Drill Jigs Principles of Design Machinery ... - Evenfall Studios
Drill Jigs Principles of Design Machinery ... - Evenfall Studios
Drill Jigs Principles of Design Machinery ... - Evenfall Studios

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
42 No. 3 DRILL JIGS<br />
line, and when they are so aligned, it is impossible for the hole to<br />
come out <strong>of</strong> center on either end <strong>of</strong> the boss. The simplest and safest<br />
way to align these holes is to run a single-pointed boring bar through<br />
the screw bushing into the bottom <strong>of</strong> the jig, after the screw bushing<br />
has been fitted to the jig, the shank <strong>of</strong> the boring bar, <strong>of</strong> course, being<br />
a good fit in the hole <strong>of</strong> the screw bushing, which has been previously<br />
lapped to size. On the larger sizes <strong>of</strong> bushings, it has been found<br />
advantageous to use a good quality <strong>of</strong> machine steel, case-hardened and<br />
having a smaller tool steel bushing inserted in the center. When made<br />
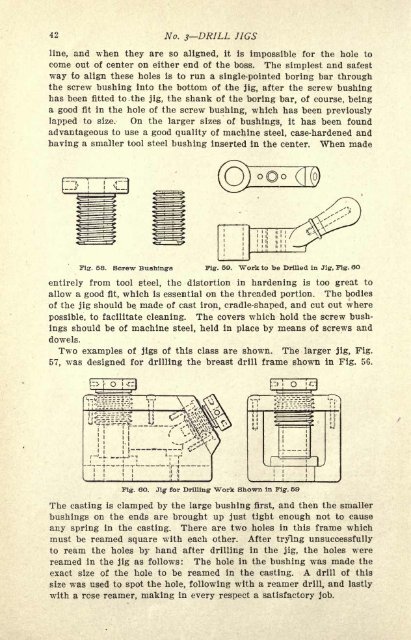
Fig. 58. Screw Bushings Fig. 59. Work to be <strong>Drill</strong>ed in Jig, Pig. 6O<br />
entirely from tool steel, the distortion in hardening is too great to<br />
allow a good fit, which is essential on the threaded portion. The bodies<br />
<strong>of</strong> the jig should be. made <strong>of</strong> cast iron, cradle-shaped, and cut out where<br />
possible, to facilitate cleaning. The covers which hold the screw bushings<br />
should be <strong>of</strong> machine steel, held in place by means <strong>of</strong> screws and<br />
dowels.<br />
Two examples <strong>of</strong> jigs <strong>of</strong> this class are shown. The larger jig, Fig.<br />
57, was designed for drilling the breast drill frame shown in Fig. 56.<br />
Fig. 6O. Jig for <strong>Drill</strong>ing "Work Shown in Fig. 59<br />
The casting is clamped by the large bushing first, and then the smaller<br />
bushings on the ends are brought up just tight enough not to cause<br />
any spring in the casting. There are two holes in this frame which<br />
must be reamed square with each other. After trying unsuccessfully<br />
to ream the holes by hand after drilling in the jig, the holes were<br />
reamed in the jig as follows: The hole in the bushing was made the<br />
exact size <strong>of</strong> the hole to be reamed in the casting. A drill <strong>of</strong> this<br />
size was used to spot the hole, following with a reamer drill, and lastly<br />
with a rose reamer, making in every respect a satisfactory job.