland<br />
Tel. +41 44 953 14 14<br />
Fax +41 44 953 14 90<br />
E-Mail sales@bracker.ch<br />
Web www.bracker.ch<br />
17
Abb. 1:<br />
Einfache Bedienung durch die neue<br />
grafische Oberfläche<br />
Abb. 2:<br />
Die grafische Darstellung erleichtert die<br />
Dateneingabe und Überwachung.<br />
18<br />
Ringspinnmaschinen –<br />
Kundenorientierte Weiterentwicklung<br />
Die <strong>Rieter</strong> Ringspinnmaschine G 33<br />
und die ComforSpinnmaschine K 44<br />
sind Marktführer. Unter gleicher Modellbezeichnung<br />
wurden die Maschinen<br />
schrittweise weiterentwickelt. So konnten<br />
wesentliche Kundenvorteile in die<br />
Maschine integriert werden.<br />
<strong>Rieter</strong> zeigt an diesem Beispiel, dass die<br />
technische Betreuung und Optimierung eines<br />
Produktes nicht mit der Markteinführung<br />
abgeschlossen ist. Die Produkte unterliegen<br />
laufend einem intensiven Innovationsprozess.<br />
Im Folgenden werden Neuerungen und somit<br />
gesteigerter Kundennutzen an den Ringspinnmaschinen<br />
G 33 und K 44 aufgezeigt<br />
Zentrale, einfache Bedienung<br />
Von aussen sichtbare Neuerung ist die<br />
Bedienoberfläche mit grafikfähiger Anzeige<br />
(Abb. 1). Basis bildet hier die standardisierte<br />
<strong>Rieter</strong> Steuerung, welche künftig auf allen<br />
Maschinen eingesetzt wird. Die Steuerung<br />
wurde mit Anwendern entwickelt und führt<br />
den Bediener in logischer Reihenfolge durch<br />
die Eingabemenüs. Grafische Darstellungen<br />
unterstützen das Handling. So wird z.B. die<br />
Bestimmung der Drehzahlkurve und ein<br />
Nachvollziehen der Eingabewerte deutlich<br />
vereinfacht (Abb. 2).<br />
Zusätzlich werden neu auch Fehlermeldungen<br />
in Grafik- und Textform angezeigt, was<br />
deren Lokalisierung und Behebung deutlich<br />
beschleunigt.<br />
MEMOset –<br />
speichert und überträgt Einstellungen<br />
MEMOset ist eine neue Softwarefunktion, mit<br />
deren Hilfe 18 verschiedene Spinnparametereinstellungen<br />
abgespeichert und zu jedem<br />
Zeitpunkt abgerufen und bearbeitet werden<br />
können. Eine Datenübertragung auf andere<br />
Maschinen ist möglich. Für Spinnereien mit<br />
häufigen Partiewechseln ist dies ein Beitrag<br />
zur Steigerung der Wirtschaftlichkeit und<br />
Qualitätskonstanz.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Kopswechsel –<br />
schnell, sicher, effizient<br />
Der Kopswechsel ohne Unterwindefaden<br />
mittels SERVOgrip war bei der Einführung der<br />
G 33 eine Neuheit und ist bis heute einzigartig<br />
(Abb. 3).<br />
Die SERVOgrip-Klemmkrone, von <strong>Rieter</strong><br />
patentiert, ist die überzeugende Lösung für<br />
einen sauberen, faserflugarmen Doffvorgang.<br />
Der Wegfall der Unterwindung auf das<br />
Spindelunterteil führt neben einer gewissen<br />
Garneinsparung im Wesentlichen zu einer<br />
spürbaren Faserflugreduktion.<br />
Selbst Doffen und Reissen grober bzw. hochfester<br />
Garne, aber auch sehr weich gedrehter<br />
Garne ist unproblematisch. Eine neue, von<br />
<strong>Rieter</strong> patentierte Funktion zur Drehungsanpassung<br />
reduziert bzw. erhöht die Garndrehung<br />
während des Abspinnens so weit, dass<br />
das Garn beim Kopsabzug zuverlässig und<br />
definiert gerissen wird (Abb. 4).<br />
Das manuelle Trennen der Fäden (mittels<br />
Schere), speziell bei hochfesten Garnen,<br />
wird hinfällig. Der <strong>Rieter</strong> ROBOdoff überzeugt<br />
als selbstüberwachender Doffer durch hohe<br />
Betriebssicherheit und kürzeste Doffzeiten<br />
(1 min 40 sec).<br />
Erleichterter Partiewechsel<br />
Die G 33 war als erste Ringsspinnmaschine<br />
mit dem flexiblen Antriebskonzept<br />
FLEXIdraft – separate Antriebe für Streckwerk<br />
und Spindeln – ausgerüstet. Andere<br />
Hersteller haben dieses Antriebskonzept bis<br />
heute nur in Ansätzen auf ihren Maschinen<br />
integriert.<br />
Getrennte Antriebe für Streckwerk und Spindeln<br />
ermöglichen einen Nummernwechsel<br />
auf Knopfdruck. Auf Basis von FLEXIdraft und<br />
elektronischen bzw. elektrotechnischen Weiterentwicklungen<br />
wurde die Option FLEXIstart<br />
entwickelt.<br />
Mit der von <strong>Rieter</strong> patentierten Funktion kann<br />
jeder der 4 Streckwerksantriebe (Kopf, Fuss,<br />
rechte und linke Maschinenseite) individuell<br />
gestartet bzw. gestoppt werden (Abb. 5). Die<br />
Vorteile für den Kunden sind: viertelweises,<br />
Material einsparendes An- und Abspinnen,<br />
optimierter Personaleinsatz und ideale Voraussetzungen<br />
für Musterausspinnungen.<br />
Abb. 4<br />
Hinterwindung mit<br />
reduzierter/erhöhter<br />
Drehung<br />
Klemmendes<br />
Garnende mit<br />
angepasster<br />
Drehung in der<br />
SERVOgrip-<br />
Klemmkrone<br />
Definiertes<br />
Abreissen<br />
Anja Knick<br />
Produktmanagement Ringspinnen<br />
Abb. 3:<br />
Unterwindefreies Doffen mit SERVOgrip<br />
reduziert Faserflug und Fadenbrüche.<br />
Abb. 4:<br />
Die Anpassung der Drehung beim<br />
Abspinnen ermöglicht definiertes<br />
Abreissen.<br />
19
Abb. 5:<br />
FLEXIstart für viertelweises Spinnen<br />
20<br />
Qualitäts- und Produktivitätssteigerung<br />
mit Einzelspindelsensor ISM<br />
Der von <strong>Rieter</strong> entwickelte Einzelspindelsensor<br />
ISM leistet einen wichtigen Beitrag sowohl<br />
zur Qualitäts- als auch zur Produktionssteigerung.<br />
Jede einzelne Spinnstelle wird<br />
hinsichtlich Fadenbrüchen und Schleicherspindeln<br />
permanent überwacht. Durch eine<br />
gezielte Bedienerführung mittels Lichtleitsystem<br />
können Arbeitswege optimiert, Fehler<br />
rasch lokalisiert und behoben werden. Die<br />
Kombination ISM mit Datenerfassungssystem<br />
SPIDERweb ermöglicht eine umfassende<br />
Datenanalyse. Langzeitaufnahmen der Fadenbruchraten<br />
erlauben z.B. eine Anpassung der<br />
Spindeldrehzahl. Nutzeffekte der Spinnstellen<br />
bzw. der gesamten Ringspinnmaschine<br />
können jederzeit abgerufen werden.<br />
Reduzierter Energieverbrauch<br />
Energieverbrauch wird immer wichtiger.<br />
Einzigartig bei <strong>Rieter</strong> Ringspinnmaschinen<br />
ist INTERcool, ein geschlossener Kühlkreislauf,<br />
durch den die Abwärme aller Motoren<br />
und Frequenzumrichter über einen internen<br />
Wärmetauscher direkt in die Abluftkanäle der<br />
Klimaanlage geführt wird. Die Erwärmung<br />
des Spinnsaals durch Maschinenwärme wird<br />
verringert, was zu einer reduzierten Luft-<br />
umwälzung und damit zu einer Entlastung<br />
der Klimaanlage führt. Einen messbaren<br />
Beitrag zur Energieeinsparung leistet auch<br />
der 4-Spindel-Bandantrieb in Verbindung mit<br />
einem kleinen Wirteldurchmesser (Abb. 6).<br />
Die wesentlich höhere Umschlingung des<br />
Wirtels und dessen kleiner Durchmesser führen<br />
beim 4-Spindel-Bandantrieb zu wesentlich<br />
konstanteren Antriebsverhältnissen im<br />
Vergleich zu Tangentialriemenantrieben. Der<br />
tiefere Energieverbrauch ist rechenbar.<br />
Ein positiver Nebeneffekt des 4-Spindel-<br />
Bandantriebes ist der einfache und schnelle<br />
Riemenwechsel.<br />
Mit ECOdrive wurde eine weitere Funktion<br />
entwickelt, die eine energetisch ideale<br />
Arbeitsweise der Spindel- und Ringrahmenantriebe<br />
realisiert. Die Antriebe arbeiten<br />
dadurch im Hauptanwendungsbereich mit<br />
optimalem Wirkungsgrad.<br />
Optimierte Absaugung<br />
Die steigenden Stromkosten waren auch<br />
Veranlassung, das Absaugsystem hinsichtlich<br />
Energieverbrauch zu überarbeiten. Trotz nach<br />
wie vor höherem Unterdruck, im Vergleich zu<br />
anderen Systemen, konnte der Energieverbrauch<br />
um weitere 2.9 kW gesenkt werden.<br />
Dies ergibt, bei einer Ringspinnanlage mit<br />
10 Maschinen und gerechneten Stromkosten<br />
von CHF 0,086/kW, jährliche Energieeinsparungen<br />
von ca. CHF 21'000.–<br />
Unterbruch ohne Fadenbruch<br />
Stromunterbrüche bedeuten im Normalfall<br />
Fadenbrüche, Produktionsausfall, Qualitätseinbussen<br />
und Personalinterventionen.<br />
Anders bei den <strong>Rieter</strong> Ringspinnmaschinen.<br />
Ein Kontrollsystem überwacht die Stromzufuhr.<br />
Bei Netzausfall schaltet der Spindelantriebsmotor<br />
auf Generatorfunktion und<br />
speist die übrigen Antriebe während des<br />
Herunterfahrens der Maschine (<strong>Rieter</strong> Patent).<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Die dynamische Energie ist ausreichend<br />
für Stromunterbrüche von ca. 2 Sekunden.<br />
Schaltet der Netzstrom während dieser Zeit<br />
wieder ein, fährt die Maschine ohne Stopp<br />
wieder auf Betriebsdrehzahl. Bei Ausfällen<br />
länger als 2 Sekunden erfolgt ein geregeltes<br />
Herunterfahren der Maschine analog einem<br />
prozessbedingten Maschinenstopp. Dadurch<br />
werden Fadenbrüche beim Wiederanfahren<br />
verhindert.<br />
Messbarer Erfolg<br />
Bereits im Mai 2004 verliess die 2000ste<br />
G 33 das Werk <strong>Rieter</strong> – Empfänger<br />
Phiphatanakit, Thailand. Phiphatanakit Textile<br />
Co. (PTC) ist ein langjähriger <strong>Rieter</strong> Kunde<br />
mit Putzerei, Karden, Kämmmaschinen und<br />
Ringspinnmaschinen. In der eigenen Weberei<br />
werden qualitativ hochwertige Produkte<br />
hergestellt, welche zu 80% in Länder wie<br />
Deutschland Grossbritannien, Italien, Frankreich<br />
und die USA exportiert werden.<br />
Innerhalb eines Grossauftrages für eine<br />
Gesamtanlage wurden letztes Jahr 20 weitere<br />
Ringspinnmaschinen G 33 und 4 Comfor-<br />
Spinnmaschinen K 44 geliefert. Die Anlage<br />
wurde Ende 2004 in Betrieb genommen und<br />
Anfang <strong>2005</strong> offiziell eingeweiht.<br />
Entscheidend für den Kauf einer kompletten<br />
Neuanlage waren für Phiphatanakit neben den<br />
vorgängig genannten Funktionen auch ihre<br />
positiven Erfahrungen mit <strong>Rieter</strong> hinsichtlich<br />
Service und Technologieunterstützung.<br />
Abb. 6:<br />
Konstante Antriebsverhältnisse<br />
und geringerer Energieverbrauch<br />
21
Abb. 1:<br />
AEROpiecing Ansetzer sind nicht mehr<br />
erkennbar. Nur unter ultraviolettem Licht<br />
sieht man die Fasern zur Markierung der<br />
Ansetzer in diesem Beispiel.<br />
Abb. 2:<br />
Zuverlässige VARIOclean-Rotorreinigung<br />
– beste Voraussetzung für hohe<br />
Ansetzerqualität<br />
22<br />
R 40 mit AEROpiecing –<br />
Durchbruch in der Ansetzerqualität<br />
Weiterverarbeitung auf hochproduktiven<br />
Web- und Strickmaschinen stellt besondere<br />
Anforderungen an die Garne. Insbesondere<br />
in jüngster Vergangenheit gerieten<br />
aber die positiven Eigenschaften von<br />
Rotorgarnen, wie Gleichmässigkeit und<br />
geringer Abrieb, in Vergessenheit.<br />
Der härtere Griff wurde überbewertet,<br />
obwohl der in der Ausrüstung weitgehend<br />
beeinflusst werden kann.<br />
Jetzt gehört auch eine Schwachstelle<br />
des Rotorgarnes der Vergangenheit an:<br />
Sichtbare Ansetzer mit möglicherweise<br />
geringerer Festigkeit. <strong>Rieter</strong> hat mit seiner<br />
neuen Ansetztechnik AEROpiecing Optik und<br />
Festigkeit von Ansetzern revolutioniert. Die<br />
exakte Steuerung aller Parameter durch den<br />
Roboter der R 40 ermöglicht Ansetzer, die<br />
wegen geringster Massenzunahme praktisch<br />
unsichtbar sind. Die Wiederholgenauigkeit<br />
wurde gleichzeitig so weit gesteigert, dass<br />
die Festigkeit der Ansetzer im Streubereich<br />
des normalen Garnes liegen.<br />
Rotorgarn –<br />
Produktivität auf der ganzen Linie<br />
Automatische Rotorspinnmaschinen,<br />
ausgestattet mit integrierten Garnreinigern,<br />
können in einem Arbeitsgang aus Karden-<br />
oder Streckenband fertige Kreuzspulen<br />
herstellen. Rotorgarn hat dabei eine sehr gute<br />
optische Gleichmässigkeit. Garnspulen von<br />
Rotorspinnmaschinen enthalten typischerweise<br />
weniger als 1/15 der Ansetzstellen<br />
im Vergleich zu Garnspulen aus Ringgarn.<br />
Kreuzspulen von Ringgarn bestehen aus<br />
einzelnen Kopsen; je Kops kommt ein Splicer<br />
auf die Spule. Ringgarn hat prinzipiell mehr<br />
Dickstellen als Rotorgarn, deshalb kommen<br />
vergleichsweise noch mehr Reinigerschnitte<br />
dazu.<br />
Bei Rotorgarnen ist es sogar möglich – mit<br />
geringer Fadenbruchlage – Spulen herzustellen,<br />
die überhaupt keine Ansetzstellen<br />
enthalten.<br />
Ansetzen, die besondere Kunst beim<br />
Rotorspinnen<br />
Der Rotorspinnprozess braucht das Ansetzen.<br />
Zum Starten des Spinnens muss das Garnende<br />
in der Rotorrille mit neu eingespeisten<br />
Fasern verbunden werden. Zu Beginn ging<br />
es darum, einen solchen Ansetzer überhaupt<br />
herstellen zu können. Die deutlich sichtbaren<br />
und störenden Verbindungen mussten dann<br />
im Gewebe manuell ausgereinigt werden.<br />
Manuelle Ansetzer gelingen zuverlässig nur<br />
bis zu Rotorgeschwindigkeiten von maximal<br />
100'000 U/min. Mit Hilfe von semi-automatischen<br />
Ansetzhilfen und integrierten Garnreinigern<br />
wurden Qualitätsverbesserungen<br />
erreicht.<br />
Höhere Produktivität erfordert<br />
automatische Rotorspinnmaschinen<br />
Moderne Spinnboxen haben ein weit höheres<br />
Produktivitätspotenzial. Die notwendige<br />
Präzision für brauchbare Ansetzer ist nur mit<br />
automatischen Ansetzsystemen erreichbar.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Beim Start auf der leeren Hülse wird bei der<br />
automatischen Rotorspinnmaschine R 40 von<br />
<strong>Rieter</strong> der erste Ansetzer mit dem Hilfsfaden<br />
entfernt und gelangt nicht auf die Spule. Die<br />
Qualität dieses Ansetzers ist daher unproblematisch.<br />
Für Ansetzer mitten in der Spule, bedingt<br />
durch einen Reinigerschnitt oder Fadenbruch,<br />
wird aber höchste Qualität gefordert: Der<br />
Ansetzer muss ein Optimum darstellen zwischen<br />
einem optisch möglichst unauffälligen<br />
Ansetzer, einer ausreichend hohen Ansetzerfestigkeit<br />
für die sichere Weiterverarbeitung<br />
und einer möglichst hohen Erfolgsrate im<br />
Anspinnprozess.<br />
Höchste Ansetzerqualität<br />
mit fortgeschrittener Technologie<br />
Höchste Qualität beim Ansetzen verlangt, wie<br />
beim Spinnprozess, höchste Präzision und<br />
exakt gleiche Bedingungen. Vor dem Ansetzprozess<br />
wird der Rotor deshalb zuerst gereinigt.<br />
Auf der R 40 geschieht das mit dem<br />
System VARIOclean durch einen rotierenden<br />
Blaskopf, der über mehrere Sekunden die<br />
Rotorrille reinigt (Abb. 2). Optional kann er<br />
durch zwei Schaber ergänzt werden. Danach<br />
wird das Bandende sorgfältig vorbereitet, so<br />
dass der Anspinnvorgang mit unbeschädigten<br />
Fasern gestartet werden kann.<br />
Durchbruch durch Wiederholgenauigkeit<br />
Der gereinigte Rotor wird dann auf eine<br />
einstellbare, definierte Drehzahl beschleunigt,<br />
die bei jeder Wiederholung exakt gleich ist.<br />
Auf dem Drehzahlplateau wird vom R 40-Roboter<br />
der Ansetzvorgang auf 1/1000 Sekunde<br />
genau gesteuert. Bei Konkurrenzsystemen,<br />
die während des Hochlaufs des Rotors anzusetzen<br />
versuchen, streut die Ansetzerlänge<br />
und Massenzunahme um ein Vielfaches. Bei<br />
der R 40 wird das Fadenende in die Spinnbox<br />
gefördert und dann über kürzeste Distanz zur<br />
Rotorrille gebracht. Fasereinspeisung und<br />
Fadenabzug erfolgen schnell und exakt, es<br />
wird ein nahezu unsichtbarer Ansetzer gebildet.<br />
Bei allen Robotermodulen sind Einflüsse<br />
durch mechanische Toleranzen minimiert.<br />
Dies ist ein weiterer Baustein, der die extrem<br />
hohe Wiederholgenauigkeit garantiert.<br />
Ansetzer mit AEROpiecing<br />
sind wie das Garn<br />
Das Ergebnis mit den garngleichen AEROpiecing-Ansetzern<br />
ist bahnbrechend: Die<br />
Massezunahme im Ansetzer der R 40 kann<br />
extrem gering gewählt werden. Solche Ansetzer<br />
sind selbst in empfindlichen Single-Jersey-Gestricken<br />
visuell praktisch nicht mehr<br />
erkennbar. Laboruntersuchungen zeigen, dass<br />
mit AEROpiecing hergestellte Ansetzer eine<br />
minimale Streuung bei Durchmesser und<br />
Massenzunahme aufweisen. Das wichtigste<br />
ist aber, dass die Streuung der Ansetzerfestigkeit<br />
im gleichen Bereich liegt, wie die des<br />
normal gesponnenen Garnes (Abb. 3). Der<br />
Quantensprung in der Ansetzerqualität mit<br />
der Rotorspinnmaschine R 40 bedeutet, dass<br />
AEROpiecing-Ansetzer unproblematischer zu<br />
verarbeiten sind als andere Garne: Die Ansetzer<br />
sind praktisch unsichtbar und ihre Qualität<br />
ist nahezu garngleich. Die Weiterverarbeiter<br />
werden diese Vorteile bald erkennen.<br />
Neues AEROpiecing-System für garngleiche Ansetzerqualität<br />
Dehnung [%]<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Garn<br />
Ne 20; 100% CO<br />
< 60 %<br />
10 20 30 40 50 60 70 80 90<br />
Festigkeit [%]<br />
Garn Ansetzer<br />
100 110 120 130<br />
Dr. Stephan Weidner-Bohnenberger<br />
Produktmanagement Rotor Ingolstadt<br />
Abb. 3:<br />
Garngleiche Qualitätseigenschaften<br />
der Ansetzer<br />
23
Abb. 1:<br />
Obere Streckwerksabsaugung am UNIlap<br />
Abb. 2:<br />
Vergleich der alten und der neuen unteren<br />
Absaugung am UNIlap. In Kombination<br />
mit der neuen oberen Absaugung werden<br />
deutliche Verbesserungen erzielt.<br />
24<br />
Nachrüstlösungen –<br />
Wirtschaftlich und kundenorientiert<br />
Für Kundenwünsche und -anforderungen<br />
bei bereits installierten Maschinen<br />
entwickelt <strong>Rieter</strong> pragmatisch kundenfreundliche<br />
Lösungen. Das sichert<br />
die getätigte Investition und erhöht die<br />
Wirtschaftlichkeit. Beispiele dafür sind<br />
in diesem Artikel vorgestellt. Sie wurden<br />
entwickelt mit dem Fokus auf Produktivität,<br />
Qualität und Sicherheit.<br />
Die neue Streckwerkreinigung auf dem<br />
UNIlap E 32<br />
Die Kämmereivorbereitung ist eine eminent<br />
wichtige Stufe im Kämmereiprozess. An der<br />
Herstellung von einwandfreien Wickeln auf<br />
dem UNIlap sind Einlauf und Wickelkopf<br />
massgeblich beteiligt. Ebenso wichtig für die<br />
Wickelwatten-Qualität ist das Streckwerk.<br />
Einfacher Umbau – Grosse Wirkung<br />
Obere und untere Absaugung des Streckwerks<br />
wurden neu konzipiert. Gummioberwalzen mit<br />
Reinigungsnut und Abstreifern ersetzen das<br />
Putztuch (Abb. 1). Eine Überarbeitung erfuhr<br />
ebenfalls die untere Absaugung (Abb. 2).<br />
Vorteile und Nutzen liegen auf der Hand<br />
• Die Gummioberwalzen mit Reinigungsnut<br />
haben sich auf anderen Maschinen wie<br />
Strecken und Kämmmaschinen bestens<br />
bewährt.<br />
• Die Kombination Reinigungsnut und<br />
Abstreifer garantiert eine einwandfreie<br />
Sauberhaltung der Druckzylinder.<br />
• Die optimale Luftführung gewährleistet<br />
eine effiziente Absaugung des gesamten<br />
Streckwerkbereichs.<br />
• Verschmutzungen der Wickelvorlage<br />
durch herabfallende Schmutzansammlungen<br />
sind dabei praktisch ausgeschlossen.<br />
Mit dem Umbau auf die neue Streckwerkabsaugung<br />
wird ein wesentlich besseres<br />
Laufverhalten, weniger Wartungsaufwand und<br />
ein höherer Maschinennutzeffekt erzielt.<br />
Neuer Speisewalzenantrieb für Karden<br />
C 4 bis C 10<br />
Jahr für Jahr werden Maschinen durch technische<br />
Neuerungen verbessert. Es entstehen<br />
immer leistungsfähigere Maschinentypen,<br />
welche im stetig härter werdenden Konkurrenzkampf<br />
einen wichtigen Beitrag leisten,<br />
um am Markt bestehen zu können.<br />
Zu diesen Neuerungen gehört der neue Speisewalzenantrieb<br />
für die Karde (Abb. 3).<br />
Nutzung des technischen Fortschritts<br />
und Erhöhung der Betriebssicherheit<br />
Der bestehende Speisewalzenantrieb (Motor,<br />
Getriebe und Tachometer) wird durch einen<br />
neuen, wartungsfreundlicheren und wesentlich<br />
präziseren Antrieb, basierend auf einem<br />
frequenzgesteuerten Getriebemotor, ersetzt.<br />
Die Speisewalze leistet einen wesentlichen<br />
Beitrag zur Kardenbandqualität. Deshalb ist<br />
eine präzise Steuerung dieser Einheit unbedingt<br />
erforderlich.<br />
<strong>Rieter</strong> Link 2/05
<strong>Rieter</strong> Link 2/05<br />
Diese Funktion übernimmt ein Frequenzumrichter.<br />
Die stufenlose und direkte Signalumsetzung<br />
ermöglicht eine unmittelbare Anpassung<br />
der Speisewalzengeschwindigkeit.<br />
Konstantere Kardenbandqualität –<br />
auch die Folgeprozesse profitieren davon<br />
Die Zeit vom Erfassen der Abweichung bis<br />
zum Umsetzen des Signals an der Speisewalze<br />
ist für eine einwandfreie Kardenbandqualität<br />
von grösster Bedeutung. Der neue<br />
Speisewalzenantrieb erfüllt diese Anforderungen<br />
in hohem Masse.<br />
Der neue Speisewalzenantrieb bewirkt nicht<br />
nur eine konstantere Kardenbandqualität,<br />
sondern gewährleistet auch einen spürbar<br />
höheren Maschinennutzeffekt an den Folgemaschinen.<br />
Der äusserst wirkungsvolle Umbau auf den<br />
neuen Speisewalzenantrieb ist in kurzer Zeit<br />
durch qualifizierte Betriebsmechaniker und<br />
Betriebselektriker realisierbar.<br />
Neue Lösungen<br />
für die Rotorspinnmaschine R 1<br />
Zwei neue Umbauten für die <strong>Rieter</strong> Rotorspinnmaschine<br />
R 1 erhöhen Wartungsfreundlichkeit<br />
und Betriebssicherheit: Das lasergestützte<br />
Roboter-Positioniersystem LGPS und<br />
die neue Andockeinheit AIRtransfer für die<br />
Rotorreinigung.<br />
Beide Modernisierungen sind so konstruiert<br />
worden, dass sie vom Kunden selbst durch<br />
eigenes Fachpersonal durchgeführt werden<br />
können.<br />
Berührungsloses Zentrieren<br />
des Roboters mit LGPS<br />
<strong>Rieter</strong> Laser Guided Positioning System<br />
(LGPS) ermöglicht das berührungslose<br />
Zentrieren des Roboters mit Hilfe modernster<br />
Lasertechnologie.<br />
Üblicherweise zentriert sich der Roboter der<br />
R 1 an der Spinnstelle durch eine mechanische<br />
Raste an den Fahrschienen.<br />
Hans Speich<br />
<strong>Rieter</strong> Parts Winterthur<br />
Jörg Feigl<br />
<strong>Rieter</strong> Parts Ingolstadt<br />
Abb. 3:<br />
Der Umbau zum neuen Speisewalzenantrieb<br />
erhöht die Betriebssicherheit und<br />
die Konstanz der Bandqualität.<br />
25
Abb. 4:<br />
Das berührungslose Zentrieren des Roboters<br />
mittels Laser sichert nachhaltig die exakte<br />
Positionierung.<br />
26<br />
Allerdings verschleissen die Aussparungen<br />
im Laufe der Zeit. Ein exaktes Positionieren<br />
des Wanderautomaten zur Spinnstelle wird<br />
infolge der entstehenden Abrundungen an<br />
den Kanten der Führungsnut erschwert.<br />
Der Umbau auf <strong>Rieter</strong> LGPS ersetzt die mechanische<br />
Zentrierung durch berührungslose<br />
Lasertechnologie.<br />
Genaue Zentrierung an der Spinnbox<br />
Zur Positionierung beim Anspinnvorgang<br />
orientiert sich der Roboter nun mittels eines<br />
Laserstrahls (Abb. 4) an einem Reflektor,<br />
welcher an der Spinnbox angebracht ist.<br />
Der im Roboter montierte Diodenlaser garantiert<br />
höchste Sicherheit und Zuverlässigkeit.<br />
Ein frequenzgesteuerter Servomotor sorgt<br />
für präzise Zentrierung vor der Spinnstelle.<br />
Damit wird der Anspinnvorgang sicherer. Die<br />
bessere Erfolgsrate sorgt für höheren Maschinen-Nutzeffekt.<br />
Diese Lösung verhindert<br />
Verschleiss an den Führungsschienen des<br />
Roboters. Es entfällt auch die hoch belastete<br />
Kupplung für den Fahrmotor. Verschmutzungen<br />
im Garn durch Metallstaub werden<br />
eliminiert.<br />
Unproblematischer Umbau<br />
Die Modernisierung <strong>Rieter</strong> LGPS beinhaltet<br />
• Den Austausch des zweistufigen Fahrmotors<br />
durch einen frequenzgesteuerten<br />
Servomotor<br />
• Den Einbau des Lasersensors sowie eine<br />
zusätzliche Steuerung<br />
• Das Anbringen der Reflektoren an den<br />
Spinnstellen mittels Bohrlehren<br />
• Den Austausch des Trafo für den Roboter<br />
Bezüglich der zusätzlichen MULTIcontrol-<br />
Steuerung ist zu bemerken, dass damit auch<br />
der im Folgenden beschriebene Umbau mit<br />
<strong>Rieter</strong> AIRtransfer gesteuert werden kann. Es<br />
ist also nur eine Steuerung für beide Umbau-<br />
Lösungen notwendig.<br />
Verbesserte Rotorreinigung durch<br />
AIRtransfer<br />
Die Rotorspinnmaschine R 1 ist mit einer<br />
pneumatischen Rotorreinigung ausgestattet.<br />
Die Druckluft wird über die Pneumatikeinheit<br />
im Endgestell zur Verfügung gestellt. Die<br />
Auslösung der Rotorreinigung erfolgt über<br />
einzelne Ventile in den Spinnboxen. Mit<br />
dem Umbau auf AIRtransfer erfolgt jetzt die<br />
Druckluftversorgung für die Rotorreinigung<br />
direkt über den Roboter. Angepasste Reinigungsstufen<br />
ermöglichen eine verbesserte<br />
Reinigungswirkung.<br />
Der Roboter zentriert sich zum Ansetzen vor<br />
der Spinnstelle. Dann fährt er die Drucklufteinheit<br />
aus und koppelt sich an einem Anschluss<br />
an, der bei der Spinnstelle liegt. Die<br />
MULTIcontrol-Steuerung, die in den Roboter<br />
eingebaut wurde, regelt und vollzieht nun die<br />
Rotorreinigung an der Spinnstelle.
Weniger Druckluftverlust mit AIRtransfer<br />
Einer der grössten Vorteile von <strong>Rieter</strong><br />
AIRtransfer ist die Eliminierung von Druckluftverlusten,<br />
die durch defekte Ventile oder<br />
poröse/defekte Luftleitungen entstehen. Alle<br />
Luftleitungen für die Rotorreinigung, die<br />
ausgehend von der Pneumatikeinheit im Endgestell<br />
durch die Maschine führen, entfallen<br />
mit AIRtransfer.<br />
Die Druckluftversorgung für die Rotorreinigung<br />
erfolgt direkt durch den Roboter.<br />
Ein weiterer Vorteil ist der konstante Druck<br />
über alle Spinnstellen. Bei den langen<br />
Schlauchleitungen der bisherigen Lösung<br />
wurden die Spinnstellen mit zunehmendem<br />
Abstand zum Endgestell stets schlechter mit<br />
Druckluft versorgt.<br />
Neue Reinigungsprogramme –<br />
Druckluft sparen mit AIRtransfer<br />
<strong>Rieter</strong> AIRtransfer bietet jetzt auch verschiedene<br />
Programme zur effektiven Rotorreinigung<br />
mit Druckluft:<br />
• Standard-Reinigung<br />
• AIRpulse: Der Rotor wird getaktet ausgeblasen.<br />
• AIRsave: Die Druckluft schaltet sich nur<br />
zu, wenn der Rotor langsam dreht.<br />
• PREclean: Rotorreinigung bei leicht geöffnetem<br />
Verdeck (sinnvolle Anwendung bei<br />
Einsatz von Sicheldeckeln)<br />
Einfache Installation von AIRtransfer<br />
Der Umbau ist in wenigen Schritten möglich:<br />
Als Erstes wird die vorhandene Rotorreinigung<br />
stillgelegt. Eine Demontage der vorhandenen<br />
Rotorreinigungsventile in der Spinnbox<br />
ist nicht notwendig.<br />
Im nächsten Schritt werden die Halterungen<br />
und Andockstücke (Abb. 5) an den Sektionen<br />
fixiert.<br />
Im Roboter sind dann noch die Einheit für<br />
die Druckluftübergabe, Druckluftschläuche,<br />
Pneumatikventile und die Steuerung zu<br />
installieren.<br />
Die Beispiele zeigen eindrücklich, wie kleine<br />
Nachrüstungen grossen Nutzen auf bestehenden<br />
Maschinen ermöglichen.<br />
Abb. 5:<br />
Andockstücke für AIRtransfer lassen sich<br />
einfach montieren. AIRtransfer verhindert<br />
Druckluftverluste und sorgt für konstante<br />
Druckluftverhältnisse an der R 1.<br />
27
28<br />
<strong>Rieter</strong> Textile System erneut<br />
Teilnehmer am 10th. International<br />
Izmir Textil und Apparel Symposium<br />
Vom 27.–30. Oktober 2004 fand das<br />
“10. International Izmir Textil and Apparel<br />
Symposium” in Cesme statt. Cesme liegt an<br />
der Ägäis (Mittelmeer) und befindet sich in<br />
der Provinz Izmir. Dieses Symposium wird<br />
von der EGE-Universität, Izmir, organisiert<br />
und findet im 3-Jahres-Rhythmus statt. Die<br />
EGE-Universität ist das grösste Textil-<br />
Ausbildungsinstitut in der Türkei.<br />
Auch in diesem Jahr wurde die Veranstaltung<br />
sehr gut besucht. Das heisst, es waren weit<br />
über 1000 Teilnehmer anwesend. Anlässlich<br />
der Eröffnungs-Zeremonie vom Mittwochabend<br />
wurden neben diversen Eröffnungsreden<br />
auch durch verschiedene Maschinenhersteller<br />
symbolische Maschinenschenkungen präsentiert.<br />
Einen festlichen Rahmen für diese<br />
Übergaben bildeten die zahlreichen Gäste.<br />
Fritz Morger (Regionenleiter) durfte im<br />
Namen von <strong>Rieter</strong> der EGE-Universität eine<br />
Rotorspinnmaschine R 40 schenken. Diese<br />
Maschine fand Platz im Praktikumsraum und<br />
wurde Ende 2004 geliefert. Die offizielle<br />
Übergabe fand am 30. März <strong>2005</strong> mit einer<br />
kleinen festlichen Umrahmung statt.<br />
Ebenfalls wurden am Symposium durch<br />
<strong>Rieter</strong> Textile Systems zwei Fachvorträge<br />
gehalten. Herr Radoslav Jirges von <strong>Rieter</strong> Usti<br />
stellte die neue halbautomatische Rotorspinnmaschine<br />
BT 923 vor. Herr Urs Flach<br />
referierte über die neue Hochleistungskarde<br />
C 60. Generell wurden die Vorträge sehr gut<br />
besucht. Im Anschluss fanden interessante<br />
Fachgespräche zwischen Kunden und Vortragenden<br />
statt.<br />
<strong>Rieter</strong> an Messen <strong>2005</strong><br />
<strong>Rieter</strong> wird auch <strong>2005</strong> an wichtigen Messen<br />
zu finden sein. Vom 3.–7. Juni <strong>2005</strong> an der<br />
Shanghaitex finden Sie uns in Halle 7 am<br />
Stand 7D11; vom 17.–21. Oktober <strong>2005</strong> an<br />
der ITMA Asia <strong>2005</strong> Singapur Halle 2 am<br />
Stand Nr. 2D-25. Wir freuen uns auf Ihren<br />
Besuch.<br />
<strong>Rieter</strong> Link 2/05