Zusammenfassung
Zusammenfassung
Zusammenfassung

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Mechanismus 1: Temperatur-Gradienten-Mechanismus (TGM)<br />
– hohe Vorschubgeschwindigkeiten<br />
– Die Erwärmung des Werkstoffes an der Einstrahlseite bedingt eine thermische Expansion der oberen<br />
Seite. Folge hiervon ist eine Gegenbieung des Bleches, entgegengesetzt zur, Bestrahlungsrichtung.<br />
– Weitere Erwärmung, Fließen an der Oberseite, Abbau der Druckspannungen, plast. Stauchung<br />
– Oberseite wird deutlich mehr gestaucht als an der Unterseite.<br />
– wird zur Erzeugung von Biegewinkeln entlang einer geraden Biegekante eingesetzt.<br />
– etwa 1°-3° pro Bestrahlung<br />
Mechanismus 2:<br />
Knickmechanismus (KM)<br />
– geringe Vorschubgeschwindigkeiten<br />
– homogenes Temperaturfeld, laterale Ausdehnung der erwärmten Zone deutlich größer ist als die<br />
Blechdicke => aufgeheizter Bereich wird instabil, Druckspannungen führen zum Ausknicken des<br />
Blechs. Die Ausknickrichtung wird durch die Vorkrümmung des Blechs festgelegt. Somit ist es mit<br />
dem Knickmechanismus möglich, das Blech sowohl zum Laserstrahl hin als auch von ihm<br />
wegzubiegen.<br />
– wird zum Biegen von Blechen entlang gerader (bereits vorhandener) Biegekanten herangezogen.<br />
– bis zu 15° pro Bestrahlung<br />
Mechanismus 3: Stauchmechanismus (SM)<br />
– laterale Ausdehnung der erwärmten Zone in der Größenordnung der Blechdicke, homogen<br />
– weiteres Erwärmen führt zu Fließen des Werkstoffs, Abbau der Druckspannungen<br />
=> keine Winkelausbildung, sondern Verkürzen<br />
– wird z.B. zum Biegen von Profilen eingesetzt.<br />
Einflussgrößen beim Laserstrahlumformen:<br />
– Werkstoffparameter (Wärmeleitfähigkeit, Wärmeausdehnungskoeffizient, Wärmekapazität, Dicht, E-<br />
Modul, Fließgrenze)<br />
– Laserparameter (Laserleistung, Vorschubgeschwindigkeit, Strahldurchmesser)<br />
– Bateilparameter (Blechdicke, Länge der Biegekante, Breite der Biegeschenkel, Krümmung)<br />
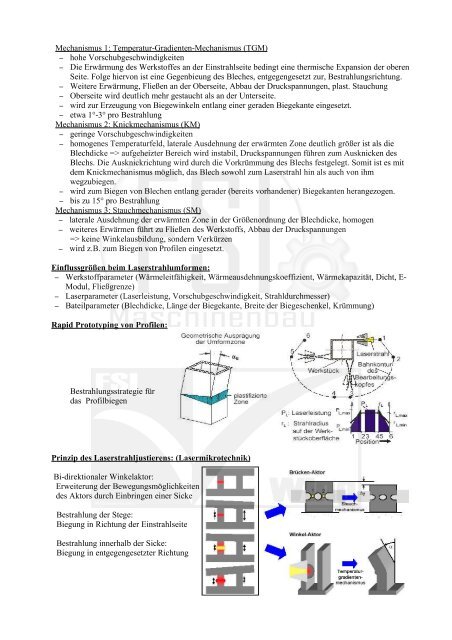
Rapid Prototyping von Profilen:<br />
Bestrahlungsstrategie für<br />
das Profilbiegen<br />
Prinzip des Laserstrahljustierens: (Lasermikrotechnik)<br />
Bi-direktionaler Winkelaktor:<br />
Erweiterung der Bewegungsmöglichkeiten<br />
des Aktors durch Einbringen einer Sicke<br />
Bestrahlung der Stege:<br />
Biegung in Richtung der Einstrahlseite<br />
Bestrahlung innerhalb der Sicke:<br />
Biegung in entgegengesetzter Richtung