Metalltechnik: Zerspanende Fertigungsprozesse - FWU
Metalltechnik: Zerspanende Fertigungsprozesse - FWU
Metalltechnik: Zerspanende Fertigungsprozesse - FWU

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
| 55 01460<br />
<strong>Metalltechnik</strong>:<br />
<strong>Zerspanende</strong> <strong>Fertigungsprozesse</strong><br />
Didaktische <strong>FWU</strong>-DVD
Zur Bedienung<br />
Die didaktische DVD startet automatisch.<br />
Der Vorspann kann mit der Enter- oder<br />
der Skip-Taste der Fernbedienung oder<br />
durch einen Mausklick am PC übersprungen<br />
werden. Mit den Pfeiltasten der Fernbedienung<br />
können Sie die Menüpunkte<br />
(z. B. Film, Filmsequenz, Bild, Grafik, Karte<br />
etc.) ansteuern und mit Enter starten.<br />
Auch die Buttons am unteren Bildschirmrand<br />
steuern Sie mit den Pfeiltasten an<br />
und rufen diese mit Enter auf:<br />
• Der Button „Hauptmenü“ führt zurück<br />
zum Hauptmenü.<br />
Aus dem laufenden Film oder einer laufenden<br />
Filmsequenz gelangen Sie mit der<br />
Taste Menu oder Title der Fernbedienung<br />
wieder in das Ausgangsmenü zurück.<br />
Bezug zu Lehrplänen und<br />
Bildungsstandards<br />
Der Film, die Filmclips und die Arbeitsmaterialien<br />
tragen zur Heranbildung von<br />
beruflicher Handlungskompetenz bei,<br />
indem die nachfolgend genannten Kompetenzbereiche<br />
gefördert werden:<br />
1) Fachkompetenz<br />
Die Schülerinnen und Schüler<br />
• stellen Bauelemente aus Eisen- und<br />
Nichteisenmetallen durch spanende<br />
Fertigungsverfahren her. Dazu ana-<br />
2<br />
lysieren und erstellen sie auftragsbezogene<br />
Unterlagen.<br />
• planen auf Basis der theoretischen<br />
Grundlagen der anzuwendenden<br />
Technologien die Arbeitsschritte mit<br />
den erforderlichen Werkzeugen, Werkstoffen,<br />
Halbzeugen und Hilfsmitteln.<br />
• verstehen den grundsätzlichen Aufbau<br />
und die Wirkungsweise der Maschinen<br />
und wählen diese sowie die entsprechenden<br />
Werkzeuge auftragsbezogen<br />
aus.<br />
• untersuchen die Einflüsse des <strong>Fertigungsprozesse</strong>s<br />
auf Maße, Ober-<br />
flächengüte und Form.<br />
• beachten die Bestimmungen des<br />
Arbeits- und Umweltschutzes.<br />
2) Methodenkompetenz<br />
Die Schülerinnen und Schüler<br />
• greifen gezielt auf die im Film gezeigten<br />
Informationen zu, um diese<br />
in Lernsituationen zu nutzen.<br />
• werten Daten aus dem Film und anderen<br />
Informationsquellen (Fachbücher,<br />
Tabellenbuch, Internet) aus und erkennen<br />
die Einflüsse des <strong>Fertigungsprozesse</strong>s<br />
auf Maße und Oberflächengüte.<br />
3) Sozialkompetenz<br />
Die Schülerinnen und Schüler<br />
• arbeiten in verschiedenen Sozialformen<br />
(Klasse, Gruppe, Team) und unterstützen<br />
sich dabei gegenseitig.
Zum Inhalt<br />
Hauptmenü<br />
Vom Hauptmenü aus wird der gleichlautende<br />
Themenfilm direkt gestartet. Die<br />
thematisch differenzierten Sequenzen<br />
dieses Films können ebenfalls direkt aus<br />
dem Hauptmenü gestartet werden. Ergänzend<br />
sind fünf zusätzliche Filmclips,<br />
die thematische Vertiefungen und<br />
Ergänzungen bieten, in einem Unter-<br />
menü zu finden.<br />
Film „Einstellgrößen beim<br />
Zerspanen“ (17:10 min)<br />
Der Film ist als Ganzes abgelegt sowie<br />
in thematisch benannten Sequenzen. Er<br />
steigt mit Bildern zu trennenden und<br />
formgebenden Fertigungsverfahren ein<br />
und weist kurz auf Grundlagen hin. Zu<br />
sehen sind die drei Bearbeitungsverfahren<br />
Drehen, Fräsen und Bohren.Alle drei<br />
werden im Film behandelt und es wird<br />
auf die jeweils zu beachtenden Ein-<br />
stellgrößen (Schnittgeschwindigkeit,<br />
Vorschub, Schnitttiefe) eingegangen.<br />
Als Grundlage für diese Betrachtungen<br />
3
dient ein Kundenauftrag. Eine technische<br />
Zeichnung zeigt die genauen Abmessungen<br />
und Rauheitszahlen, die das Werkstück<br />
(Stahl) nach allen Bearbeitungsvorgängen<br />
haben soll. Das Ergebnis wird<br />
am Ende des Bearbeitungsprozesses<br />
anhand einer Rauheitsmessung auf Qualität<br />
und Oberflächengüte hin überprüft.<br />
Bilder multifunktionaler Bearbeitungszentren<br />
veranschaulichen die vielfältigen<br />
Möglichkeiten.<br />
Sequenzen<br />
Einstellgrößen im Zusammenhang<br />
(Sequenz 2:20 min)<br />
Diese Sequenz zeigt, dass bei allen Zerspanvorgängen<br />
die Einstellgrößen zu<br />
4<br />
berücksichtigen sind. Schnittgeschwindigkeit<br />
v , Vorschub f und Schnitttiefe a c p<br />
werden vorgestellt und ihre Abhängigkeit<br />
voneinander verdeutlicht. Weiterhin<br />
wird klar, dass die Einstellgrößen auch<br />
von der Wahl des Werkstoffes, des<br />
Schneidstoffes und des Bearbeitungsverfahrens<br />
abhängen.<br />
Drehen (Sequenz 4:30 min)<br />
Es wird gezeigt, wie ein Werkstück<br />
(Stahl) gedreht wird. Die groben Richtwerte<br />
für dieses Bearbeitungsverfahren<br />
werden dem Tabellenbuch entnommen<br />
und die Einstellgrößen Schnittgeschwindigkeit<br />
v c , Vorschub f und Schnitttiefe a p<br />
an der Drehmaschine gewählt, um den
Werkstoff anschließend zu schruppen<br />
und zu schlichten. Hierfür werden eine<br />
beschichtete Hartmetall-Schneidplatte<br />
und anschließend eine Hartmetall-<br />
Schlichtplatte benutzt. Am Ende ist die<br />
feine Oberfläche des Schlichtvorgangs<br />
im Vergleich zur rauen Oberfläche des<br />
Schruppvorgangs zu sehen.<br />
Fräsen (Sequenz 3:30 min)<br />
Die Sequenz zeigt das Bearbeitungsverfahren<br />
Fräsen. Dazu dient ein bereits<br />
gedrehtes Werkstück (Stahl), in das eine<br />
Nut gefräst wird. Dem Tabellenbuch werden<br />
die Werte für die Einstellgrößen<br />
Schnittgeschwindigkeit v c , Vorschub f<br />
und Schnitttiefe a p entnommen und an<br />
der Maschine entsprechend gewählt, um<br />
das Werkstück anschließend zu schruppen<br />
und zu schlichten. Die Oberflächenergebnisse<br />
des jeweiligen Vorgangs<br />
werden am Ende vergleichend gezeigt.<br />
Bohren (Sequenz 2:00 min)<br />
Es wird gezeigt, wie ein bereits gedrehtes<br />
und gefrästes Werkstück (Stahl) mit<br />
einer Bohrung versehen wird. Die Werte<br />
für die Einstellgrößen Schnittgeschwindigkeit<br />
v c und Vorschub f werden dem<br />
Tabellenbuch entnommen und die<br />
Schnittdaten entsprechend in die Maschine<br />
eingegeben. Das Werkstück wird<br />
zunächst mit einer Zentrierbohrung versehen,<br />
um anschließend mit einem Hartmetallbohrer<br />
durchbohrt zu werden.<br />
Rauheitsmessung (Sequenz 0:50 min)<br />
In dieser Sequenz wird bei einem Werkstück<br />
(Stahl), das auf Grundlage eines<br />
Kundenauftrags gedreht, gefräst und mit<br />
einer Bohrung versehen wurde, die Rauheit<br />
aller bearbeiteten Oberflächen überprüft.<br />
Die entsprechenden Werte werden<br />
mit einem Rauheitsmessgerät ermittelt.<br />
Die so festgestellten Rauheitszahlen dienen<br />
als Indikator für die Oberflächen-<br />
güte des Werkstücks.<br />
5
Filmclips<br />
Schneidstoffe (Filmclip 2:20 min)<br />
Der Filmclip gibt einen Einblick in<br />
Schneidstoffe, deren unterschiedliche<br />
Härten und Zähigkeiten sowie typische<br />
Einsatzbereiche.Als Beispiel werden beschichteter<br />
Hartmetall Schneidstoff, unbeschichtetes<br />
Hartmetallwerkzeug und<br />
Hochleistungsschnellarbeitsstahl (HSS)<br />
bei gleichbleibender Geschwindigkeit<br />
getestet und verglichen.<br />
Auswirkungen falscher Einstellgrößen<br />
(Filmclip 2:30 min)<br />
Es wird gezeigt, wie sich falsche Einstellgrößen<br />
beim Fräsen, Bohren und Drehen<br />
auswirken können.<br />
Bohren, Senken, Reiben<br />
(Filmclip 3:30 min)<br />
In einem Versuch werden die spanenden<br />
Fertigungsverfahren Bohren, Senken,<br />
Reiben und Gewindeschneiden gezeigt.<br />
6<br />
Ein Werkstück aus einer Aluminium-<br />
Legierung wird durch Bohren ins Volle<br />
durchbohrt. Eine Bearbeitung mit dreischneidigem<br />
Kegelsenker und spiral-<br />
genuteter Reibahle folgt. Bei einer<br />
weiteren Bohrung wird mit einem HSS-<br />
Spiralbohrer ins Volle gebohrt. Anschließend<br />
kommen Flach- und Kegelsenker<br />
zum Einsatz.<br />
Kundenauftrag Aluminium-Legierung<br />
(Filmclip ohne Kommentar 2:20 min)<br />
Der Filmclip zeigt die Bearbeitung des<br />
Kundenauftrags aus dem Film „Einstellgrößen<br />
beim Zerspanen“ in der Werkstoffvariante<br />
Aluminium-Legierung. Die<br />
Bearbeitungsvorgänge Drehen, Fräsen<br />
und Bohren sowie deren Ergebnisse sind<br />
zu sehen.<br />
Kundenauftrag Kupfer-Zink-Legierung<br />
(Filmclip ohne Kommentar 2:50 min)<br />
Der Filmclip zeigt die Bearbeitung des<br />
Kundenauftrags aus dem Film „Einstellgrößen<br />
beim Zerspanen“ in der Werkstoffvariante<br />
Kupfer-Zink-Legierung. Die<br />
Bearbeitungsvorgänge Drehen, Fräsen<br />
und Bohren sowie deren Ergebnisse sind<br />
zu sehen.
Verwendung im Unterricht<br />
Vorkenntnisse<br />
Grundkenntnisse der Trennvorgänge<br />
Zerteilen und Zerspanen erleichtern den<br />
Zugang zu den Inhalten der DVD. Der<br />
Film selbst ist so aufbereitet, dass er<br />
ohne weitere Hilfsmittel Kenntnisse über<br />
die Grundlagen der Einstellgrößen<br />
(Schnittgeschwindigkeit, Vorschub und<br />
Schnitttiefe) sowie Schneidstoffe,<br />
Werkstoffe und Bearbeitungsverfahren<br />
vermittelt.<br />
Einsatz als unterstützendes Medium<br />
im Unterricht<br />
Der Einsatz der DVD ist vor allem für die<br />
metallverarbeitenden Ausbildungsberufe<br />
als unterstützendes Medium im Unterricht<br />
gedacht. Wenn Bauelemente mit<br />
handgeführten Werkzeugen oder mit<br />
Maschinen gefertigt werden sollen, ist<br />
es notwendig, dass die Schülerinnen und<br />
Schüler Kenntnisse über die Grundlagen<br />
(Bearbeitungsverfahren, Einstellgrößen,<br />
Schneid- und Werkstoffe) einbeziehen<br />
können. Film, Sequenzen und Filmclips<br />
können hier als Veranschaulichung dienen,<br />
die von der Lehrkraft flexibel in jede<br />
Form der Unterrichtsgestaltung und<br />
-vorbereitung integriert werden können.<br />
Die grafischen Darstellungen im Ordner<br />
Arbeitsmaterial vertiefen und ergänzen<br />
die filmische Information und können<br />
auch als Lernerfolgskontrolle eingesetzt<br />
werden.<br />
Der gesprochene Kommentar des Films<br />
ist als Datei abgelegt und kann den<br />
Schülerinnen und Schülern zur Verfügung<br />
gestellt werden. Darüber hinaus<br />
kann die Lehrkraft die zusätzlich abgelegten<br />
Grafiken, den Filmkommentar<br />
und die Linkliste für ergänzende Auf-<br />
gaben nutzen.<br />
In den beiden Flimclips („Kundenauftrag<br />
Aluminium-Legierung“ und „Kundenauftrag<br />
Kupfer-Zink-Legierung“) wird<br />
der Kundenauftrag, der im Hauptfilm als<br />
roter Faden dient, ohne Kommentar gefertigt<br />
– mit jeweils einer anderen Werkstoffvariante.<br />
Dies bietet der Lehrkraft<br />
die Möglichkeit, eigene Beobachtungsaufträge<br />
zu stellen. Der Zusammenhang<br />
von Werkstoff, Schnittgeschwindigkeit<br />
und Vorschub lässt sich dabei im Vergleich<br />
sehr gut herausarbeiten. Zudem<br />
können die Schülerinnen und Schüler<br />
durch Beobachtung des Zerspanungsvorgangs<br />
und der zu erkennenden Spanform<br />
Rückschlüsse auf die Werkstoffeigenschaften<br />
der unterschiedlichen<br />
Materialien bilden.<br />
7
Nachfolgend sind die Arbeitsblätter bezogen<br />
auf die Themen und Inhalte sowie<br />
eine methodische Umsetzung der Filmprotokolle<br />
im Unterricht kurz beschrieben:<br />
AB 1 („Einstellgrößen beim Zerspanen“),<br />
AB 13 („Schneidstoffe“), AB 14 („Auswirkungen<br />
falscher Einstellgrößen“) und<br />
AB 15 („Bohren, Senken, Reiben“) sind<br />
Beobachtungsprotokolle zum Film bzw.<br />
zu den Filmclips.<br />
Ein möglicher methodischer Einsatz der<br />
Beobachtungsprotokolle im Unterricht<br />
könnte folgendermaßen gestaltet sein: Die<br />
Fragen der Filmprotokolle werden mit den<br />
Lernenden vor dem Abspielen des Films<br />
bzw. des Filmclips durchgesprochen. Anschließend<br />
werden die Schülerinnen und<br />
Schüler in Gruppen aufgeteilt (3-5 Schüler)<br />
und erhalten den Arbeitsauftrag, stichpunktartig<br />
die Antworten auf die Fragen<br />
während des Filmes zu protokollieren, diese<br />
dann in der Gruppe zu besprechen und<br />
gegebenenfalls zu verbessern, um sie<br />
schließlich im Plenum vorzustellen. Zu Beginn<br />
sollten die Lernenden (ohne Einflussnahme<br />
der Lehrkraft) circa fünf Minuten<br />
Zeit erhalten, sich zu organisieren. Nach<br />
dem Film bzw. Filmclip bereiten die Schülerinnen<br />
und Schüler sich in zehn Minuten<br />
auf ihren Vortrag im Plenum vor. Als Hilfestellung<br />
kann eine Folie des Arbeitsblattes<br />
dienen, die die Schüler ausfüllen und am<br />
8<br />
OHP vorstellen. Falls genügend Computerarbeitsplätze<br />
zur Verfügung stehen, kann<br />
das Arbeitsblatt auch als Datei zur Verfügung<br />
gestellt und über Beamer präsentiert<br />
werden. Die Ergebnisse werden von den<br />
Gruppen präsentiert, wobei die Lösungen<br />
nicht kommentiert oder verbessert werden.<br />
Nach den Vorträgen kann die Organisationsform<br />
der einzelnen Gruppen hinterfragt<br />
werden und es kann kurz auf die Vor- und<br />
Nachteile eingegangen werden. Abschließend<br />
wird von der Lehrkraft moderiert eine<br />
gemeinsame Lösung erarbeitet.<br />
AB 2 geht der Frage nach, welche Wirkparameter<br />
beim Zerspanen zusammenspielen.<br />
AB 3 bis AB 7 widmen sich den<br />
Einstellwerten beim Drehen und deren<br />
Einflüssen. AB 3 betrachtet die Winkel<br />
und Einstellwerte am Drehmeißel. AB 4<br />
bietet Aufgaben zu Spanungsquerschnitt<br />
A, Schnitttiefe a p , Vorschub f, Schnittkraft<br />
FC, Spanungsdicke h, Leistungsbedarf PC<br />
und Motorleistung PM. Es dient als<br />
Grundlage zu den Berechnungsbeispielen<br />
von AB 5. Auf AB 5 können anhand<br />
eines Beispiels Berechnungen zur Bestimmung<br />
der Motorleistung PM durchgeführt<br />
werden.AB 6 gibt nähere Infos zum<br />
Einstellwinkel κ beim Drehen.<br />
AB 7 bis AB 11 setzen sich thematisch<br />
mit dem Bohren auseinander. AB 7 bietet<br />
eine Zuordnungsaufgabe, bei der Grafi-
ken verschiedener Bohrer den richtigen<br />
Namen und genauen Anwendungsbereichen<br />
zugeordnet werden müssen. AB 8<br />
vertieft Kenntnisse zu verschiedenen Spiralbohrertypen:<br />
Deren Spanwinkel, Spitzenwinkel,<br />
Werkstoffe und Anwendungen<br />
müssen erarbeitet werden. AB 9 zeigt,<br />
wie beim Spiralbohrer Winkel, Schneiden<br />
und Flächen bestimmt werden.AB 10 hilft<br />
durch Definitionen und Berechnungen zur<br />
Unterscheidung von Drehzahl und<br />
Schnittgeschwindigkeit. AB 11 beinhaltet<br />
Berechnungen zu Standzeit und Schnittgeschwindigkeit<br />
sowie Überlegungen zur<br />
Optimierung der Standzeit, um eine erhöhte<br />
Wirtschaftlichkeit zu erzielen.<br />
In AB 12 geht es um die Benennung<br />
verschiedener Schneidstoffe und deren<br />
Beschaffenheit (Verschleißfestigkeit und<br />
Zähigkeit).<br />
Ordner Materialien<br />
Arbeitsmaterial<br />
Im ROM-Teil der DVD stehen Ihnen Hinweise<br />
zur Verwendung im Unterricht sowie<br />
Arbeitsblätter (mit Lösungen) und<br />
weitere Materialien zur Verfügung<br />
(s. Tabelle). Um die Arbeitsmaterialien zu<br />
sichten und auszudrucken, legen Sie die<br />
DVD in das DVD-Laufwerk Ihres Computers<br />
ein und öffnen Sie im Windows-<br />
Explorer den Ordner „Arbeitsmaterial“.<br />
Die Datei „Inhaltsverzeichnis“ öffnet die<br />
Startseite. Über diese können Sie bequem<br />
alle Arbeitsmaterialien aufrufen. Um die<br />
PDF-Dateien lesen zu können, benötigen<br />
Sie den Adobe Reader. Auf der Startseite<br />
des ROM-Teils befindet sich ein Link zum<br />
Download des Adobe Readers. Im Ordner<br />
„Arbeitsmaterial/Lehrer/Word_Dateien“<br />
finden Sie die Arbeitsblätter und Filmtexte<br />
auch als Word-Dokumente.<br />
Verwendung im Unterricht Hinweise zum Einsatz der DVD im Unterricht<br />
Arbeitsblätter 15 Arbeitsblätter (inkl. Lösungsvorschlag) als PDF- und<br />
Word-Dokument<br />
Grafiken 19 Grafiken<br />
Filmtexte 4 Filmtexte als PDF- und Word-Dokument<br />
Begleitheft Begleitheft zur DVD<br />
Programmstruktur Übersicht über den Aufbau der DVD<br />
Weitere Medien Info zu ergänzenden <strong>FWU</strong>-Medien<br />
Links kommentierte Linksammlung zum Thema<br />
9
46 02752 <strong>Metalltechnik</strong>: <strong>Zerspanende</strong> <strong>Fertigungsprozesse</strong><br />
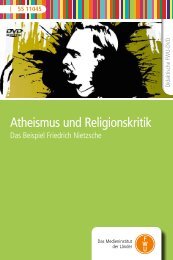
Programmstruktur<br />
Programmstruktur<br />
10<br />
Untermenü<br />
Hauptmenü<br />
Einstellgrößen beim Zerspanen 17:10 min<br />
Weitere Wirkparameter beim Zerspanen<br />
Sequenzen<br />
Schneidstoffe 2:20 min<br />
Auswirkungen falscher Einstellgrößen 2:30 min<br />
Bohren, Senken, Reiben 3:30 min<br />
Einstellgrößen im Zusammenhang 2:20 min<br />
Drehen 4:30 min<br />
Fräsen 3:30 min<br />
Bohren 2:00 min<br />
Rauheitsmessung 0:50 min<br />
Ohne Kommentar<br />
Kundenauftrag Aluminium-Legierung 2:20 min<br />
Kundenauftrag Kupfer-Zink-Legierung 2:50 min<br />
Weitere Wirkparameter beim Zerspanen Filmclips<br />
Arbeitsmaterial<br />
Arbeitsmaterial<br />
(im ROM-Teil der DVD)<br />
Verwendung im Unterricht<br />
15 Arbeitsblätter<br />
4 Filmtexte<br />
19 Grafiken<br />
Begleitheft<br />
Programmstruktur<br />
Weitere Medien<br />
Links<br />
Legen Sie die DVD in das<br />
DVD-Laufwerk Ihres Computers<br />
und öffnen Sie im Windows-Explorer<br />
den Ordner Arbeitsmaterial.<br />
Die Datei Inhaltsverzeichnis<br />
öffnet die Startseite.
Produktionsangaben<br />
<strong>Metalltechnik</strong>:<br />
<strong>Zerspanende</strong> <strong>Fertigungsprozesse</strong> (DVD)<br />
Produktion<br />
<strong>FWU</strong> Institut für Film und Bild, 2011<br />
DVD-Konzept<br />
Petra Müller<br />
Désirée Sappert<br />
DVD-Authoring und Design<br />
ModernLearning GmbH – Bildung mit neuen Medien<br />
im Auftrag des <strong>FWU</strong> Institut für Film und Bild, 2011<br />
Grafiken<br />
Urs Haase<br />
Bildnachweis<br />
Tabellenbuch Metall, 44.Auflage,<br />
Verlag Europa-Lehrmittel<br />
(S. 301 Bohren, S. 303 Drehen, S. 305 Fräsen)<br />
Fotolia<br />
© bobbox #32868642<br />
© tamarang #13777034<br />
© Gina Sanders #18854291<br />
© modul_a #24565652<br />
Arbeitsmaterial<br />
Andreas Kasper, Ferdinand Kiesel, Herbert Rinner<br />
Fachliche Unterstützung<br />
ALP Dillingen – Akademie für<br />
Lehrerfortbildung und Personalführung<br />
Referat Gewerblich-technische Bildung<br />
Begleitheft<br />
Désirée Sappert<br />
Pädagogische Referentin im <strong>FWU</strong><br />
Petra Müller<br />
Produktionsangaben zu den Filmen<br />
Einstellgrößen beim Zerspanen<br />
Schneidstoffe<br />
Auswirkungen falscher Einstellgrößen<br />
Bohren, Senken Reiben<br />
Kundenauftrag Aluminium-Legierung<br />
Kundenauftrag Kupfer-Zink-Legierung<br />
Produktion<br />
medienjargon<br />
im Auftrag des <strong>FWU</strong> Institut für Film und Bild, 2011<br />
Buch<br />
Steve Döschner<br />
Regie<br />
Michael Fiebrig<br />
Schnitt<br />
Michael Fiebrig<br />
Steve Döschner<br />
Sprachaufnahme<br />
TV-Werk<br />
Fachberatung<br />
Werner Gerwin, Ludwig Girstenbrei,<br />
Andreas Kasper, Reinhold Oblinger,<br />
Herbert Rinner, Matthias Weickl,<br />
Dr. Gert Zinke<br />
Sprecher<br />
Andy Karg<br />
Redaktion<br />
Petra Müller<br />
Dank an<br />
Staatliche Berufsschule Lauingen<br />
Staatliche Berufsschule I Traunstein<br />
TU München, Lehrstuhl für Werkstoffkunde<br />
und Werkstoffmechanik<br />
Nur Bildstellen/Medienzentren:<br />
öV zulässig<br />
© 2011<br />
<strong>FWU</strong> Institut für Film und Bild<br />
in Wissenschaft und Unterricht<br />
gemeinnützige GmbH<br />
Geiselgasteig<br />
Bavariafilmplatz 3<br />
D-82031 Grünwald<br />
Telefon (089) 6497-1<br />
Telefax (089) 6497-240<br />
E-Mail info@fwu.de<br />
vertrieb@fwu.de<br />
Internet www.fwu.de<br />
11
Didaktische <strong>FWU</strong>-DVD<br />
46 02752<br />
<strong>Metalltechnik</strong>: <strong>Zerspanende</strong> <strong>Fertigungsprozesse</strong><br />
Was geschieht bei den Fertigungsverfahren Drehen, Fräsen, Bohren? An einem Kundenauftrag<br />
veranschaulicht das Medium die Zusammenhänge zwischen der geforderten<br />
Oberflächengüte, dem auszuwählenden Werkzeug und zwischen den Parametern<br />
Schnittgeschwindigkeit, Vorschub und Schnitttiefe. Zusätzliche Filmclips thematisieren<br />
Auswirkungen falscher Einstellgrößen sowie die Auswahl von Schneidstoffen und<br />
Werkstoffvarianten. Umfangreiches Arbeitsmaterial unterstützt den Einsatz im<br />
Unterricht.<br />
Erscheinungsjahr: 2011<br />
Laufzeit: 31 min<br />
Filmsequenzen: 5<br />
Filmclips: 5<br />
Sprache: Deutsch<br />
Schlagwörter:<br />
Bearbeitungsverfahren, Einstellgrößen, Fertigungsverfahren, Drehen,<br />
Fräsen, Bohren, Senken, Reiben, Schnittgeschwindigkeit, Vorschub,<br />
Schnitttiefe, Wirkparameter, Schnittdaten, Schlichten, Schruppen,<br />
Schneidstoffe, Werkstück, Tabellenbuch, Rauheitsmessung,<br />
Oberflächengüte, Trennverfahren, Zerteilen, Zerspanen, Spanen,<br />
Spanvorgänge, Werkzeuge<br />
Systematik:<br />
Berufliche Bildung � <strong>Metalltechnik</strong> � Fertigungstechnik � Trennen<br />
Lehrprogramm<br />
gemäß<br />
§ 14 JuSchG<br />
GEMA-FREI<br />
www.fwu-shop.de<br />
Bestell-Hotline: +49 (0)89-6497-444<br />
vertrieb@fwu.de<br />
DVD-ROM-Teil: Unterrichtsmaterialien<br />
Arbeitsblätter: 15<br />
Grafiken: 19<br />
Adressaten: Berufsbildende Schule<br />
Systemvoraussetzungen<br />
bei Nutzung am PC:<br />
DVD-Laufwerk und DVD-<br />
Player-Software, empfohlen<br />
für Windows ME/2000/XP/<br />
Vista/Windows 7<br />
<strong>FWU</strong> Institut für Film und Bild<br />
in Wissenschaft und Unterricht<br />
gemeinnützige GmbH<br />
Geiselgasteig<br />
Bavariafilmplatz 3<br />
82031 Grünwald<br />
Telefon +49 (0)89-6497-1<br />
Telefax +49 (0)89-6497-240<br />
info@fwu.de<br />
www.fwu.de<br />
4602752010<br />
4602752010