Zusammenfassung
Zusammenfassung
Zusammenfassung

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Wichtige Prozeßgrößen beim SLS:<br />
– Laserleistung (50 W bis 1500 W)<br />
– Fokusdurchmesser (0,4 mm bis 1 mm); begrenzt Genauigkeit die erreicht werden kann<br />
– Scangeschwindigkeit (50 mm/s bis 5000 mm/s)<br />
– Abstand zwischen benachbarten Spuren/Hatchabstand (0,05 mm bis 0,2 mm)<br />
– Schichtdicke (0,05 mm bis 0,3 mm)<br />
Aufbau LS-Sinteranlage:<br />
Eine Laserstrahlsinteranlage besteht aus einer Prozeßkammer, in der sich eine Bauplattform zur<br />
Aufnahme des Bauteils, ein Pulvervorratsbehälter, ein Auffangbehälter zur Aufnahme überschüssigen<br />
Pulvers, eine Pulverauftragseinrichtung und ggf. Heizelemente zum Heizen des Pulverbettes befinden.<br />
Der Laserstrahl, wird über ein Strahlführungssystem in einen Scanner geleitet. Durch die<br />
Scannereinheit wird der Strahl gemäß den Schichtdaten abgelenkt und über eine Linse auf die<br />
Pulveroberfläche fokussiert. Mit Hilfe einer Planfeldoptik kann ein planes Feld belichtet werden;<br />
allerdings sehr teuer<br />
Direktes Laserstrahlsintern: Eigenspannungenkönnen zu Delamination oder Verzug führen<br />
Laminated Object Manufacturing (LOM), auch LLM:<br />
LLM: folienartige, flächige Schichten, Zusammenhang innerhalb einer Schicht schon gegeben; sehr<br />
gut, wenn Volumen gegenüber Fläche sehr groß ist<br />
Prinzip:<br />
1. Schichtfixierung => 2. Konturgenerierung => 3. Hubeinheit senken => 4. Coil abwickeln<br />
Kapitel 3: Fügen mittels Laserstrahlung<br />
Schweißen ist das Vereinigen von Werkstoffen in der Schweißzone unter Anwendung von Wärme<br />
und/oder Kraft mit oder ohne oder Schweißzusatz. Die zum Schweißen notwendige Energie wird von<br />
außen zugeführt.<br />
3D-Laserstrahlschweißen im Karosseriebau heute:<br />
verbessertes Crashverhalten, verringertes Gewicht, geringere Kosten<br />
Konstruktive Möglichkeiten:<br />
Bei einem Zusammenstoß wirken die einzelnen Schweißpunkte wie ein Reißverschluss, der nach und<br />
nach aufgeht. Vorteil des Laserschweißens: Es wird eine komplette Naht geschweißt<br />
Konstruktive Eigenschaften:<br />
– Beim Laserschweißen wird nur einseitige Zugänglichkeit benötigt<br />
– Hohlstrukturen in Bezug auf Steifigkeit besser als flächige Strukturen<br />
Laserstrahlschweißen von Antriebskomponenten:<br />
Vorteile des Laserstrahlschweißens:<br />
– geringer Wärmeeintrag<br />
– verringerter Verzug<br />
– verbesserte Rundlaufeigenschaften<br />
– erhöhter Komfort<br />
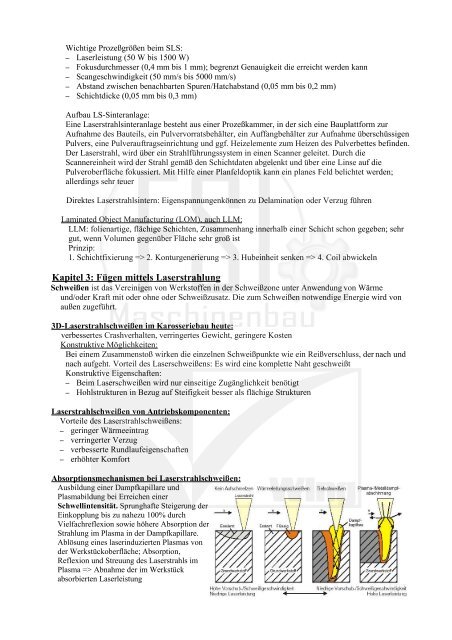
Absorptionsmechanismen bei Laserstrahlschweißen:<br />
Ausbildung einer Dampfkapillare und<br />
Plasmabildung bei Erreichen einer<br />
Schwellintensität. Sprunghafte Steigerung der<br />
Einkopplung bis zu nahezu 100% durch<br />
Vielfachreflexion sowie höhere Absorption der<br />
Strahlung im Plasma in der Dampfkapillare.<br />
Ablösung eines laserinduzierten Plasmas von<br />
der Werkstückoberfläche; Absorption,<br />
Reflexion und Streuung des Laserstrahls im<br />
Plasma => Abnahme der im Werkstück<br />
absorbierten Laserleistung