Drill Jigs Principles of Design Machinery ... - Evenfall Studios
Drill Jigs Principles of Design Machinery ... - Evenfall Studios
Drill Jigs Principles of Design Machinery ... - Evenfall Studios

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
14 No. 3 DRILL JIGS<br />
as few shops carry such steel in stock, crucible tool steel is generally<br />
used. The ends <strong>of</strong> the legs should be ground true with the seating<br />
surface that is, where the work rests <strong>of</strong> the jig. To accomplish this<br />
a surface grinder hould be used. As the operation <strong>of</strong> grinding leaves<br />
a number <strong>of</strong> projections on the surface ground, and as these ridges<br />
or projections would wear away as the legs were moved back and forth<br />
t<br />
PIECE OF WORK I<br />
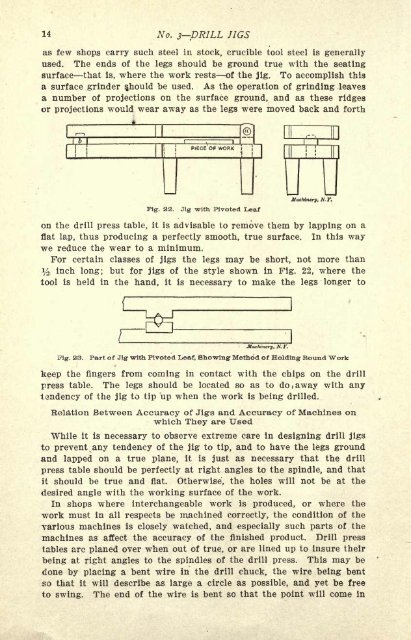
Fig. 22. Jig with Pivoted Leaf<br />
<strong>Machinery</strong>, If. T.<br />
on the drill press table, it is advisable to remove them by lapping on a<br />
flat lap, thus producing a perfectly smooth, true surface. In this way<br />
we reduce the wear to a minimum.<br />
For certain classes <strong>of</strong> jigs the legs may be short, not more than<br />
% inch long; but for jigs <strong>of</strong> the style shown in Fig. 22, where the<br />
tool is held in the hand, it is necessary to make the legs longer to<br />
<strong>Machinery</strong>, If. Y.<br />
Pig. 23. Part <strong>of</strong> Jig -with Pivoted Leaf, Showing Method <strong>of</strong> Holding Round Work<br />
freep the fingers from coming in contact with the chips on the drill<br />
press table. The legs should be located so as to do away with any<br />
tendency <strong>of</strong> the jig to tip up when the work is being drilled.<br />
Relation Between Accuracy <strong>of</strong> <strong>Jigs</strong> and Accuracy <strong>of</strong> Machines on<br />
which They are Used<br />
While it is necessary to observe extreme care in designing drill jigs<br />
to prevent any tendency <strong>of</strong> the jig to tip, and to have the legs ground<br />
and lapped on a true plane, it is just as necessary that the drill<br />
press table should be perfectly at right angles to the spindle, and that<br />
it should be true and flat. Otherwise, the holes will not be at the<br />
desired angle with the working surface <strong>of</strong> the work.<br />
In shops where interchangeable work is produced, or where the<br />
work must in all respects be machined correctly, the condition <strong>of</strong> the<br />
various machines is closely watched, and especially such parts <strong>of</strong> the<br />
machines as affect the accuracy <strong>of</strong> the finished product. <strong>Drill</strong> press<br />
tables are planed over when out <strong>of</strong> true, or are lined up to insure their<br />
being at right angles to the spindles <strong>of</strong> the drill press. This may be<br />
done by placing a bent wire in the drill chuck, the wire being bent<br />
so that it will describe as large a circle as possible, and yet be free<br />
to swing. The end <strong>of</strong> the wire is bent so that the point will come in