bulletin - Siempelkamp
bulletin - Siempelkamp
bulletin - Siempelkamp

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
I s s u e 0 2 | 2 0 0 8<br />
Bright light Turkey: A booming market 125 years of <strong>Siempelkamp</strong>: A celebration<br />
with customers, friends, and employees CMC Texpan: “Pegasus” – the submarine project<br />
Lifting device: <strong>Siempelkamp</strong>’s Nuclear Technology business unit has a competitive advantage<br />
A total masterstroke: Crimping press for Europipe is setting new benchmarks<br />
<strong>bulletin</strong><br />
T h e S i e m p e l k a m p M a g a z i n e<br />
P E O P L E | M A R K E T S | M A C H I N E S
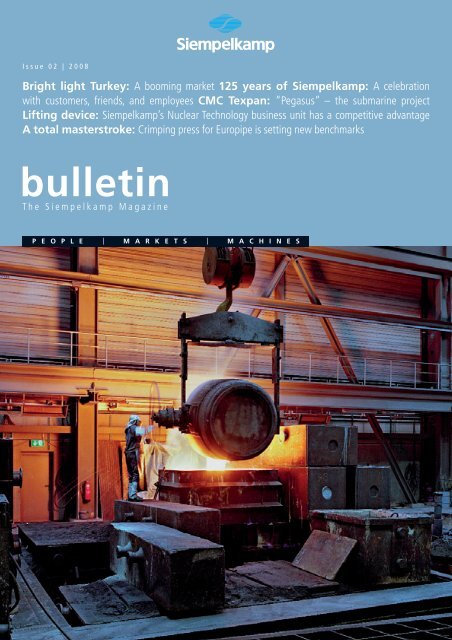
Cover: Casting process in the <strong>Siempelkamp</strong> Foundry<br />
Ralf Griesche<br />
04 A booming market – Good partners with a reputable profile<br />
Bright light Turkey<br />
Ralf Griesche<br />
14 A celebration with customers, friends, and employees<br />
125 years of <strong>Siempelkamp</strong><br />
Gregor Bernardy<br />
24 Efficient use of resources in the wood-based products industry with Prod-IQ ®<br />
Keyword “Production Intelligence”<br />
Jean-Louis Durand<br />
28 Quality castings from <strong>Siempelkamp</strong> Foundry for the printing and packaging industry<br />
State-of-the-art for large as well as small products<br />
Dr. Dario Zoppetti<br />
30 CMC Texpan: “Pegasus” – the submarine project<br />
This extraordinary project for the <strong>Siempelkamp</strong> Group involves a new miniature submarine<br />
Steffen Aumüller<br />
32 <strong>Siempelkamp</strong> quality across the continents<br />
Conveyor belt press business in 2008<br />
SIEMPELKAMP | CONTENTS<br />
Jörg Grittmann and Christoph Aiglsdorfer<br />
38 Lifting device for reactor pressure vessel internals for the nuclear power plant Brokdorf<br />
<strong>Siempelkamp</strong>’s Nuclear Technology business unit has a competitive advantage<br />
Sigfrid Buecher<br />
40 Crimping press for Europipe is setting new benchmarks<br />
A total masterstroke<br />
Ralf Griesche<br />
46 New materials for the 700 °C power plant<br />
<strong>Siempelkamp</strong> Prüf- und Gutachter-Gesellschaft tests materials for a new generation of power plants<br />
Andreas Loeb<br />
48 Large-scale project for the expert team of the NIS GmbH<br />
Decommissioning and dismantling of the nuclear power plant Stade<br />
Ralf Griesche<br />
52 Singapore: A quarter of a century of growth and ongoing development<br />
<strong>Siempelkamp</strong> sales company<br />
Derek Clark<br />
56 Making a difference with innovative products!<br />
Strothmann – the handling expert<br />
Ralf Griesche<br />
60 Top performances are given fresh impetus<br />
New sandwich panel presses for the Airbus<br />
Imprint<br />
Publisher G. <strong>Siempelkamp</strong> GmbH & Co. KG, Marketing/Communication Department, <strong>Siempelkamp</strong>str. 75, 47803 Krefeld (Germany)<br />
Executive Editor (Officer responsible for compliance with German press law) Ralf Griesche Typesetting and Layout vE&K Werbeagentur GmbH & Co. KG<br />
Printing Karten Druck & Medien GmbH & Co. KG Translation Uta Kleiser<br />
This publication is published in German and English. Reprints, in whole or in part and including illustrations, require the Publisher’s permission,<br />
which in most cases is gladly given. Visit <strong>Siempelkamp</strong> on the Internet: www.siempelkamp.com
SIEMPELKAMP | EDITORIAL 2 | 3<br />
Dear Readers:<br />
The second Bulletin in 2008 is also marked by the 125 th anniversary of <strong>Siempelkamp</strong>. I would like to use this<br />
edition to express my thanks to you.<br />
Many of you traveled from all continents to Krefeld this past summer to celebrate the jubilee with us. It was a great<br />
pleasure for us to have the opportunity to strengthen our relationship with you during your visit which otherwise<br />
would not have been possible due to our busy schedules.<br />
On behalf of <strong>Siempelkamp</strong> I would like to thank all of you that accepted our invitation and came to Krefeld.<br />
Likewise, I want to thank everyone that was not able to come but sent their congratulations as a sign of<br />
appreciation for our cooperation.<br />
Furthermore, our gratitude goes out to those that welcomed us at their locations in 2008, for example, our<br />
Turkish customers (see page 4 ff). An on-site visit to directly receive an impression of your business activities, the<br />
reach of your company and your markets is important in keeping our performance high.<br />
This Bulletin vividly documents how diverse the performances of the <strong>Siempelkamp</strong> Group are. From submarines to<br />
pipelines, from the dismantling of nuclear power plants to cartons, <strong>Siempelkamp</strong> is actively involved in many<br />
exciting projects.<br />
With kind regards and best wishes,<br />
Dr.-Ing. Hans W. Fechner<br />
Dr.-Ing. Hans W. Fechner<br />
Chairman of the Executive Board<br />
G. <strong>Siempelkamp</strong> GmbH & Co. KG
Bright light Turkey:<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
A booming market – Good partn<br />
Thin board production line with compactor unit
SIEMPELKAMP | MACHINERY AND PLANTS 4 | 5<br />
ers with a reputable profile<br />
<strong>Siempelkamp</strong> has significantly contributed with presses and plants to the boom of the Turkish wood-based products<br />
industry, one of the fastest-growing industrial sectors of the country. The business relations with Turkish partners have<br />
existed for over 50 years; accordingly, the contact that <strong>Siempelkamp</strong> has maintained with companies located between the<br />
cities of Çerkezköy in the West and Ordu in the East of the country are good. Marketing manager Ralf Griesche visited five<br />
customers with several current orders in October 2008 to find out first-hand the status quo and progresses.<br />
By Ralf Griesche<br />
<strong>Siempelkamp</strong> has been actively present<br />
on the Turkish market since the mid<br />
1960s. Within the first 20 years Turkish<br />
companies ordered 14 single and multidaylight<br />
presses from Krefeld. Except for<br />
one multi-daylight press for MDF, all<br />
lines were designed for the production of<br />
particleboard. “As of 1994 our continuous<br />
press ContiRoll ® entered the picture and<br />
with it the era of MDF. To date we have sold<br />
19 lines incorporating ContiRoll ® press<br />
technology – 13 were MDF and 6 were<br />
particleboard lines. Number 20 will be a<br />
multi-daylight press for doorskins for our<br />
customer YILDIZ Entegre. Altogether we<br />
have taken up a market share which<br />
ensures the capacity of approx. 83% for<br />
MDF and approx. 50% for particleboard.<br />
GIM Export: Facts and figures<br />
GIM Export is the <strong>Siempelkamp</strong> business partner for the Turkish<br />
market. Over the last years all modern continuous production<br />
lines for wood-based products were sold with the support of<br />
GIM Export.<br />
• Established in 1979 by Michael P. Krocker in Göttingen,<br />
Germany<br />
• Market leader in the Turkish wood-based products industry<br />
for 20 years<br />
• Delivery of complete plants for the production of particleboard<br />
and MDF from the woodyard to the finished product<br />
(e.g., laminate flooring)<br />
• Cooperation with <strong>Siempelkamp</strong> since 1994<br />
• 11 employees<br />
• Turnover: 90 million Euro per year<br />
One reason for this success are the stable,<br />
trustful, and long-standing contacts which<br />
connect us with our Turkish customers<br />
as well as the strong position of Michael P.<br />
Krocker, owner of GIM Export and our cooperation<br />
partner in Turkey,” summarizes<br />
Heinz Classen, Managing Directory of<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
GmbH & Co. KG. The five stations of this<br />
trip to customers demonstrate a good<br />
picture of these relationships. Which<br />
<strong>Siempelkamp</strong> lines are already part of the<br />
equipment? Which is the latest project?<br />
Which products are manufactured?<br />
Together with the <strong>Siempelkamp</strong> cooperation<br />
partner GIM Export (see boxed<br />
text) Ralf Griesche finds answers to these<br />
questions on site.<br />
Mr. Michael P. Krocker,<br />
GIM Export
Cooling and stacking line by SHS<br />
Mehmet Sen, project coordinator and<br />
Nihat Turan (from left)<br />
Press gap inside ContiRoll ®<br />
Stops on the trip through Turkey –<br />
Stations of a prospering markets<br />
The first stop on <strong>Siempelkamp</strong>’s trip to visit<br />
customers was Turanlar in Vezirköprü, in<br />
the Samsun region – a long-established<br />
family business from Istanbul with many<br />
different footholds to fall back on, for<br />
example, in the areas of tourism and paper<br />
industry (tea bag and overlay papers). Since<br />
1953 the owner, the Turan family, is<br />
involved in the wood business and bought<br />
the Vezirköprü location from the government<br />
in 1995. The only former governmentally<br />
owned plant for wood processing<br />
still operating is located here and includes a<br />
multi-daylight press for particleboard. Since<br />
the mid 1990s the production spectrum has<br />
also included system beams and plywood<br />
for sheathing. Later on more integrated<br />
products such as furniture boards, CPL, and<br />
parquet were added.<br />
In 2006 the Turan family started an investment<br />
program to ensure fresh impetus for<br />
the location. A <strong>Siempelkamp</strong> plant for the<br />
production of thin MDF specializing in a<br />
board thickness ranging from 1.5 – 30 mm<br />
was ordered in the beginning of 2007<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
representing the start of a new product<br />
range. The line, which was designed for a<br />
production speed of up to 2,000 mm/s,<br />
reaches a daily capacity of 660 m 3 for 3 mm<br />
boards.<br />
The centerpiece of the new forming and<br />
press line for Turanlar is a 7’ x 28 m Conti-<br />
Roll ® press. The first board was produced<br />
on August 8, 2008; three-shift operation<br />
started in September. The scope of supply<br />
also included a triple diagonal saw and a<br />
cooling and stacking line made by <strong>Siempelkamp</strong><br />
Handling Systeme GmbH (SHS).<br />
Furthermore, the company invested in a<br />
new direct-printing and coating line which<br />
is presently being assembled. A line for<br />
flooring and frameless light-weight boards,<br />
a company-owned glue production as well<br />
as an impregnating system complete the<br />
spectrum in Vezirköprü.<br />
For which products and application areas is<br />
Turanlan operating this <strong>Siempelkamp</strong> line?<br />
“The thin MDF product is used unfinished,<br />
coated or finished as light-weight boards. In<br />
addition, we are producing click system<br />
flooring, according to the Megaloc/Classen<br />
patent. The multi-daylight presses also
SIEMPELKAMP | MACHINERY AND PLANTS 6 | 7<br />
Meltem Sefika Turan and Murat Turan at the office<br />
in Istanbul<br />
make unfinished particleboards which are<br />
then processed to furniture and plywood<br />
for sheathing respectively,” reports Nihat<br />
Turan, one of the brothers owning the company<br />
and responsible for the area of technology.<br />
With the new equipment Turanlar<br />
will, once again, live up to its business<br />
philosophy of manufacturing high-quality<br />
and versatile products. Turanlar’s products<br />
are primarily made for the booming domestic<br />
market, 30 to 40% are exported.<br />
In Kastamonu, the second stop on his trip,<br />
Ralf Griesche visited Kastamonu Entegre,<br />
an internationally operating full-line distributor.<br />
Active in the market since 1969,<br />
the company is one of the market leaders<br />
in the wood-based products industry. Company<br />
locations include Kastamonu, Gebze<br />
and Balikesir in Turkey and other locations<br />
abroad. This visit also drew on longstanding<br />
business relations. As one of the<br />
first Turkish customers Kastamonu ordered<br />
a four-daylight press in 1969. Three<br />
continuous presses, including two Conti-<br />
Roll ® presses for MDF for the locations<br />
Gebze and Kastamonu, one ContiRoll ® for<br />
particleboard for Balikesir and one additional<br />
continuous press by Küsters for MDF in<br />
Gebze complete the spectrum.<br />
The latest example for the fruitful customer<br />
relationship between Kastamonu and <strong>Siempelkamp</strong><br />
is an MDF line for Kastamonu<br />
which was ordered in November 2006.<br />
Included in the scope of supply is the<br />
The executive team around Enis Koç (fourth from<br />
the left) in front of the Büttner dryer
A.Yahya Kigili (sitting), President, and Haluk Yildiz, General Manager,<br />
Kastamonu<br />
The ContiRoll ® of the MDF plant<br />
Hidayet Cevik, Project Manager,<br />
Hasan Akpinar, Chief Engineer,<br />
Enis Koç, Plant Director (from left)<br />
Mr. Sabahattin Yaz (center) with his project team<br />
engineering and technological start-up,<br />
from the dryer to the stacking line, by Dr. E.<br />
Schnitzler Industrieplanung. Furthermore,<br />
the order includes a forming and press line<br />
incorporating a 7’ x 55.3 m ContiRoll ® press<br />
with a capacity of 1,000 m 3 /18 mm and a<br />
dryer by Büttner. SHS will supply a cooling<br />
and stacking line, a finishing line as well as<br />
a storage system.<br />
Kastamonu, an exemplary green plant in an<br />
area of 400,000 m 2 , processes wood from<br />
the surroundings in buildings covering an<br />
area of 100,000 m 2 . Three-shift operation<br />
commenced in April 2008 after the first<br />
board was pressed in March 2008. The<br />
product range of the Kastamonu Group<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
includes particleboard and MDF products,<br />
unfinished or surface-coated as furniture<br />
boards, laminate flooring, doors, slats, and<br />
plywood – all products aimed to meet the<br />
needs of the booming interior design and<br />
furniture market in Turkey. Kastamonu<br />
exports furniture boards and laminate<br />
flooring to Iran and Iraq. The company’s<br />
goal is to supply products that are a 100%<br />
finished products! The forecast of the company:<br />
“Our market continuously grows,<br />
every ten years Turkish families buy new<br />
furniture securing us with a promising<br />
future area of production,” notes Enis Koç,<br />
director of the plant in Kastamonu, when<br />
describing the market environment.<br />
The new greenfield plant
SIEMPELKAMP | MACHINERY AND PLANTS 8 | 9<br />
In Kocaeli and Inegöl Ralf Griesche met<br />
with the brothers YILDIZ, representatives of<br />
three influential companies: YILDIZ Sunta<br />
and YILDIZ Entegre in Kocaeli as well as<br />
Starwood in Inegöl represent one of the<br />
world’s largest wood-based products<br />
empires with a combined yearly capacity of<br />
more than 2.7 million m 3 of particleboard<br />
and MDF – initial materials for a diverse<br />
product portfolio. <strong>Siempelkamp</strong> equipment<br />
contributes to this portfolio largely: eight<br />
operating ContiRoll ® presses and a ninth<br />
one, which is currently being built, strike a<br />
proud co-operation balance. Six of these<br />
lines are used for the production of MDF,<br />
three for the production of particleboard.<br />
Fehmi YILDIZ, manager of YILDIZ Entegre,<br />
operates three MDF lines with 7’ x 55.3 m<br />
ContiRoll ® presses in his company. As part of<br />
a new project in October 2007 the full-line<br />
distributor for MDF ordered a 12-daylight<br />
press for doorskins from 3.2 mm MDF<br />
(approx. 11 million doorskins per year).<br />
Again, the engineering was carried out by<br />
Dr. E. Schnitzler. A complete plant including<br />
a forming and press line and dryers by the<br />
<strong>Siempelkamp</strong> subsidiary Büttner Gesellschaft<br />
für Trocknungs- und Umwelttechnik<br />
mbH are currently (mid-October 2008)<br />
supplied and installed.<br />
Installation of the doorskin line at YILDIZ Entegre<br />
Regarding MDF alone, YILDIZ Entegre<br />
provides a daily capacity of 3,600 m 3 .<br />
“Inside our production facilities which cover<br />
an area of 195,000 m 2 we manufacture<br />
furniture boards, floorboard, doors (up to<br />
3,500 daily), laminate flooring and profiles.<br />
80% of our MDF is processed, 20% is<br />
exported. Currently we are involved abroad<br />
with projects in Iran and Russia. 80% of<br />
our wood resources originate abroad,” says<br />
Ahmet Akpinar, factory manager in Kocaeli.
The 12-daylight doorskin press with hotplaten is installed<br />
Installation supervisor Juergen Meyer issues instructions<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Ahmet Akpinar, Factory Manager at YILDIZ Entegre
SIEMPELKAMP | MACHINERY AND PLANTS 10 | 11<br />
Not very far from YILDIZ Entegre and also<br />
located in Kocaeli is YILDIZ Sunta, a<br />
company specializing in the production of<br />
MDF furniture boards and floorboard with<br />
Ahmet YILDIZ as the manager. The location<br />
incorporates two <strong>Siempelkamp</strong> lines for<br />
MDF with 8’ x 23 m and 7’ x 55.3 m Conti-<br />
Roll ® presses. These presses manufacture<br />
MDF – of which 25% is unfinished, 30%<br />
coated, and 45% laminate flooring. 20%<br />
of the produced boards are exported to<br />
countries in the East. 70% of all raw<br />
materials are imported.<br />
To ensure a position as full-line distributor<br />
for the furniture industry YILDIZ Sunta is<br />
also orienting itself towards particleboard.<br />
In December 2007 a contract was signed<br />
with GIM Export for the supply of a new<br />
<strong>Siempelkamp</strong> line for particleboard with a<br />
thickness ranging from 4 to 42 mm. Integral<br />
parts of this order are a 7’ x 42.1 m Conti-<br />
Roll ® press, engineering carried out by Dr. E.<br />
Schnitzler, a Büttner dryer, and a cooling<br />
and stacking line as well as a storage system<br />
by SHS. The changes to the infrastructure<br />
and the construction of the new production<br />
hall have started; the first board is forecasted<br />
for April 2009. From then on a daily<br />
capacity of 2,000 m 3 is anticipated!<br />
The foundation works and the construction<br />
of the production hall are progressing<br />
Ahmet YILDIZ and family
View of the complete press line for thin MDF<br />
The third company in the YILDIZ family is<br />
Starwood A.S. in Inegöl/Bursa. Here,<br />
Mehmet YILDIZ, president, puts all priorities<br />
on high quality standards. The company’s<br />
product range includes 80% furniture<br />
boards and 20% unfinished boards.<br />
Currently, this portfolio is complemented<br />
with light-weight boards. Starwood exports<br />
15% of its products.<br />
Over the last few years the company, which<br />
was established in 1990, developed into<br />
one of the largest providers for wood-based<br />
boards in Turkey. In the center of the<br />
company’s guidelines are the latest technologies,<br />
modern structures and highly<br />
qualified personnel. At Starwood two<br />
ContiRolls ® for particleboard with the<br />
dimensions 8’ x 23.5 m and 6’ x 47 m<br />
manufacture 2,500 m 3 of board daily.<br />
The latest project in cooperation with<br />
GIM/<strong>Siempelkamp</strong> involves a high-performance<br />
line with a 7’ x 28.8 m ContiRoll ®<br />
press for thin MDF with a thickness ranging<br />
from 1.5 to 25 mm. The line is designed for a<br />
production speed<br />
of 2,000 mm/s<br />
and a daily capacity<br />
of 660 m 3 .<br />
The engineering<br />
was again carried<br />
out by Dr. E.<br />
Schnitzler, the<br />
dryer was supplied<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Hüseyin YILDIZ, Starwood<br />
The forming and press line for the thin MDF line<br />
by Büttner and the cooling and stacking<br />
line by SHS. The signing of the contract in<br />
July 2007 was followed by the first pressed<br />
board in June 2008. Three-shift operation<br />
commenced in July 2008. On this line<br />
Starwood manufactures a special product –<br />
frameless light-weight panels. With this<br />
product the company will become one of<br />
the largest and most versatile wood-based<br />
products manufacturers in Turkey.<br />
With this new order Starwood, once again,<br />
falls back on <strong>Siempelkamp</strong> know-how – a<br />
result of the long-standing cooperation<br />
between the two companies. Starwood and<br />
<strong>Siempelkamp</strong> are also working together in<br />
the area of personnel training. For some<br />
time now Starwood is <strong>Siempelkamp</strong>’s<br />
partner in this area. Technicians from<br />
different customers have received intensive<br />
and hands-on training in connection with<br />
the new plant installations.
SIEMPELKAMP | MACHINERY AND PLANTS 12 | 13<br />
Turkey, a market for wood-based<br />
products: An exemplary development<br />
– A strong market<br />
These stops on the trip to Turkish customers<br />
present five stable and pleasant business<br />
relationships and demonstrate: The market<br />
for wood-based products in Turkey is one of<br />
the strongest in the world because its<br />
development in the last ten years is only<br />
comparable to that of China. “In both<br />
countries practically only particleboard was<br />
produced on multi-daylight presses until the<br />
end of the 90s. The triumphal procession of<br />
MDF began with the first installed continuous<br />
press line. This was when the modern, highquality<br />
MDF material met particleboard,<br />
partly produced on old equipment, fueling<br />
the demand for MDF even more,” explains<br />
Griesche.<br />
This development resulted in the speedy<br />
set-up of the MDF industry. While in 1999<br />
MDF capacities reached approx. 430,000 m 3 ,<br />
in 2008 the capacities have reached<br />
4 million m 3 – a tenfold increase in ten years!<br />
<strong>Siempelkamp</strong> has the lion’s share in this<br />
development because the yearly capacity<br />
of all new continuous presses by the<br />
<strong>Siempelkamp</strong> ContiRoll® lines in Turkey<br />
Teverpan<br />
Çerkezköy<br />
ISTANBUL<br />
Kastamonu<br />
Kastamonu<br />
Starwood<br />
*<br />
Balikesir<br />
Orma<br />
*<br />
YILDIZ Entegre<br />
*<br />
Gebze<br />
Inegöl<br />
YILDIZ Sunta<br />
**<br />
Kocaeli<br />
Adapazari<br />
Çamsan<br />
Isparta<br />
Turkey: A boom that can be equaled by no other<br />
• Extremely high building activity, fostered by high investments from private businesses<br />
and governmental institutions in housing construction<br />
• The result of it is a high demand in furniture and wood products for interior design<br />
• 71 million inhabitants – high acceptance of wood for furniture and interior design<br />
• High domestic consumption due to the young population whose share of the total<br />
population of 71 million is very high; the average age is 29 years (CIA World Factbook).<br />
Approx. 500,000 marriages each year result in a high demand for furniture and, for<br />
example, laminate flooring!<br />
• Advancing urbanization and due to it the increasing buying power in urban<br />
consumer hubs promote sales<br />
• Increase in the production volume of furniture from 2005 to 2007 by approx. 50%<br />
• Increase in capacity for MDF since 1999 by tenfold<br />
• Rating for MDF with approx. 4 million m 3 – 3 rd place in global ranking behind China<br />
and Germany<br />
• Market for MDF: approx. 50% go to industrial customers (furniture manufacturers,<br />
interior construction), approx. 50% to distributors and from there to carpenters and<br />
consumers<br />
• Structure of the furniture industry in Turkey: approx. 125 large companies and<br />
approx. 22,000 small companies with less than 10 employees. The industry sector<br />
employs approx. 250,000 people.<br />
• Share in exports: 20%. By tradition, good markets include Iraq, Iran, and the southern<br />
part of the former Soviet Union where no wood resources and no wood-based products<br />
industry exist.<br />
Krefeld company amounts to 3.1 million m 3<br />
alone.<br />
The yearly capacity of particleboard with<br />
approx. 3.5 million m 3 falls only slightly<br />
below that of MDF. Continuous presses<br />
Kastamonu<br />
Kastamonu<br />
Ankara<br />
SFC<br />
*<br />
**<br />
Turanlar<br />
Vezirköprü<br />
MDF Plant<br />
PB Plant<br />
= in engineering<br />
= under construction<br />
(approx. 1.4 million m 3 ) provide 40% of this<br />
capacity, the remaining 60% are provided<br />
by older single and multi-daylight presses.<br />
Some plants are still in engineering or under<br />
construction – that means a shifting in favor<br />
of continuously produced particleboard can<br />
be expected. Each modern plant has the<br />
capacity of approx. 7 to 8 multi-daylight<br />
plants.<br />
What demand is met by this enormous<br />
production force? The capacity increase<br />
over the last decade meets, primarily<br />
for MDF, a high domestic consumption<br />
(see boxed text). “It is impressive<br />
to see how, in Turkey, one market<br />
factor interlocks with another and<br />
forms a unit providing a fertile soil for<br />
the wood-based products industry.<br />
During my trip I could pleasantly observe<br />
that <strong>Siempelkamp</strong> is an efficient<br />
partner to customers offering a high<br />
performance and reliability. The trustful<br />
and constructive intercommunication<br />
due to our long-standing<br />
relationships was a pleasant sideeffect.<br />
With new energy we will now<br />
continue to meet future challenges<br />
together,” concludes Ralf Griesche.
On the occasion of the anniversary celebration customers and<br />
partners of all three business units of the <strong>Siempelkamp</strong> Group came<br />
together. The machinery and plants, foundry and nuclear tech-<br />
nology business units presented their sophisticated and integrative<br />
range of services. “For the first time we had the opportunity to<br />
demonstrate that <strong>Siempelkamp</strong> is more than the sum of its units.<br />
Longtime customers of each business unit were able to experience<br />
the entire spectrum of our long-established company which has<br />
been operating successfully in global markets and set one mile-<br />
stone after another in areas ranging from the wood-based products<br />
industry to the nuclear technology industry,” emphasized<br />
Dr.-Ing. Hans W. Fechner, Managing Director of G. <strong>Siempelkamp</strong><br />
GmbH & Co. KG, Krefeld.<br />
SIEMPELKAMP | GROUP<br />
125 years of <strong>Siempelkamp</strong>:<br />
A celebration with<br />
and employees<br />
From June 19 to 21, 2008 <strong>Siempelkamp</strong> welcomed the world to Krefeld. On the<br />
occasion of the 125 th company anniversary approx. 350 customers from 30 countries<br />
came to join in the festivities. The event was not only a good opportunity to remember<br />
the milestones of the past but also helped nurture the future of successful business<br />
relationships.<br />
By Ralf Griesche
SIEMPELKAMP | GROUP 14 | 15<br />
customers, friends,
Ein Abend beim Altbier<br />
An evening with Alt beer<br />
19/06/2008_Day 1<br />
An evening with customers and guests<br />
The customer event started on June 19 with a tour of Düsseldorf, state capital of North<br />
Rhine-Westphalia, and a stroll through the Old Town including a dinner at the well-known<br />
brewery “Schlüssel”. For our guests from Brazil and China the evening was an atmospheric<br />
introduction into the Rhenish culture and a colorful prelude to what was to come the<br />
following days.<br />
A good conversation<br />
SIEMPELKAMP | | GRUPPE GROUP<br />
In anticipation of the celebrations
SIEMPELKAMP | GROUP<br />
20/06/2008_Day 2<br />
Local color,<br />
<strong>Siempelkamp</strong>-City and a festive dinner<br />
The morning of June 20 was all about the<br />
Rhenish region: Three adventure tours were<br />
organized covering different areas of interest:<br />
a tour of the industrial heritage in the Ruhr<br />
area, a tour to the Hombroich island of<br />
museums, and a tour to see Düsseldorf’s<br />
sights.<br />
The “<strong>Siempelkamp</strong>-City” was the highlight<br />
on the program in the afternoon. At the<br />
Reception at the Rheinterrassen<br />
A colorful program<br />
Rheinterrassen in Cologne the guests were<br />
welcomed with a breathtaking time travel<br />
through the history of the company. An Alt<br />
beer pub from the 19 th century took visitors<br />
to <strong>Siempelkamp</strong>’s time of origin, an American<br />
bar from the 1920s provided cosmopolitan<br />
flair, and an ice cream parlor from the<br />
seventies served, appropriate to the industry,<br />
a so called pipe-forming split instead<br />
of a banana split.<br />
28 | 17<br />
The historical settings finally ended in the<br />
present time: “It is <strong>Siempelkamp</strong> in 2008”<br />
demonstrated with five exhibition areas<br />
which industries utilize <strong>Siempelkamp</strong> technology.<br />
Construction and living-related<br />
industries, the power and nuclear technology<br />
industry as well as the automobile<br />
and aircraft industries rely on <strong>Siempelkamp</strong><br />
technology.<br />
Welcome to the Rhine River region<br />
A pyro artist<br />
125 years of <strong>Siempelkamp</strong><br />
Good entertainment
Business milestones were presented<br />
by Dr.-Ing. Hans W. Fechner. His<br />
conclusion:<br />
“All products are for you – their make is<br />
driven by the creativity and spirit of<br />
innovation of our employees!”<br />
Cast off for the party on the ship<br />
Dr. Dieter <strong>Siempelkamp</strong>:<br />
“Let us build wind mills instead of walls”<br />
Dr. Dieter <strong>Siempelkamp</strong>, Chairman of the Advisory Board and<br />
grandson of the company’s founder Gerhard <strong>Siempelkamp</strong>,<br />
welcomed the visitors with a quote: “When the wind of change<br />
is blowing some people build walls, others build wind mills. We<br />
want to belong to those who are building wind mills and use the<br />
drive of new market impulses to further our development.”<br />
The third speaker, Michael Szukala, Managing Director<br />
of G. <strong>Siempelkamp</strong> GmbH und Co. KG, pointed out<br />
the strong points of the foundry and nuclear technology<br />
business units.<br />
“These business units are not just celebrating 125 years of<br />
company history, but also the production of the 5,000 th MOSAIK ®<br />
container and the construction of a new molding shop. 2008 is<br />
an extra special year for a celebration.”<br />
Being tuned in to the evening in such a way,<br />
all visitors enjoyed not only a gala dinner<br />
but also a show that was a class of its own<br />
including a film about the <strong>Siempelkamp</strong><br />
business units as well as breathtaking<br />
vaudeville show contributions.<br />
Cheers to a great evening<br />
SIEMPELKAMP | GROUP<br />
Further highlights of the evening were the<br />
impressively performed “<strong>Siempelkamp</strong>-<br />
Song” and a dance party into the early<br />
morning hours on the Rhine ship “River<br />
Dream”, docked in front of a picturesque<br />
backdrop.
SIEMPELKAMP | MASCHINEN- UND ANLAGENBAU<br />
Fire show during the gala dinner<br />
21/06/2008_Day 3<br />
A tour of the company’s facilities<br />
in Krefeld<br />
The final event on June 21 st was a tour of the Krefeld factory. The three companies<br />
presented the full range of products. Customers that only know one of the business units<br />
so far could receive an impression of the entire <strong>Siempelkamp</strong> Group in its entire cohesion.<br />
After a tour of the machinery and plants factory, the visitors toured the foundry. With<br />
CARLA and GERTA, parts of the nuclear technology facility were also explored.<br />
At the location<br />
A tour of the company<br />
18 | 19
During the tour customers and partners were also introduced to the expansions at the<br />
location. By 2009 <strong>Siempelkamp</strong> will have invested approx. 54 million euros into new<br />
production means at Krefeld. Included in this number is a new competence center for the<br />
finishing of very large castings and steel components which has already started operation.<br />
A new pattern storage with the latest state-of-the-art storage technology sets the course<br />
into a successful future.<br />
With this impression the visitors departed, accompanied by good wishes from the Krefeld<br />
partner: “Direct contact with our customers, some of which have been dedicated to us for<br />
many years, is very important to us and the success of the company. The congratulations<br />
from all over the world and the contacts made during this event are a great joy and<br />
reassurance for us,” said Dr.-Ing. Hans W. Fechner.<br />
A tour of the company<br />
Guests and staff during the tour of the company<br />
SIEMPELKAMP | GROUP
SIEMPELKAMP | GROUP<br />
28/06/2008_Open house<br />
A high-spirited party<br />
A week later <strong>Siempelkamp</strong> celebrated<br />
again – this time all employees, former<br />
employees, local politicians, representatives<br />
of local organizations, and neighbors were<br />
invited. Over 4,900 visitors came to be part<br />
of a cheerful party and a colorful program.<br />
Krefeld’s mayor Gregor Kathstede welcomed<br />
the visitors with congratulations and<br />
made it clear that Krefeld’s economy is not<br />
20 | 21<br />
imaginable without <strong>Siempelkamp</strong> as an<br />
important economic factor.<br />
The mayor’s praise was followed by<br />
enjoyment for all guests. A walk on a tight<br />
rope, face painting for the kids, live entertainment,<br />
beach volleyball and numerous<br />
buffets – it was a day filled with fascinating<br />
impressions for young and old and for each<br />
taste.
At the rope course<br />
This day also provided the opportunity to take a closer look at the<br />
different working areas at <strong>Siempelkamp</strong>. The production area of the<br />
machinery and plants business unit demonstrated with the areas of<br />
chipping, turning shop, welding and assembly, hydraulics and hotplaten<br />
manufacturing what <strong>Siempelkamp</strong> employees accomplish<br />
on a daily basis. Visitors were also able to visit certain areas of the<br />
foundry such as the pattern making shop, core-making shop,<br />
melting plant, and fettling shop. People outside a particular sector<br />
of industry and future trainees were impressed by the various<br />
fascinating processes. The responsibilities of a pattern maker were<br />
demonstrated and why the fettling of our castings is so important.<br />
Street painter in action<br />
At the end of the day the management<br />
surprised all employees and former<br />
employees with a special gift – the “<strong>Siempelkamp</strong>”<br />
book was specifically published on<br />
the occasion of the company’s anniversary.<br />
From the setting up of the company by<br />
Gerhard <strong>Siempelkamp</strong> to becoming a world<br />
market leader during the German economic<br />
boom in the 60s to the company’s internationalization<br />
to the new technology<br />
network in the 21 st century – this book<br />
vividly presents the company’s history<br />
Delicious!<br />
SIEMPELKAMP | GROUP<br />
Fun for the young and the young at heart
SIEMPELKAMP | GROUP<br />
including many time records, photos, and<br />
documents from the last 125 years.<br />
125 years of <strong>Siempelkamp</strong> were duly<br />
celebrated. Now business has to go on.<br />
“With more than 2,400 employees worldwide,<br />
an exemplary investment program for<br />
our Krefeld location as well as our top<br />
position in all relevant markets our future<br />
sits on a solid foundation,” said Dr.-Ing.<br />
Hans W. Fechner with a view to the future.<br />
“Immense amounts of means are worldwide put towards the<br />
preservation and expansion of energy generation. <strong>Siempelkamp</strong><br />
has become a reliable partner with products and services<br />
in this business area. We want to add challenging future<br />
objectives to our previous successes. With an investment and<br />
development offensive we continue to build our future.”<br />
Michael Szukala, Managing Director of G. <strong>Siempelkamp</strong><br />
GmbH und Co. KG<br />
... at the open house ...<br />
... at <strong>Siempelkamp</strong> in Krefeld<br />
“Our objective in the past, present, and the future has been to<br />
become the market leader in all areas where we conduct<br />
business. Our customers’ needs and satisfaction are most<br />
important to us. With our products and services we aim to<br />
offer the best possible benefit to our customers.”<br />
Dr. Dieter <strong>Siempelkamp</strong>, Chairman of the Advisory<br />
Board<br />
A tour of the new workshops<br />
Nearly 5,000 visitors ...<br />
22 | 23<br />
“By offering products and services tailored to specific needs and<br />
at a high technical level we have become a motor for technical<br />
innovations. All this we do with the solid foundation of our<br />
long-established company which has operated successfully in<br />
the globalized markets with branch offices and production<br />
facilities all over the world.”<br />
Dr.-Ing. Hans W. Fechner, Spokesperson of the<br />
Management of G. <strong>Siempelkamp</strong> GmbH & Co. KG
Keyword “Production Intelligence”:<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Efficient use of resources in the wood-<br />
based products industry with Prod-IQ ®<br />
Due to intelligent process control<br />
engineering by <strong>Siempelkamp</strong>, cost<br />
reductions and resource savings are<br />
no longer a vision but have become<br />
a reality. Prod-IQ ® has established itself<br />
as a tool to control processes in the<br />
production of panel-type wood-based<br />
materials. The benefit: process modeling<br />
and online quality control are precisely<br />
tailored to the specific requirements<br />
of the wood-based products industry!<br />
P rod-IQ® is based on a wide range of modules and covers the<br />
areas of production data management, online quality forecasting<br />
as well as servicing and maintenance. Prod-IQ ® is divided<br />
into the separate areas of Prod-IQ.basics, Prod-IQ.business,<br />
Prod-IQ.quality, and Prod-IQ.maintenance.<br />
The experiences with Prod-IQ ® have demonstrated that variations<br />
in quality can be permanently reduced. Customers benefit from<br />
significant material savings of more than 2.5% and, at the same<br />
time, from a reduction of the scrap material rate by 1%. For the<br />
relevant quality parameters online quality forecasts are achieved<br />
with 95% accuracy. Downtimes are reduced by up to 2.5%.<br />
Prod-IQ ® in use<br />
One large advantage of the tool: The availability of reliable, up-todate<br />
and need-driven (management) data adds more transparency<br />
and comparability to the production process. Production parameters<br />
are precisely determined and evaluated. The database<br />
provides answers to questions such as: What is when, where and<br />
to what amount used for the production of a board? The answers<br />
lead to a more efficient use of the resources.<br />
Creating transparency –<br />
the production database Prod-IQ®<br />
By Gregor Bernardy<br />
Prod-IQ ® offers numerous features to achieve higher productivity.<br />
The ability to generate reliable and up-to-date management data<br />
on plant availability, capacity, consumption, and cost is one of the<br />
system’s strong points. Furthermore, the system allows the online<br />
quality forecasting of critical material parameters such as internal<br />
bond, bending strength, thickness swelling, and surface soundness<br />
which can otherwise only be determined through destructive<br />
material tests in a laboratory. Condition-based servicing and<br />
maintenance are also part of the system. The tools also allow for a<br />
quick start-up after a shutdown and a continuous improvement in<br />
the operation of <strong>Siempelkamp</strong> plants.
SIEMPELKAMP | MACHINERY AND PLANTS 24 | 25<br />
Prod-IQ.basics is a standard feature of our new ContiRoll ®<br />
installations. Important process data regarding the control units,<br />
from the woodyard to the stacking line, are collected by this system.<br />
Thus, the performance record of a plant is traceable all the way to<br />
the plant acceptance test. With regard to “TCO – Total Cost of<br />
Ownership” the customer has access to detailed information about<br />
consumption and performance which can be used in a performance<br />
analysis.<br />
Prod-IQ.business is used to evaluate specific need-driven process<br />
data, for example, for shift, daily and monthly reports. The system<br />
can also provide evaluations on management, formaldehyde and<br />
dryer related data as well as evaluations of the sanding to the<br />
finishing line.<br />
The result: Necessary process data can be stored, evaluated and<br />
analyzed in a simple and automated way. Thus, the software makes<br />
it easy to locate the main cost causers and resource users in the<br />
plant. The success of measures that optimize processes becomes<br />
measurable and traceable. For example, if needed, the electric<br />
power consumption for individual control cabinets or motors can be<br />
recorded and evaluated. This makes it possible to precisely analyze<br />
the benefit-cost ratio of more energy efficient motors.<br />
Example for SPOC online quality control<br />
(1) red curve: calculated forecast value for the product<br />
quality<br />
(2) green curve: safety buffer to guarantee acceptable<br />
quality level<br />
(3) blue curve: acceptable quality level<br />
Online quality control saves time and costs<br />
The material flow tracing included in Prod-IQ.basics is the basis for<br />
an analysis of the relation between process parameters and the<br />
quality of the resulting products. The system documents exactly<br />
under which condition and at what quality the product was<br />
produced. Prod-IQ.quality (also known as SPOC) automatically<br />
learns the connection between process parameters and the<br />
resulting quality and uses this knowledge for future process<br />
adjustments.<br />
Online process models help forecast, with high precision, the<br />
quality of the finished board product (screenshot) which can otherwise,<br />
for particleboard, MDF and OSB, only be determined through<br />
destructive material tests in a laboratory. Important quality parameters<br />
such as internal bond, bending strength and thickness<br />
swelling can be determined with 95% accuracy in online quality<br />
forecasts. The raw density can be determined with 99% accuracy.<br />
Not even inline board scales can obtain this level of accuracy.<br />
The screenshot illustrates an example of the online quality control<br />
with Prod-IQ.quality. Within a period of 30 minutes the operator<br />
reduced the raw density by 5 kg/m 3 until the safety buffer,
Material Flow Tracking with Lab Report<br />
P R O C E S S F L O W<br />
guaranteeing the acceptable quality level for the bending strength,<br />
was reached. The result of this fine-tuning adjustment: At a<br />
guaranteed consistent quality, material savings of more than 2.5%<br />
were reached during ongoing production.<br />
Another advantage: At a consistent quality level Prod-IQ.quality was<br />
easily able to achieve lighter boards and a reduction in the use of<br />
the bonding agent.<br />
Condition-based servicing:<br />
Maintenance whenever required<br />
The modules of Prod-IQ.maintenance focus on preventive maintenance<br />
and servicing jobs on production machines and plants.<br />
They concentrate on the essential and carry out the necessary maintenance<br />
tasks. The advantage: By integrating Prod-IQ.maintenance<br />
into the production process, a cost efficient, condition-based<br />
maintenance strategy is put into action.<br />
Time Value<br />
Bending Modulus of Ruptures – –<br />
Internal Bond 12:00:00 0.43 N/mm 2<br />
Lab Cut 10:00:00<br />
Thickness 9:59:55 19.44 mm<br />
spec. Pressure Frame 38 Center 9:59:38 50.19 bar<br />
Temperature Heating Zone 5 9:59:30 195.60 °C<br />
– – –<br />
Temperature Heating Zone 1 9:58:27 227.30 °C<br />
Pressure Prepress Entrance 9:57:31 128.20 bar<br />
Weight/Unit Former 9:57:17 27.90 kg/m 2<br />
Moisture Core Layer 9:56:26 6.30%<br />
Glue Factor Core Layer 9:53:19 8.60%<br />
– – –<br />
Temperature Dryer Outlet 7:45:00 170.90 °C<br />
_ _ _<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
1<br />
record<br />
Customers save a lot of time because the <strong>Siempelkamp</strong> system<br />
provides pre-configured maintenance and service documents. The<br />
Prod-IQ.maintenance system notifies the user when maintenance is<br />
necessary and which procedure is to be carried out and also<br />
specifies which actions to take. With Prod-IQ.maintenance plant<br />
downtimes are reduced because maintenance is no longer just<br />
carried out after a disaster has taken place. Costly production<br />
downtimes and the time and energy it takes to start up a plant after<br />
a shutdown can thus be avoided.<br />
An example: Heightened power inputs from drive motors for saw<br />
blades, chippers or flakers oftentimes are a sign for progressed<br />
wear. Once threshold levels are reached it is better to replace knives<br />
or saw blades than to continue producing with increased energy<br />
use. This is where a condition-based maintenance system, which is<br />
connected to the production process, comes into play. It monitors<br />
the adjustable threshold values and reports when certain actions are<br />
required.
SIEMPELKAMP | MACHINERY AND PLANTS 26 | 27<br />
The ability to always know exactly what happens when<br />
and where<br />
Numerous demands are made on the abilities of intelligent process<br />
control systems. These abilities include establishing production data<br />
bases and creating transparency as well as carrying out online<br />
quality control and condition-based maintenance. Such decisive<br />
characteristics all aim at making the most of the information<br />
obtained from a (wood-based products) plant with the ultimate<br />
goal of reducing costs and resources.<br />
Our field experience proves the potential that the <strong>Siempelkamp</strong><br />
concept provides. For a particleboard plant with a daily capacity of<br />
1,000 m 3 /day, a cost reduction of more than 800,000 euros per year<br />
can be achieved. (Cf. example in figure below)!<br />
Example for cost reductions with the <strong>Siempelkamp</strong> Prod-IQ ® process control system<br />
Let us take a look into the future: Against the background of<br />
growing costs for raw materials and energy, the intelligent use of<br />
all plant data is gaining more importance. Load forecasts and loaddependent<br />
cutoffs of individual machines respectively are top issues<br />
and support the operator in optimizing contract conditions with<br />
power supply companies. Relevant process data play a decisive role<br />
here. With Prod-IQ ® <strong>Siempelkamp</strong> customers are well prepared<br />
because they have the essential data available.<br />
To precisely know what happens when and where is the objective<br />
that <strong>Siempelkamp</strong> pursues together with customers. This principle<br />
creates the required transparency for efficiency increases and plant<br />
improvements.
The printing and packaging industry, as<br />
one example, is acquiring parts with a<br />
lighter weight and a smaller size when<br />
compared to the classic foundry products.<br />
The market is making specific demands:<br />
“Demands on the folding carton market<br />
are getting tougher all the time. Competition<br />
is intensifying, runs are getting<br />
shorter, and cost pressure is increasing.<br />
Customers are looking for ever quicker and<br />
better results at ever lower prices. They also<br />
expect a higher level of customization.<br />
Innovative carton designs aimed at specific<br />
target groups are being increasingly used to<br />
make products stand out at the point of<br />
sale,” Stefan Mettler, Managing Director of<br />
<strong>Siempelkamp</strong> Foundry, describes.<br />
For companies that are involved in the<br />
production of specific machines the consequences<br />
are: “Producing packaging for<br />
the cosmetics, pharmaceutical and food<br />
industries often means handling end<br />
products which are elaborately designed<br />
folding cartons. This puts very high<br />
demands on materials, tools and the<br />
machinery.”<br />
Packaging is more than just a<br />
protective shell<br />
<strong>Siempelkamp</strong> castings are, for example,<br />
used in die-cutting machines that produce<br />
cosmetics packaging. The castings for these<br />
machines have piece weights ranging from<br />
SIEMPELKAMP | FOUNDRY<br />
By Jean-Louis Durand<br />
State-of-the-art for large as well as small products:<br />
Quality castings from <strong>Siempelkamp</strong><br />
Foundry for the printing and<br />
packaging industry<br />
<strong>Siempelkamp</strong> Foundry is a leader in<br />
the production of heavy and large<br />
castings. The company holds several<br />
world records for heavy castings made<br />
of nodular cast iron. The casting of the<br />
CASTOR ® nuclear waste containers is<br />
another example for the company’s<br />
high quality standards. The Siempel-<br />
kamp Foundry is not only trend-setting<br />
with its large-scale castings, smaller<br />
castings are also up and coming.<br />
2,500 to 10,000 kg (2.8 to 11 US tons),<br />
and their dimension is close to 2,500 mm<br />
(length) x 1,500 mm (width) x 1,000 mm<br />
(height) (8 ft x 5 ft x 3 ft).<br />
On die-cutting machines board sheets<br />
are separated and transported to cutting<br />
stations which will outline the packaging<br />
units and then transfer them to glue<br />
stations. The light board sheets arrive at<br />
the different machine stations with high<br />
speeds – without any incidents and, first<br />
and foremost, without any damages to the<br />
appearance of the high-quality product.<br />
The demands on smoothly operating technology<br />
are high because, due to the high<br />
operating speeds, the human eye cannot
SIEMPELKAMP | FOUNDRY 28 | 29<br />
follow the individual process steps. Only in<br />
slow motion does it become clear what<br />
kind of precision is involved in each individual<br />
process.<br />
Each year <strong>Siempelkamp</strong> Foundry supplies<br />
approx. 1,500 t (1,653 US tons) of castings<br />
to leading machine manufacturers for the<br />
printing and packaging industry. “All<br />
castings are in close contact with the end<br />
product during the production process.<br />
Therefore, our customers, all of them<br />
leaders in their field of expertise, demand<br />
high production quality and dimensional<br />
accuracy,” says Jean-Louis Durand, sales<br />
manager for this target group.<br />
These demands are made not only to<br />
protect the content of a packaging but<br />
mainly to make the visual appearance of<br />
the packaging tasteful to the consumer.<br />
Consumers are finding it harder to keep<br />
track of what is offered. It is becoming<br />
increasingly common for them to choose<br />
which product to buy only once they arrive<br />
at the shop. Here, the packaging makes<br />
their mind up in a matter of seconds. An<br />
attractive appearance, high-quality tactile<br />
features, and an independent visual<br />
message make the folding carton a key<br />
part of the product with an active role to<br />
play in the purchasing decision.<br />
As an important link in the production<br />
chain <strong>Siempelkamp</strong> Foundry sets essential<br />
quality standards. The result is that for years<br />
all customers have had their parts produced<br />
by <strong>Siempelkamp</strong> Foundry.<br />
A casting in the fettling shop<br />
High precision for components<br />
The conclusion: If machines are producing<br />
such supersensitive products, their components<br />
must also conform to high<br />
precision standards. Only slight deformations<br />
in the casting structure can influence<br />
the quality of the entire machine. For<br />
machine manufacturers the assurance that<br />
the supplied parts comply with the<br />
necessary requirement for rigidity is indispensable.<br />
The end product’s value and<br />
fitness is a crucial factor. For larger<br />
machines the cutting pressure reaches up<br />
to 600 t (661 US tons).<br />
The quality of a casting first becomes<br />
apparent in the fettling shop. Here it is<br />
ensured that the surface is free from<br />
imperfections after surface finishing.<br />
Machine allowances are figured into the<br />
finishing processes so that after chipremoving<br />
processes only sound and flawless<br />
material is available. Each imperfection<br />
in the casting would cause a mark on the<br />
end product.<br />
Fully automated machine for the production of cartons<br />
The production of some castings is extremely<br />
complex: Tubes are inserted during<br />
the pouring of the casting to serve as air<br />
ducts. Drilled holes on the surface, that are<br />
in contact with the product, lead all the<br />
way to the air ducts. Via vacuum the<br />
board sheets are lifted from the stack and<br />
transported. Impurities and marks on the<br />
counterpiece have to be avoided as well<br />
since these would also influence the quality<br />
of the product.<br />
From the wide variety of products offered<br />
by <strong>Siempelkamp</strong> Foundry this example<br />
demonstrates that <strong>Siempelkamp</strong> supplies<br />
the highest fitting accuracy and precision<br />
for large as well as small castings!
SIEMPELKAMP | MACHINERY AND PLANTS<br />
CMC Texpan: “Pegasus” –<br />
the submarine project By Dr. Dario Zoppetti<br />
For over 25 years <strong>Siempelkamp</strong> Maschinen- und Anlagenbau GmbH & Co. KG and CMC<br />
Texpan S.r.l. have been shareholding companies. At the locations Colzate near Bergamo<br />
and Vimercate near Mailand, CMC Texpan has been working together with <strong>Siempelkamp</strong> on<br />
a project by the name “Pegasus”. The project is extraordinary for the <strong>Siempelkamp</strong> Group<br />
and involves a new miniature submarine.
SIEMPELKAMP | MACHINERY AND PLANTS 30 | 31<br />
“Pegasus” in the machine shop<br />
In 2006 CMC had already made a name<br />
for itself in this industry sector when it<br />
produced two submarine bodies – so called<br />
battery pods – with a length of 28 meters<br />
(91 ft), a diameter of 5.5 meters (18 ft) and<br />
a total weight of 350 tons (386 US tons) for<br />
a Venezuelan power supplier: These submarines<br />
were used for civil purposes – they<br />
were used in maintenance operations in a<br />
water reservoir.<br />
“This first underwater adventure of CMC<br />
Texpan was developed in cooperation with<br />
GSE Trieste. We have been working<br />
together with the highly specialized technicians<br />
of GSE for many years,” explains<br />
Dr. Dario Zoppetti, president of CMC<br />
Texpan. Zoppetti, who worked as a teacher<br />
in the fields of mechanical technology<br />
and engineering in the 70’s, instructed<br />
Maurizio Branchini, now managing director<br />
of GSE Trieste, and Franco Brembilla, now<br />
managing director of CMC Texpan.<br />
2008 was influenced by “Pegasus”, a new<br />
project whose completion, once again,<br />
involved a partnership with GSE Trieste. The<br />
four seat sport submarine is part of a mega<br />
yacht and will be used for civil purposes.<br />
The submarine will have a length of approx.<br />
8 meters (26 ft) and a weight of 10 tons<br />
(11 US tons). It can dive to a depth of<br />
160 meters (525 ft). CMC will complete the<br />
interior of the submarine, the hydraulic<br />
Submarine “Nautilus”<br />
Decompression chamber<br />
Submarine “Pegasus” “Pegasus” with design engineers<br />
parts and the electronic devices necessary<br />
for navigation.<br />
In the summer of 2008 CMC’s “Pegasus”<br />
had to undergo inspections by RINA. Since<br />
1861 RINA has certified ships and yachts<br />
into the Italian maritime register. RINA<br />
guarantees the high quality and safety<br />
standards of all ship components and<br />
materials. The final configurations on the<br />
submarine were carried out in the fall of<br />
2008 by CMC. Work is in progress on<br />
further underwater projects of the Italian<br />
company: another submarine with a similar<br />
design will be ready for delivery in the<br />
spring of 2009.<br />
Submarines – multiple areas of use<br />
While in the past submarines were manufactured<br />
primarily for military underwater<br />
purposes, today submarines have many<br />
uses for civil purposes. “Submarines are<br />
often used for research purposes, for<br />
example, when archeological findings and<br />
wreckages have to be retrieved. The<br />
expeditions of the submarines ‘Alvin’ and<br />
‘Bismarck’ to the wreckage of the Titanic<br />
have become famous. Submarines also<br />
support environmental protection endeavors<br />
by securing harmful substances on the sea<br />
bed and protecting underwater nature<br />
parks,” explains Dr. Dario Zoppetti.<br />
Additional applications are far-reaching: For<br />
example, research in the field of maritime<br />
biology on the sea bed and geological<br />
analyses are further advanced with submarines.<br />
Underwater pipelines for natural<br />
gas and oil as well as electrical and data<br />
transfer pipes are examined and tested via<br />
submarines. The technology used in<br />
decompression chambers has gained<br />
importance in the medical field – keyword:<br />
“pressure chamber”.<br />
Further application areas: Civil submarines<br />
can give assistance to military submarines<br />
as well as carry out underwater shoreline<br />
monitoring. For example, smuggling can be<br />
prevented.<br />
Last but not least, submarines are used as a<br />
tourist attraction by opening up the underwater<br />
world to travelers. The first submarine<br />
specifically created for this purpose<br />
was the “Auguste Piccard”. On the occasion<br />
of the 1964 Swiss National Exhibition,<br />
40 passengers descended into Lake Geneva<br />
inside this submarine.<br />
Their numerous application areas and their<br />
high diversity of tasks have turned submarines<br />
into a promising niche product for<br />
CMC Texpan. The product, which still holds<br />
vast possibilities for development, is also an<br />
interesting enrichment for the portfolio of<br />
the <strong>Siempelkamp</strong> Group.<br />
“Nautilus”
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Conveyor belt press business in 2008:<br />
<strong>Siempelkamp</strong> quality across<br />
the continents By Steffen Aumüller<br />
Brown coal mining at Garzweiler, Germany
SIEMPELKAMP | MACHINERY AND PLANTS 32 | 33<br />
<strong>Siempelkamp</strong> technology has a long tradition and can be found in many industries.<br />
Our company has gained an outstanding reputation in the market for conveyor belt<br />
vulcanizing presses since the 1930’s. <strong>Siempelkamp</strong>’s machine quality and reliability<br />
are state-of-the-art. The still growing need for raw materials has increased the<br />
demand for conveyor belts. This, in turn, is reflected in a stronger interest for new<br />
<strong>Siempelkamp</strong> vulcanizing presses worldwide. For Bulletin, Steffen Aumüller, sales<br />
manager for rubber presses at <strong>Siempelkamp</strong>, summarizes the business milestones<br />
in 2008.<br />
Port Clinton, Ohio: Two <strong>Siempelkamp</strong><br />
presses passed their acceptance tests in<br />
the summer of 2008: a textile conveyor<br />
belt press in June 2008 and a steel cord<br />
conveyor belt press in August. Both presses<br />
are installed at Fenner Dunlop North<br />
America Inc., a manufacturer of conveyor<br />
belts for mining and other large scale<br />
industries. The presses were ordered in<br />
2006 and delivered in October 2007. Both<br />
lines, incorporating a press with a length<br />
of 18.4 meters, hold several records. The<br />
steel cord conveyor belt line is currently<br />
the world’s largest and the 18 meter long<br />
Evaluation of component parts by the customer in the<br />
Krefeld factory<br />
(59 ft) and 2.6 meter (8.5 ft) wide hotplaten<br />
is the world’s longest continuous hotplaten.<br />
The multi-piston press design was also sold<br />
in the USA for the first time. “The new<br />
design guarantees the most optimized<br />
pressure distribution ever achieved with a<br />
non-continuous hydraulic cylinder press,”<br />
Steffen Aumüller explains. In the late 1990s<br />
<strong>Siempelkamp</strong> introduced the new press<br />
type, the multi-piston press, to the market:<br />
Pressure and temperature distribution were<br />
optimized in this press which, in turn,<br />
resulted in highly improved process reliability.<br />
The steel cord conveyor belt line is<br />
equipped with a double-sized creel<br />
designed for 416 cables. This results in<br />
doubled capacity! 200 cables can be<br />
tightened with a force of 3,900 N<br />
simultaneously by the line. In this way,<br />
quick product changes become possible<br />
because 200 cables are under production<br />
and the other 200 cables will be loaded and<br />
unloaded for the next product. Additionally,<br />
<strong>Siempelkamp</strong> adjusted the speeds for<br />
loading and unloading of the press to the<br />
new press length (16 m/min–32 m/min).<br />
Multi-piston press The world’s longest continuous hotplaten
Creel with cable guiding Creel<br />
The textile conveyor belt press is identical in<br />
construction. However, because of the<br />
extremely heavy textile belts it is equipped<br />
with a pull-roll stand. In contrast to the<br />
steel cables of the steel cord conveyor<br />
belt press, the belt tension and shear forces<br />
are absorbed by a multi-layered textile<br />
material. The ready-made belts are<br />
vulcanized inside the press with a pressure<br />
of up to 400 N/cm 2 .<br />
Conveyor belts of this kind are used for the<br />
transport of heavy loads over long distances,<br />
for example, in the field of surface<br />
mining. These belts can move tonnages of<br />
up to 40,000 t (44,092 US tons) per hour.<br />
Even the world’s largest earth-moving<br />
machines cannot compete.<br />
With both <strong>Siempelkamp</strong> lines, the socalled<br />
96-inch solution, Fenner Dunlop has<br />
significantly strengthened its position as a<br />
global player in the field of conveyor belts.<br />
Both lines play an important part in<br />
securing the state-of-the-art status of<br />
Fenner-Dunlop machinery. Altogether, the<br />
company invested approx. $38 million at<br />
the Port Clinton location in Ohio. 75 new<br />
jobs were created.<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
For Fenner Dunlop this large investment<br />
will result in enormous potentials in the<br />
company’s markets, David Hurd, president<br />
of Fenner Dunlop North America, points<br />
out during the inauguration celebrations<br />
for the 96-inch solution. The decision to<br />
invest in Ohio will further strengthen the<br />
competitive position of the company<br />
worldwide.<br />
During the opening ceremony David<br />
Landgren, Executive Director of Fenner<br />
Dunlop Conveyor Belting Americas and<br />
Australia, stated, ”The equipment you see<br />
here is state-of-the-art, the best in the
SIEMPELKAMP | MACHINERY AND PLANTS 34 | 35<br />
world.” The only alternative to this solution<br />
would have been equipment with old<br />
technology: “But we've made a commitment<br />
to excellence.”<br />
Kwinana, Australia: Another steel cord conveyor<br />
belt press was sold to the Australian<br />
subsidiary of Fenner Dunlop – Enerka Apex.<br />
This press line was ordered in October<br />
2007, the delivery is scheduled for the<br />
fourth quarter of 2008. Key data for this<br />
press include: 18.4 m (60 ft) in length,<br />
3.2 m (10.5 ft) in width, and a press<br />
capacity of up to 25,000 t (27,557 US tons).<br />
This press will be one of the strongest of its<br />
kind in the plastics and rubber industry.<br />
Fenner Dunlop ordered this steel cord<br />
conveyor belt line for a new production<br />
plant in Kwinana, south of Perth. The line<br />
will produce steel-reinforced conveyor belts<br />
with a width up to 3.2 m (10.5 ft) and a<br />
thickness up to 50 mm (2 in). The capacities<br />
are impressive when you assume a yearly<br />
production of 330,000 m 2 would equal a<br />
belt length of 103 km (64 miles) with a belt<br />
width of 3.2 m (10.5 ft). The creel is<br />
designed for 520 cables; 260 cables are<br />
pulled through the press. Fenner Dunlop<br />
made the decision to go with <strong>Siempelkamp</strong><br />
because the company expects to advance<br />
Left: Cable clamping and tensioning device<br />
Right: Compactor lorry<br />
Compactor lorry pit with cable floor<br />
Compactor lorry pit with cable floor
Green conveyor belt at press infeed<br />
SIEMPELKAMP | MACHINERY AND PLANTS
SIEMPELKAMP | MACHINERY AND PLANTS 36 | 37<br />
their own reputation as a world market<br />
leader and innovator in the area of<br />
conveyor belt technology.<br />
An interesting note about our business<br />
relationship to Fenner Dunlop: With these<br />
three presses for North America and<br />
Australia, the Fenner Group has ordered,<br />
within a time period of 14 months, the<br />
three longest conveyor belt presses in the<br />
history of <strong>Siempelkamp</strong> as well as of the<br />
rest of the world. “The fact that the<br />
company had no opportunity to view this<br />
new press type before making their buying<br />
decision is a pleasant indicator for the great<br />
trust in <strong>Siempelkamp</strong> technology,” says<br />
Steffen Aumüller.<br />
Shandong Province, China: A <strong>Siempelkamp</strong><br />
success story in the area of rubber presses<br />
in 2008 comes from Asia. A multi-piston<br />
down-stroke press was sold to the Chinese<br />
company Shandong Aneng, established in<br />
January 2008. The decision for the new<br />
<strong>Siempelkamp</strong> press was made in a joint<br />
venture with Veyance Technologies,<br />
Goodyear EP respectively. With a dimension<br />
of 3.2 m (10.5 ft) in width and 18.4 m<br />
(60 ft) in length this press belongs to the<br />
world’s largest conveyor belt presses.<br />
Furthermore, this is the first multi-piston<br />
down-stroke press sold to the Chinese<br />
market. The delivery is scheduled for<br />
January 2009.<br />
Press with cooling area<br />
Winder with 2,000 mm (6.5 ft) belt<br />
From left to right: Mike Hock, Vice President Special Projects; Steffen Aumüller, Sales Rubber Presses;<br />
Ludger Fleuter, Site Manager
Lifting device during first use<br />
SIEMPELKAMP | NUCLEAR TECHNOLOGY<br />
<strong>Siempelkamp</strong>’s Nuclear Tech<br />
Lifting device for<br />
internals for the<br />
By Jörg Grittmann and Christoph Aiglsdorfer<br />
In December 2007 <strong>Siempelkamp</strong><br />
Nuclear Technology received an<br />
order for the manufacture and<br />
delivery of a lifting device for<br />
the nuclear power plant Brokdorf.<br />
A commitment to a delivery in only<br />
7 months was the precondition for<br />
obtaining this order!<br />
The supply and retrofitting of components<br />
for existing and new nuclear<br />
power plants are core strengths of <strong>Siempelkamp</strong>’s<br />
Nuclear Technology business unit.<br />
The order from Brokdorf confirms our<br />
excellent reputation especially considering<br />
the very short project time. The project was<br />
carried out at our locations in Heidelberg<br />
(project management) and Linz (engineering).<br />
The standard preliminary examination<br />
documents necessary for obtaining the<br />
mandatory expertise and verifications from<br />
regulating authorities had to be compiled<br />
and submitted in the shortest time possible.<br />
During this phase the cooperation between<br />
the operating company, the authorities,<br />
<strong>Siempelkamp</strong> and our suppliers worked<br />
in <strong>Siempelkamp</strong>’s favor. The tight time<br />
schedule could be kept and the preliminary<br />
examination documents were approved by<br />
regulating authorities after only a short time.<br />
While preparing the preliminary examination<br />
documents, <strong>Siempelkamp</strong> received, ahead<br />
of schedule, the material approval for semi-
SIEMPELKAMP | NUCLEAR TECHNOLOGY 38 | 39<br />
nology business unit has a competitive advantage:<br />
reactor pressure vessel<br />
nuclear power plant Brokdorf<br />
finished parts such as forgings which<br />
normally have long delivery times.<br />
The design, workmanship and manufacturing<br />
control of the lifting device conform<br />
to the KTA safety standards stipulated<br />
by the Nuclear Safety Standards Commission.<br />
These standards, which are marked with<br />
the abbreviation KTA (KernTechnischer<br />
Ausschuss – Nuclear Safety Standards<br />
Commission), are comparable to DIN<br />
standards. They guarantee the highest<br />
degree of operational and environmental<br />
safety for a nuclear facility. The lifting beam<br />
for the reactor pressure internals for Brokdorf<br />
was designed according to standards<br />
KTA 3902 / 3903, sections 4.2 and 4.3<br />
respectively, lifting class H4 and according<br />
to DIN 15018 / T1 for lifting devices.<br />
Lifting device for reactor pressure<br />
vessel internals – What purpose does<br />
it serve?<br />
Nuclear power plants are shut down in<br />
regular intervals and disconnected from the<br />
power mains to carry out overhauls.<br />
Mandatory recurring checks are performed<br />
on most components and internals of the<br />
power plant during these inspections.<br />
For these purposes the internals inside the<br />
reactor pressure vessel including the upper<br />
internals with and without control rod and<br />
the lower internals have to be lifted out of<br />
the reactor. The lifting device is used to<br />
perform this task. The device can lift all<br />
internals at once or the upper and lower<br />
internals separately.<br />
The main advantage of the <strong>Siempelkamp</strong><br />
lifting device is that all lifting procedures<br />
can be performed without the need for retooling<br />
or additional equipment. This results<br />
in significant time and cost savings for the<br />
operating company during inspections. The<br />
lifting device is operated from a control<br />
panel indicating all plant conditions with<br />
corresponding signals.<br />
The lifting device for pressure vessel internals<br />
comprises the following components:<br />
• Lifting device body with hook assembly<br />
• Telescopic bars<br />
• Ring beam<br />
• Water-based hydraulics<br />
• Electrical equipment<br />
Optional design features:<br />
• Lifting device for pressure vessel internals<br />
can be disassembled for use in other<br />
power plants and/or units in the operating<br />
company<br />
• Adapter for additional crane hooks<br />
• Extra installations and fittings inside the<br />
containers for storage and transport of the<br />
lifting device<br />
The total weight of the lifting device is<br />
approx. 19,000 kg (21 US tons) comprising<br />
the lifting device body weighing approx.<br />
8,000 kg (9 US tons), the telescopic bars<br />
(four units) weighing approx. 4,800 kg<br />
(5 US tons) and the complete ring beam<br />
weighing approx. 6,200 kg (7 US tons). All<br />
components that are temporarily submerged<br />
in water are made of stainless<br />
steel.<br />
The weight lifting capacity of the lifting<br />
device amounts to 50,000 kg (55 US tons)<br />
on the suspension bolts raising the upper<br />
internals of the reactor pressure vessel.<br />
152,000 kg (167 US tons) is the estimated<br />
lifting capacity for the gripper tongs for<br />
raising the upper and lower internals.<br />
To save space between uses, the lifting<br />
device with retracted telescopic bars is kept<br />
on a special storage stand outside the<br />
reactor pool.<br />
For operation the telescopic bars are<br />
extended to maximum length using the<br />
overhead crane of the reactor building.<br />
Everything in the right place in only<br />
seven months!<br />
After acceptance at our manufacturing<br />
facilities in May 2008 the lifting device for<br />
reactor vessel internals went into operation<br />
for the first time at the Brokdorf nuclear<br />
power plant in June 2008. Within only 7<br />
months <strong>Siempelkamp</strong>’s Nuclear Technology<br />
business unit successfully completed an<br />
ambitious project and delivered the lifting<br />
device even before the deadline resulting in<br />
a return on investment and profitability for<br />
the operating company in the shortest time.<br />
Lifting device ready for operation, on storage stand
SIEMPELKAMP | MACHINERY AND PLANTS<br />
A total masterstroke:<br />
Crimping press for Europipe is
SIEMPELKAMP | MACHINERY AND PLANTS 40 | 41<br />
setting new benchmarks By<br />
The crimping press at Europipe<br />
Sigfrid Buecher
Europipe pipes have to meet high demands. Used as<br />
pipeline pipes they have to withstand extremely high and low<br />
temperatures as well as extreme pressures. The market demands<br />
pipes with a high wall thickness as well as an increasingly specific<br />
geometry. This development requires an optimal forming process<br />
of the sheet metal which begins with the crimping press. “For<br />
the production of pipes, high press loads over long periods of time<br />
are necessary. This was the reason for us to replace, after more<br />
than 30 years, our existing crimping press with a stronger<br />
press incorporating a new design. In our eyes, <strong>Siempelkamp</strong>, an<br />
experienced manufacturer in the area of crimping presses, has<br />
been the right partner,” says Hans-Heinrich Meier, manager of<br />
maintenance and repair at Europipe.<br />
Sigfrid Buecher, project manager for <strong>Siempelkamp</strong>’s metal forming<br />
division has the following to add: “This order confronted us with<br />
the task of guaranteeing our customers improved and repeatable<br />
forming results even for high-strength sheet metal. For us this<br />
large project included numerous challenges which had to be solved<br />
within a short time and to which we dedicated all our resources.”<br />
Part of the scope of supply, next to the crimping press, was the<br />
complete hydraulic system as well as the retrofitting of the existing<br />
roller conveyors. The shop assembly of the new press in the<br />
<strong>Siempelkamp</strong> production hall and the disassembly of the old<br />
existing press were also carried out by <strong>Siempelkamp</strong> as part of the<br />
Europipe order.<br />
Design: patented quality<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
In April 2007 Europipe commissioned <strong>Siempelkamp</strong>’s machinery and plant business division with the production of<br />
a crimping press. Europipe, located in Mülheim, Germany, is a specialist for welded steel pipes used under extreme<br />
loads. The technology, size and production timeline for the new crimping press made the company decide to go with<br />
<strong>Siempelkamp</strong> as the manufacturer. A good decision because the crimping press, now operating since August 2008,<br />
has been commended as a masterstroke in many ways by the customer.<br />
Left: Crimping press in 3-dimensional presentation (design)<br />
Right: FEM calculation<br />
The design of the crimping press presented a special challenge: The<br />
arrangement of the twelve horizontal cylinders, which are essential<br />
for an optimal pressing result, is part of a patent that <strong>Siempelkamp</strong><br />
used for the first time in this press. The cylinders stabilize the<br />
moving die and control its position within a tolerance of 0.1 mm<br />
over a length of 6 m (20 ft). The bending happens gradually in<br />
4.5 m (15 ft) long segments. During this process the moving die<br />
pushes the plate against a fixed counterpiece.<br />
Casting of the 260 t (286 US tons) cross beam at the <strong>Siempelkamp</strong> Foundry
SIEMPELKAMP | MACHINERY AND PLANTS 42 | 43<br />
A newly patented closed-frame design allows a significantly<br />
higher specific forming pressure. With a maximum press capacity<br />
of 11,000 t (12,125 US tons), the crimping press bends the<br />
longitudinal edges of plates (up to 18 m (59 ft) in length and<br />
50 mm (2 in) in thickness) which are used for large pipes with<br />
longitudinal weld seams. This production step ensures that the<br />
pipes are evenly formed throughout the edges after passing<br />
through the U-forming and O-forming press. Depending on the<br />
size of the plates, the crimping press can bend 33 to 42 sheets per<br />
hour which will then be formed into pipeline pipes in the two subsequent<br />
presses. These pipes reach diameters of up to 1.524 m (5 ft).<br />
With the help of the finite element method (FEM) the creep<br />
resistance for all main components including the frame, cross beam<br />
and foundation beam was verified. The crimping press is designed<br />
to have a long life expectancy.<br />
High-quality equipment – special dimensions –<br />
excellent teamwork<br />
After a development time of eleven months the assembly works for<br />
this challenging project started in March 2008. The press table,<br />
cross beam and the four die carriers were cast at the <strong>Siempelkamp</strong><br />
Foundry. With <strong>Siempelkamp</strong>’s machinery and plant division another<br />
member of the <strong>Siempelkamp</strong> team comes into play next in the<br />
production process.<br />
The machinery and plants business unit carried out the finishing<br />
work on the press table, cross beam and die carriers with the help<br />
of a new portal milling machine, the Gantry VMG 6 PS by the<br />
Schiess company. This milling machine combines maximum output<br />
(100 KW milling spindle capacity) with high precision. This is the<br />
Portal milling machine during machining of the cross beam
Installation of the frames<br />
The press table is installed<br />
first machine of this size to be operated inside a German machining<br />
shop.<br />
An important part of the Europipe order was the complete<br />
pre-assembly of the crimping press including a test run as well as a<br />
preliminary acceptance test in Krefeld. “This was necessary to<br />
ensure the operability of the machine. Furthermore, we had to<br />
disassemble the existing old press as well as carry out necessary<br />
changes to the foundation. The yearly summer shutdown at<br />
Europipe determined all schedules. All tasks had to be carried out<br />
within four months and be completed by June 2008. The <strong>Siempelkamp</strong><br />
team made all efforts to meet these demands,” says Sigfrid<br />
Buecher.<br />
The shop assembly at Krefeld was a big challenge due to the<br />
special size of the crimping press: Altogether six frame packs had<br />
to be assembled. For the set-up of the frame plates a special lifting<br />
beam was installed. With a dimension of 8.9 x 13.6 m (29 ft x<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
45 ft) the frames almost touched the ceiling of the shop. Prior to<br />
the shop assembly the concrete foundation at the Krefeld factory<br />
was reinforced and an additional substructure installed. This task<br />
was performed in a record time of only two days. Fully assembled<br />
the machine measures 9 x 13 x 16 m (29 ft x 43 ft x 52 ft).<br />
Hard work within a deadline<br />
Following the assembly, operation test and preliminary acceptance<br />
test by <strong>Siempelkamp</strong>, the crimping press had to be disassembled<br />
and transported to Europipe’s location in Mülheim within two<br />
weeks. This task required several logistic masterstrokes. For some<br />
of the components special transporters were necessary. The largest<br />
parts had to be transported on a custom-built low-bed trailer and<br />
on a ship because they were too heavy to be transported over the<br />
highway bridges between Krefeld and Mülheim. The press table<br />
had a weight of 166 t (183 US tons), the cross beam weighed<br />
216 t (238 US tons). The combined total weight of the cross beam<br />
Left: Transporter<br />
Right: Transport of cross beam with<br />
four heavy-duty cranes
SIEMPELKAMP | MACHINERY AND PLANTS 44 | 45<br />
The cross beam is being installed in the press The main attraction at the open house at <strong>Siempelkamp</strong> in Krefeld<br />
and the heavy goods vehicle amounted to 355 t (391 US tons). The<br />
cross beam and press table were transported to the Krefeld port at<br />
the end of July. It was the largest heavy goods transport ever on<br />
Krefeld’s roads. Four mobile heavy-duty cranes were needed to load<br />
the machine elements from the trailer onto the cargo ship.<br />
Next to the last task for this project was the assembly of the new<br />
crimping press at the Europipe factory in Mülheim in July 2008.<br />
Once again, well thought-out logistics played an important role: For<br />
the installation only the space where the old press used to sit was<br />
available even though the new crimping press has a significantly<br />
higher press capacity and is almost four times as heavy as the old<br />
press. This problem was solved with a customer-specific design.<br />
“Manufacture and installation of the press were a logistic masterstroke<br />
because the project was fitted into the existing production<br />
flow. Within only a few weeks the machine was delivered,<br />
assembled and integrated into the forming line,” commends Hans-<br />
Heinrich Meier when it comes to the course of this large project.<br />
Side view with horizontal cylinders Crimping of a plate<br />
“Homework completed” for a special project<br />
The crimping press has been operating since August 25, 2008. The<br />
assembly team, which spared no efforts during the course of the<br />
project, included 75 people. All key data, even those that seem<br />
trivial, demonstrate how unique the project was: 1,050 proximity<br />
switches were installed, 4.1 km (2.5 miles) of hydraulic piping and<br />
27.4 km (17 miles) of cables were run and approx. 100 transports<br />
carried out. “All participating parties have done their homework,”<br />
commends the customer from Mülheim. Serial production can<br />
now commence at Europipe. After completing the forming process<br />
inside the crimping, U-forming and O-forming presses as well as in<br />
other downstream machinery of the pipe manufacturer the pipes<br />
are used for the Baltic Sea Pipeline. Europipe will produce 860,000<br />
pipes for this project. <strong>Siempelkamp</strong> is proud to have done its part<br />
in this big challenge!
New materials for the 700 °C<br />
power plant: Creep behavior<br />
properties by comparison<br />
Dr. Thomas, what type of industrial services does SPG<br />
offer customers?<br />
SPG offers services in the fields of material and component testing,<br />
plant inspections and production control as well as strength<br />
calculation (finite element method FEM). SPG has a DIN EN ISO/IEC<br />
17025:2005 accredited testing laboratory for material and component<br />
testing and is a DIN EN ISO/IEC 17020:2004 accredited<br />
inspection facility for on-site service inspections of power plants<br />
and their components.<br />
Plant inspections of power plant components made of<br />
creep-resistant materials are part of the portfolio of<br />
SPG. What demands are put on modern creep-resistant<br />
steels?<br />
Definitely high demands. In the next 20 years the need for approx.<br />
300,000 MW of electrical power will arise in Europe. Two thirds<br />
of this is due to the replacement of old plants which have a<br />
comparably low degree of efficiency and problems regarding their<br />
environmental soundness. About 100,000 MW of electrical power<br />
have to be generated newly at an increased power requirement of<br />
1.5% per year.<br />
While maintaining the same energy mix, the gap in the energy<br />
supply has to be closed primarily by using high-efficient steam and<br />
gas power stations with an increased degree of efficiency and<br />
decreased CO 2 emissions. Target values for reaching a high degree<br />
of efficiency of > 50% include raising the steam temperature to<br />
approx. 720 °C and the steam pressure to approx. 350 bar. At this<br />
point creep-resistant steels and their welded connections come into<br />
play: The employed materials and their welded connections have to<br />
have a high creep rupture strength. For the design and operation<br />
of components used under high temperatures, for example, in<br />
<strong>Siempelkamp</strong> Prüf- und Gutachter-Gesellschaft tests<br />
materials for a new generation of power plants<br />
SIEMPELKAMP | NUCLEAR TECHNOLOGY<br />
<strong>Siempelkamp</strong> Prüf- und Gutachter-Gesellschaft mbH (SPG) is part of the <strong>Siempelkamp</strong> Group in the field of<br />
nuclear technology. The company, located in Dresden, has been the specialist for industrial services in the<br />
fields of strength calculations and testing of materials and components with an emphasis on creep-resistant<br />
materials for more than 50 years. In an interview with Dr. Andreas Thomas, Managing Director of SPG, Bulletin<br />
found out more about the company’s portfolio and potential.<br />
By Ralf Griesche<br />
turbines, boiler plants, and hot steam pipes, long-term supported<br />
material parameters are necessary because it can be assumed that<br />
the life expectancy of power plants can reach 30 years or 250,000 h<br />
respectively. At an allowable time extrapolation factor of 3 high<br />
temperature materials have to be tested 80,000 hours and longer<br />
in creep rupture tests – a tremendous testing challenge because all<br />
test parameters have be to kept constant over many years.<br />
What technical test procedures do you use in this<br />
context?<br />
One of the most important experiments is the standardized creep<br />
rupture test according to DIN EN 10291. This test determines the<br />
behavior of materials at high temperatures, for example, it determines<br />
the stress-time factor to breakage or up to a defined creep limit. The<br />
results are often the base for design curves, for example, of isotherms,<br />
creep rupture strength, or creep deformation laws which<br />
are the foundation for the design of high temperature components.<br />
As far as research goes, where does SPG stand?<br />
Between 1957 and 1989, when SPG was part of a company by the<br />
name of Kraftwerksanlagenbau KAB, approx. 100 single oven units<br />
were operated in the creep lab. In the beginning of the 90s the<br />
power plant steel P91 (X10CrMoVNb9-1) was gradually introduced.<br />
SPG played a part in the research of the P91 steel.<br />
What milestones have you set since then?<br />
We achieved a creep rupture strength characteristic value of<br />
100,000 hours which conforms to a test duration of 12 years.<br />
Furthermore, we extended our testing capacities to 145 single oven<br />
units and adjusted their measurement and control technology to<br />
the increased demands during this time. Here, we profited from the
SIEMPELKAMP | NUCLEAR TECHNOLOGY 46 | 47<br />
Power plant<br />
100.000 h – Creep strength (N/mm 2 )<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Creep rupture strength of austenitic steels and nickel-base alloy for superheaters<br />
550 570 590 610 630 650 670 690 710 730 750<br />
Temperature (°C)<br />
HR3C/310N<br />
experience we gained through our involvement in national and<br />
international research projects such as CCG, HIDA, INTEGRITY,<br />
WELDON, COST522, and COST536. Part of this knowledge<br />
includes the fields of automatic data acquisition, digital temperature<br />
control and online creep strain measurement.<br />
What is the advantage for the customer?<br />
On the basis of our equipment and our knowledge SPG operates<br />
one of the largest testing labs for creep rupture tests in Germany.<br />
Because we are operating single oven units we can react quickly and<br />
flexibly to many different customer requirements<br />
What is the capacity utilization rate of the laboratory<br />
and who are the customers that commission <strong>Siempelkamp</strong><br />
to perform tests?<br />
New customers from all over Europe, extended opportunities to<br />
carry out creep rupture tests and creep crack research as well as an<br />
increasing need for further research of new power plant materials<br />
resulted in an improved utilization of our testing lab.<br />
Our customers are, for example, Babcock Hitachi Oberhausen, Benteler<br />
AG, BMW, Böhler Schweißtechnik, DOW CHEMICAL, Enpar<br />
Sonderwerkstoffe, E.ON, Elringklinger, Hitachi Europa, MPA Stuttgart,<br />
Siemens Mülheim, Steinmüller, Vallourec & Mannesmann, Vattenfall,<br />
BHR Essen and ABB (Switzerland), AMT (Australia), Avedøre<br />
(Denmark), Böhler Edelstahl (Austria), Morandini (Italy) and<br />
SERCO (UK).<br />
The materials for the new generation of power plants tested by SPG<br />
in the creep laboratory include martensitic steels such as P91, P92<br />
and VM12-SHC, austenitic steel types 304, 310 and 347, and<br />
Alloy617mod.<br />
X3CrNiMoBN17-3-3 Super304H<br />
TP347HFG<br />
Component<br />
View of a creep rupture test lab<br />
with single oven units<br />
nickel-base alloys (e.g., alloy 617), their weld metal deposits as well<br />
as different welded connections.<br />
Which guidelines can be used to evaluate the creep<br />
rupture test?<br />
In addition to DIN standards, guidelines and recommendations<br />
have been compiled nationally as well as internationally to help<br />
evaluate creep rupture tests. They guarantee comparable and<br />
authoritative test results from creep labs and support the evaluation<br />
of the test results for design curves.<br />
On a national level the Verein Deutscher Eisenhüttenleute (VDEh)<br />
in Düsseldorf has compiled, within the German consortiums<br />
for “creep-resistant steels” and “high-temperature materials”<br />
(AGW/AGHT), guidelines for the procedure and evaluation of creep<br />
rupture tests. These consortiums, to which SPG actively contributes,<br />
present a pool of material and plant manufacturers, research<br />
institutions, and associations. The consortiums AGW and AGHT<br />
were the first facilities in the world doing joint research in the field<br />
of high-temperature materials and have for decades been compiling<br />
especially long-term creep data. The European Creep Collaborative<br />
Committee (ECCC), to which SPG contributed for several years, has<br />
developed continuing recommendations for the procedure and<br />
evaluation of creep rupture tests.
Decommissioning and dismantling of the nuclear power plant Stade:<br />
The team has gained a lot of experience<br />
from a similar long-term project – the<br />
dismantling of the multi-purpose research<br />
reactor in Karlsruhe, Germany. Since 1997<br />
the experts of NIS GmbH have been disassembling<br />
a pressurized water reactor<br />
which successfully operated in Karlsruhe<br />
for 18 years. Period of dismantling:<br />
1997–2008.<br />
The experience gained from the Karlsruhe<br />
project has been used in Lower Saxony,<br />
Germany, since the beginning of the year.<br />
The nuclear power plant Stade started<br />
operation on January 8, 1972 and started<br />
commercial power operation in May of the<br />
same year. After more than 30 years of<br />
operation Stade was the first nuclear power<br />
plant taken off the grid on November 14,<br />
2003 as a result of the decision of the<br />
Federal German Government to phase out<br />
nuclear power. Since then Stade has been<br />
phased down – mainly for economic<br />
reasons because the pressurized water<br />
reactor generating 630 MW of electrical<br />
power (1892 MW thermal power) supplied<br />
only half as much power as other German<br />
nuclear power plants. The operating<br />
expense, however, was comparably higher.<br />
In the course of the German anti-nuclear<br />
SIEMPELKAMP | NUCLEAR TECHNOLOGY<br />
Large-scale project for the expert<br />
When it comes to dismantling nuclear power plants cost efficient and<br />
environmentally friendly approaches are in the foreground. The expert<br />
team of NIS GmbH has been rising to this challenge at the nuclear power<br />
plant Stade since February: The disassembling, packing, waste removal<br />
and interim storage respectively of the reactor pressure vessels and<br />
peripheral equipment are on the program.<br />
Removed part of the moderator vessel held by the<br />
hydraulic gripper arm<br />
View of the partly dismantled moderator vessel<br />
Reactor room of the multi-purpose research reactor<br />
in Karlsruhe with the NIS dismantling system<br />
consensus it was determined that the<br />
remaining quantity of electricity for the<br />
nuclear power plant Stade in the amount of<br />
1.49 TWh would still be transferable.<br />
Dismantling phase III: Dismantling<br />
of the reactor pressure vessel<br />
The decommissioning phase at the nuclear<br />
power plant Stade was followed by a postclosure<br />
phase during which the irradiated<br />
spent fuel elements were disposed of. Since
SIEMPELKAMP | NUCLEAR TECHNOLOGY 48 | 49<br />
team of the NIS GmbH By<br />
September 2005 the plant is slowly phasing<br />
out. Currently, the dismantling phases I<br />
and II are in progress. In the previous dismantling<br />
phases the logistics system as well<br />
as many other systems that are no longer<br />
needed, such as the floodwater containers,<br />
accumulator tanks, and steam generators,<br />
were dismantled.<br />
The third dismantling phase includes the<br />
disassembly of the strongest contaminated<br />
components: the reactor pressure vessel<br />
Separation tubes are waiting for their dismantling<br />
with a hydraulic cutter<br />
and the concrete shielding. The consortium<br />
NIS-EAS together with NIS Ingenieurgesellschaft<br />
mbH as the project leader received,<br />
in February 2008, the order for the dismantling,<br />
disassembling, packing, as well as<br />
the disposal and the interim storage of the<br />
reactor pressure vessel and all its peripheral<br />
internals.<br />
Adhering to the protection targets is essential<br />
for a responsible execution of the order.<br />
These include: activity retention, minimal<br />
Andreas Loeb<br />
Left: Hydraulic masterslave<br />
manipulator<br />
system moves gripper<br />
arm under water<br />
Right: Manual changeover<br />
from an inside<br />
gripper to a plate<br />
gripper<br />
radiation exposure of the personnel, waste<br />
minimization, employee safety, occupational<br />
safety as well as plant safety.<br />
The radiologic situation and the space<br />
conditions put additional high demands<br />
on the very complex dismantling and disassembling<br />
procedures of reactor pressure<br />
vessels. Because of the high activation of<br />
the pressure vessel and its peripheral<br />
internals the disassembly works have to<br />
be carried out by remote control. For this<br />
Dismantling of a baffle plate by plasma arc cutting Plasma torch moves towards stubs of separation<br />
tubes
Dryer unit<br />
Bottom part of reactor pressure vessel is<br />
dismantled on a band saw<br />
purpose NIS developed systems that are<br />
specifically tailored to the job specifications<br />
of this order. For example, high-performance<br />
robot systems are used to guide<br />
autogenous flame cutters which can cut<br />
material with a thickness up to 500 mm.<br />
The engineers of NIS have incorporated the<br />
experiences from previous dismantling<br />
projects in the development of these<br />
systems.<br />
Customer advantage: Complete<br />
project handling from one source<br />
The main advantage that NIS GmbH offers<br />
customers is a complete project handling<br />
from one source. Currently the project team<br />
is carrying out the planning, construction<br />
and production phase. The assembly of the<br />
facilities is scheduled for June 2009; the dismantling<br />
of the pressure vessel is scheduled<br />
to start in April 2010.<br />
SIEMPELKAMP | NUCLEAR TECHNOLOGY<br />
Let us take a look at the exciting process:<br />
In the beginning of the dismantling, the<br />
reactor pressure vessel resides in the<br />
mounting position inside the reactor pool.<br />
For its disassembly including all peripheral<br />
internals a broad spectrum of new equipment<br />
technology has to be installed and<br />
operated. NIS GmbH designs this equipment,<br />
monitors its production and will carry<br />
out the equipment installation inside the<br />
control area of the nuclear power plant<br />
followed by the dismantling and disassembly<br />
of the vessel.<br />
The equipment and machines that were<br />
specifically designed and developed for this<br />
process by NIS GmbH are installed inside the<br />
reactor pool and the former spent fuel<br />
element pool. Proven dismantling and<br />
disassembly techniques based on simple<br />
tools and tool carrier systems will be used.<br />
An essential novelty is a 200 t lifting device.<br />
Left: View of a plasma<br />
torch with Ar/H2 nozzle<br />
Right: View of the<br />
underwater robot end<br />
effector
SIEMPELKAMP | NUCLEAR TECHNOLOGY 50 | 51<br />
This device will lift the water-filled reactor<br />
pressure vessel. A manipulator mast system<br />
and a disassembly robot with mast system<br />
which will guide the high-performance<br />
flame cutting systems are also innovations.<br />
Furthermore, the scope of supply includes a<br />
crane for the remote-controlled loading<br />
and unloading of the MOSAIK ® and Konrad<br />
containers and a dismantling table for<br />
supporting of the reactor pressure vessel.<br />
The complex disassembling of the reactor<br />
pressure vessel with its peripheral internals<br />
requires substantial preliminary work. After<br />
cutting and removing the ring compensator<br />
between the pressure vessel and the<br />
polygon ring the specialists will disassemble<br />
the supporting structure of the shielding<br />
chambers. The remaining main cooling<br />
pipes on the pressure vessels, the insulation<br />
of measurement and backup systems<br />
as well as piping in the annular space<br />
Left: Loaded moderator<br />
vessel in packaging<br />
station<br />
Right: Plasma arc<br />
cutting of a separation<br />
tube stub under water<br />
around the flange zone are removed. After<br />
loosening the bolting for the support<br />
brackets the NIS team removes possible<br />
interfering edges on the bottom and dome<br />
sections of the reactor pressure vessel (e.g.,<br />
insulation and drainpipes).<br />
After all preliminary works have been<br />
completed the reactor pressure vessel is<br />
lifted via a lifting device and the flange ring<br />
is removed from the cylindrical part with an<br />
autogenous flame cutter. The flange ring<br />
is hooked to a crane inside the reactor<br />
building and is thermally dismantled on a<br />
dismantling table inside the spent fuel<br />
element pool. Afterwards it is packed up.<br />
Then, the pressure vessel with flood container<br />
and insulation is dismantled via<br />
remote control equipment and after that<br />
packed up.<br />
The disassembly of the bottom and dome<br />
sections of the pressure vessel and the<br />
discharge of the last Konrad and MOSAIK ®<br />
containers are followed by the next step. All<br />
systems used for the dismantling and disassembly<br />
as well as safety and transport<br />
equipment are removed and packed up in<br />
their transport containers – provided they<br />
are no longer needed for any remaining<br />
dismantling and disassembly tasks.
<strong>Siempelkamp</strong> sales company:<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Singapore: A quarter of a century<br />
ongoing development<br />
What local activities preceded the opening of the<br />
representative office in Singapore?<br />
Henning Gloede: The initial <strong>Siempelkamp</strong> activities started in the<br />
early 1970s with a number of PB and Fiberboard factories being sold<br />
to Australia and New Zealand. These sales were initiated through<br />
German trading houses already active in the region at that time. As<br />
the potential, not only in the Pacific area but also in the Southeast<br />
Asian area, became more imminent <strong>Siempelkamp</strong> decided to hire<br />
a local agent. Baker Plywood Sanders became the Australian agent<br />
and was renamed into Spantech, Lee Barker was the man in charge<br />
out of Melbourne. He had good connections to the plywood<br />
industries in Southeast Asia, especially to the Philippines, Indonesia<br />
and Taiwan. <strong>Siempelkamp</strong> used these contacts to intensify market<br />
research in the Southeast Asian woodworking industries and find<br />
projects in Southeast Asia.<br />
What was your first really successful sale?<br />
Henning Gloede: Our activities resulted in the first OSB projects<br />
“Pamplona Redwoods, Sonny” and “Plywood Laminate Co. Ltd<br />
PLC” (today Vanachai Group) – projects being awarded in the<br />
Philippines and Thailand respectively in the early 1980s.<br />
With which we are getting closer to the year that marks<br />
the formation of the representative office …<br />
Henning Gloede: Indeed. In April 1979 the Singapore Company<br />
was incorporated and named ‘Germapore Machine Manufacturer<br />
Private Limited’. <strong>Siempelkamp</strong> was a 50% shareholder in this<br />
company. With the economies booming during the 80s here in Asia,<br />
By Ralf Griesche<br />
Right from the start <strong>Siempelkamp</strong> has fostered good relationships with customers from all over the<br />
world. In order to become internationally accepted Dieter <strong>Siempelkamp</strong> made the strategic decision<br />
to open up foreign branch offices in the early 70s which would help to establish long-term customer<br />
relationships abroad. A representative office in the USA was established in 1972, followed by an office<br />
in Singapore in 1982. Meanwhile <strong>Siempelkamp</strong> has branch offices in Australia, China, Italy, France,<br />
Brazil, Canada and Russia. Henning Gloede, Managing Director for the office in Singapore, reports on<br />
the activities at the Asian representative office.<br />
demand for board products especially in the furniture industry<br />
grew very fast leading to the conclusion of 4 more contracts in the<br />
following 5 years. It was only logical that in the beginning of 1982<br />
<strong>Siempelkamp</strong> took over the company Germapore and was now<br />
running its own operation in Asia.<br />
What was the focus of the representative office in the<br />
beginning years?<br />
Henning Gloede: The focus was set on the establishment of a<br />
bigger customer base in the Southeast Asian region. The potential<br />
in this area was enormous with the world’s largest wood resources<br />
both in natural forests as well as plantation species such as Hevea<br />
Brasiliensis, commonly known as rubberwood, amassed around the<br />
Equator. They were planted and groomed by the former colonial<br />
governments in the region mainly for the fast growing tire industry.<br />
These “new” species led to some groundbreaking development<br />
work for <strong>Siempelkamp</strong> such as pioneering MDF production from<br />
Rubberwood and thereby setting new standards in the industry.<br />
The intense R & D work and experience we gained from the first<br />
lines running with this raw material secured our future leading edge<br />
in the region and finally established <strong>Siempelkamp</strong> as the No. 1<br />
machinery supplier in the board industry in Southeast Asia.<br />
In accordance with the company’s new corporate<br />
identity, a change of name was only logical and <strong>Siempelkamp</strong><br />
Pte. Ltd. Singapore was born in early February<br />
1989. What consequences followed this strategic<br />
decision?
SIEMPELKAMP | MACHINERY AND PLANTS 52 | 53<br />
of growth and<br />
Chee Ah Hock, Service Manager, Malaysia Hui Lee Wong, Madeline Leng, Patricia Lopez and Henning Gloede<br />
Uwe Thelen, Madeline Leng, Hui Lee Wong and Henning Gloede<br />
Yang Chin Bok, Electrical Service Manager, Malaysia
Henning Gloede: Rolf Kamper, who took over as Managing Director<br />
in 1994, increased the installed base during the 1990s. This led to<br />
a growing demand for more service and maintenance assistance<br />
from our customers. So the decision was taken to employ a<br />
German mechanical engineer in Singapore to shorten traveling<br />
times as well as lower the costs for service for our customers. This<br />
was also the time when the ContiRoll ® was established as the<br />
latest technology for continuous board production in the market,<br />
setting new production standards and parameters in the industry<br />
here and again securing the leadership with 23 ContiRoll ® presses<br />
sold up to date. Later, <strong>Siempelkamp</strong> Singapore reacted to the<br />
market’s demands, while an electrical engineer was added to the<br />
team in order to support the customers with the ever more<br />
complex control systems required by the ContiRoll ® presses. In<br />
addition, the innovative <strong>Siempelkamp</strong> upgrading and enhancement<br />
packages for the older ContiRoll ® lines also ensure that our<br />
The new installation engineers (from left to right): Murali Muthupillai,<br />
Lingeshvaran Balasundram, Hariharan Subramaniam, Sasitharan Mohanan<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
customers will continue to operate their lines to the full potential of<br />
what these machines were bought for ten and twenty years ago!<br />
You have been part of the <strong>Siempelkamp</strong> team since<br />
1987. In 2002 you have become the Managing Director<br />
of the representative office and you have a very close<br />
connection to Singapore ...<br />
Henning Gloede: Yes, I was delegated to Singapore in 1992.<br />
I spent most of my life in Asia with my childhood in Indonesia and<br />
my professional life in Singapore. The fact that I speak fluent<br />
Indonesian and Malay and that I am acquainted to the Asian culture<br />
and mentality has been very helpful.<br />
How many heads are part of your team and what tasks<br />
do you carry out?<br />
Henning Gloede: I am supported by Madeline Leng and Hui Lee<br />
Wong who both joined the company on the first day more than<br />
25 years ago and still perform all administrative and secretarial<br />
duties as well as controlling, book keeping and financial jobs.<br />
Patricia Lopez, Yang Chin Bok and Chee Ah Hock are looking<br />
after the spare parts sales and field services. Finally, a team of<br />
experienced mechanical as well as electrical engineers trained to our<br />
high standards as installation and start-up engineers is based<br />
in Kuala Lumpur. These 4 gentlemen have all gained more than<br />
10 years working experience, some of which in wood related<br />
industries.<br />
To what extent does the recent acquisition of parts<br />
of the Metso Panelboard Group widen your field of<br />
activities?<br />
Henning Gloede: The acquisition widened our field of activity to<br />
a number of customers in this industry whom we are now proud of<br />
calling <strong>Siempelkamp</strong> customers. Those will now be able, for the first<br />
time, to enjoy local service facilities both for their board production<br />
lines as well as the energy plants now renamed <strong>Siempelkamp</strong><br />
Energy Systems.<br />
Speaking of widening and expanding: In which way<br />
does the establishment of the <strong>Siempelkamp</strong> Kuala<br />
Lumpur branch office in October 2007 broaden our<br />
perspectives?<br />
Representative office Singapore: FACTS AND FIGURES IN A NUTSHELL<br />
Formation: in 1982 as Germapore Machine Manufacturer Private Limited, since 1989<br />
<strong>Siempelkamp</strong> Pte. Ltd. Singapore<br />
Current number of employees: 4 in Singapore/6 in Kuala Lumpur<br />
Number of sold lines: a total of 48 for Indonesia, Malaysia, Thailand and Vietnam<br />
Portfolio: includes the <strong>Siempelkamp</strong> scope of supply for the wood, surface finishing,<br />
plastics, and rubber industries – from the ContiRoll ® for MDF and particleboard<br />
to single and multi-daylight, short-cycle and high-pressure laminating presses
SIEMPELKAMP | MACHINERY AND PLANTS 54 | 55<br />
<strong>Siempelkamp</strong>/Kuesters installed (sold) plants<br />
Henning Gloede: <strong>Siempelkamp</strong> Kuala<br />
Lumpur opened up a new horizon to<br />
tap into the skilled multi-ethnical workforce<br />
of this country and setting the<br />
foundation for the next future milestone<br />
of <strong>Siempelkamp</strong>’s Asian activities. The<br />
establishment of local installation and<br />
start-up engineering teams will see us<br />
advancing our ongoing drive for customer<br />
care, market leadership and once again<br />
underlines our company’s motto: “Innovation<br />
is our Tradition”.<br />
How would you characterize the<br />
current market?<br />
Indonesia Malaysia Thailand Vietnam<br />
SICO ContiRoll MDF 4 + (2) 3 3 + (1)<br />
SICO ContiRoll Span 1 1 8<br />
Kuesters MDF 1 4 7<br />
Kuesters Span<br />
Multiopening<br />
<strong>Siempelkamp</strong> 1 1<br />
Metso 1<br />
Single opening SICO 3 1<br />
Short Cycle SICO 3 4 7 1<br />
Rubber Roller Press 1<br />
High Pressure Laminate 2 1<br />
Henning Gloede: For the last two years<br />
we have been experiencing a consolidation<br />
of the board industry. This development is<br />
characterized by takeovers and mergers. It<br />
has to be assumed that the industry will be<br />
controlled by no more than two or three<br />
board manufacturers per each country in<br />
about two years. In the process two companies<br />
pursue regional strategies with<br />
locations in several Asian countries. The<br />
way the board industry was structured in<br />
the early 70s with many smaller private<br />
investors will be history at the end of this<br />
decade.<br />
First sold line: early 80s: OSB line for Pamplona Redwoods, Sonny<br />
Market: local market (40%), 60% share in exports to other Asian countries, China,<br />
India and Middle East<br />
Products: primarily boards for furniture and flooring as well as doors. The Southeast<br />
Asian countries accommodate a huge furniture industry with product exports<br />
of up to 80%.<br />
Challenges: the high humidity in Asia: The climate influences the thickness swelling of the<br />
boards. Thickness swelling plays an important role in board production when it<br />
comes, for example, to the recipe and the amount of bonding agent used.<br />
Where does the branch office stand<br />
today and where do you see the<br />
highest growth potential?<br />
Henning Gloede: We have sold over 40<br />
press lines to the wood based panel industry<br />
to date. Growth potential can mainly be<br />
found in areas with large raw material<br />
sources. First and foremost, these areas<br />
include Indonesia and Eastern Malaysia<br />
(Borneo). Just recently we sold two lines to<br />
Indonesia (Sumatra Prima Fibreboard, IFI) –<br />
all located on the island of Sumatra.<br />
Our first thin board production line for<br />
1.5 mm boards featuring a 23.8 meter<br />
ContiRoll ® press was sold to our Indonesian<br />
customer Sumatra Prima Fibreboard that<br />
has been successfully operating an existing<br />
<strong>Siempelkamp</strong> MDF line for many years. This<br />
line is expected to open up new markets for<br />
us: The thin boards are anticipated to<br />
replace the expensive face veneers for plywood.<br />
If this endeavor becomes a success,<br />
we will have to expect a high demand for<br />
thin board production plants!<br />
The most recent chapter is dedicated to<br />
enhancing spare and wear parts supply,<br />
reducing delivery times and costs as well as<br />
enhancing field services by transferring<br />
know-how to a broader local team of<br />
engineers which is even more familiar with<br />
the local conditions and mentality in Southeast<br />
Asia.<br />
FACTS AND FIGURES
By Derek Clark<br />
Strothmann – the handling expert:<br />
Making a difference with<br />
innovative products!<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
For over 30 years Strothmann, the handling specialist in the <strong>Siempelkamp</strong> Group,<br />
has been a leading manufacturer of the industry sector. The demands on new<br />
production technologies are changing constantly. This means trendsetting<br />
developments and technologies have to be recognized in good time and excellent<br />
know-how has to be combined with interdisciplinary thinking. Strothmann lives<br />
the <strong>Siempelkamp</strong> motto: “Traditionally a leader in innovation”!<br />
Technology trend I:<br />
RoundTrack®<br />
Trendsetting technologies such as the<br />
RoundTrack ® floor rail system are an example<br />
of Strothmann innovations: RoundTrack ®<br />
prevailed so successfully that today solutions<br />
based on this technology represent a<br />
separate area of business for the company.<br />
The patented floor rail system, which was<br />
originally developed to make the transport<br />
of dies easier, became a core element for<br />
novel flow production concepts which<br />
previously could either not at all or only<br />
with a lot of effort be realized. “The market<br />
trend towards flow production jump started<br />
the development of RoundTrack ® ,” explains<br />
Derek Clark, sales manager at Strothmann.<br />
One of the latest examples is the production<br />
line at Bergrohr in Siegen, one of the<br />
leading manufacturers of large steel pipes.<br />
Large steel pipes, up to 12 m (39 ft) long<br />
and 30 t (33 US tons) in weight, are transported<br />
as well as directly welded in transport<br />
carts on RoundTrack ® .<br />
Bergrohr had wanted to transport pipes<br />
from one production station to the next for<br />
quite some time. However, the pipe manufacturer<br />
was lacking a suitable system to<br />
do so. At Bergrohr RoundTrack ® not only<br />
supports certain sections of the flow<br />
BERGROHR transports and directly welds large steel<br />
pipes with a length of up to 12 m and a weight of up<br />
to 30 t in transport carts on RoundTrack ®
SIEMPELKAMP | MACHINERY AND PLANTS 56 | 57<br />
production but all production steps. The<br />
company in Siegen is the only company in<br />
the industry sector that possesses such a<br />
handling system.<br />
Technology trend II:<br />
FEEDERplus<br />
The second main product at Strothmann<br />
is the area of press line automation. “Our<br />
visitors observe how existing solutions are<br />
further developed into innovative products,<br />
for example, when a classic feeder is<br />
equipped with additional linear and rotary<br />
axes,” notes Derek Clark. FEEDERplus is a<br />
linear robot that can also perform rotary<br />
motions in the b axis, the orienting axis of<br />
the rotating arm.<br />
The benefit for the customer: The<br />
FEEDERplus combines the advantages of<br />
linear and articulated robots, requiring no<br />
additional orienting or idle stations. While<br />
Strothmann’s origins were in feeder designs<br />
which could be combined with robots, the<br />
newly developed linear robot FEEDERplus<br />
combines the advantages of both concepts.<br />
Testing a product before ordering<br />
it: The magic word is“‘simulation”<br />
Strothmann continuously sets new benchmarks<br />
by actually trying out concepts<br />
instead of just thinking them up. Here,<br />
production and sales go hand in hand. The<br />
magic word is “simulation”: The customer<br />
receives a 3-dimensional impression of<br />
how Strothmann envisions each particular<br />
application. If necessary, prototypes are<br />
constructed so that the customer can test<br />
the product under everyday operational<br />
circumstances.<br />
In doing so, Strothmann makes its products<br />
ready for production. For example, the<br />
project for the customer Bergrohr: Once<br />
the prototypes were successfully presented,<br />
the pipe manufacturer ordered a total of<br />
40 transport carts and the installation of<br />
RoundTrack ® in the floor of a new building.<br />
The system was tested for over a year.<br />
FEEDERplus<br />
RoundTrack ® supports all production steps<br />
FEEDERplus is a linear robot that can also<br />
perform rotary motions in the b axis, the orienting<br />
axis of the rotating arm
Recruiting young talents<br />
at the right time<br />
Trendsetting technologies reflect Strothmann’s spirit of innovation. So does the training<br />
of young talents. Whosoever wants to conquer tomorrow’s markets with innovative<br />
impulses needs motivated young talents. The handling specialist from Schloß Holte-Stukenbrock<br />
reverts to support from regional colleges and universities and increasingly involves<br />
students in the development of new products.<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Participants of the project seminar “Innovations<br />
and Development Management – Product<br />
Innovations in the Field of Automation”
SIEMPELKAMP | MACHINERY AND PLANTS 58 | 59<br />
Example I:<br />
In 2008 the company hired three college<br />
graduates who wrote their thesis on<br />
Strothmann applications such as the<br />
FEEDERplus technology. “We want to<br />
pass on the knowledge in the areas of press<br />
line automation, linear robot systems,<br />
RoundTrack ® and special-purpose machines<br />
to future employees. The job market<br />
provides very few individuals with these<br />
types of skills. Therefore, we are training<br />
young people,” explains Stefan Niermeier,<br />
human resource management at Strothmann.<br />
Example II:<br />
During the course of a workshop in<br />
2008, 15 students from the University of<br />
Paderborn solved problems in the areas of<br />
material research, technology and idea<br />
management and development. The first<br />
topic dealt with how metallic and nonferrous<br />
plates can be forced apart?<br />
For example, by air. “The students were<br />
supposed to find ways that may be new to<br />
us,” explains Clark. For the second task the<br />
handling expert drew parallels to the animal<br />
kingdom. By way of the example of an<br />
elephant trunk the students were to investigate<br />
to which extent the typical movements<br />
of the trunk can be technically<br />
reproduced in order to implement them in<br />
Fabian Brockmann – announced best trainee<br />
by the local chamber of commerce,<br />
Strothmann trainee, now student<br />
an arm of a robot. An elephant’s trunk<br />
offers mobility in all degrees of freedom<br />
with high power and high stability of the<br />
movement. The third task concerned the<br />
topic energy efficiency. The goal was to<br />
keep the energy supply of transport carts<br />
with additional options as low as possible<br />
and to return energy respectively. It was an<br />
exciting workshop that made for new ideas<br />
and fresh impetus!<br />
Innovation processes can happen early on<br />
during training: “We are a small company.<br />
After basic training our trainees are involved<br />
Technologies made by Strothmann<br />
Strothmann has many years of experience in press line automation.<br />
The company supplies complete handling solutions for press lines,<br />
from blank loaders, sophisticated centering stations, to highly<br />
dynamic stacking and destacking feeders including suction frames<br />
and tooling systems as well as control and information systems. The<br />
patented RoundTrack ® floor rail system enables users in the area of<br />
machine tool manufacture to implement new, productive forms<br />
of organization in flow production lines. Due to an extremely low<br />
in the development of our products. They<br />
learn everything from scratch,” says Stefan<br />
Niermeier. Some high-school graduates first<br />
complete their training at Strothmann, then<br />
get a degree at a university and finally<br />
return to Strothmann. In general the longterm<br />
nature plays a central role in the<br />
training of young talents. “Actions that<br />
ensure qualified employees in the long term<br />
and new Strothmann developments are<br />
inseparable,” explains Stefan Niermeier.<br />
rolling resistance, RoundTrack ® allows for simple and inexpensive<br />
planar transport of heavy loads within a production site, e.g. in airplane,<br />
pipe, and transformer production. Strothmann's highly<br />
dynamic linear feeders, which are patented as well, are used in a<br />
wide range of logistics and automation solutions in the woodbased<br />
products and automotive industries and other industrial automation<br />
applications.
SIEMPELKAMP | MACHINERY AND PLANTS<br />
New sandwich panel presses for the Airbus:<br />
Top performances are given<br />
Use of sandwich elements in the aircraft industry, for example, as flooring material. Due to the high firmness of the thin panels, essential cables and wires can be<br />
installed directly under the cabin floor. Photo: Airbus Deutschland/H.Bensemer
SIEMPELKAMP | MACHINERY AND PLANTS 60 | 61<br />
fresh impetus<br />
How do multi-daylight sandwich panel presses by <strong>Siempelkamp</strong> give the airbus wings? This exciting story<br />
moves back into the spotlight due to two current press deliveries resulting from a long-lasting cooperation<br />
between the <strong>Siempelkamp</strong> subsidiary <strong>Siempelkamp</strong> Handling Systeme GmbH (SHS) in Wolfratshausen and<br />
EADS in Dresden.<br />
Since 1993 Elbe Flugzeugwerke GmbH in<br />
Dresden has been manufacturing flat<br />
sandwich components for the basic equipment<br />
of the entire Airbus family. For the<br />
aircraft industry this location has tradition:<br />
In 1955 an aircraft factory was first established<br />
on the premises of the former school<br />
for aerial warfare of Saxony and Silesia.<br />
The first contacts with the Deutsche Airbus<br />
GmbH in Hamburg were made shortly<br />
before the fall of the Berlin Wall in the spring<br />
of 1989. In April 1990 Elbe Flugzeugwerke<br />
GmbH was founded as a project corporation<br />
starting operations in May 1991.<br />
Since the company’s formation in 2000 the<br />
sole shareholder of Elbe Flugzeugwerke<br />
GmbH is the European Aeronautic Defense<br />
and Space Company (EADS): EADS is<br />
Europe’s largest aerospace company.<br />
EADS’s subsidiary Airbus S.A.S. is regarded<br />
the world’s largest manufacturer for<br />
passenger planes. The company continuously<br />
receives 40 to 60% of all orders<br />
for planes with 100 or more seats.<br />
EADS location Elbe Flugzeugwerke:<br />
Technological and logistical top<br />
performances<br />
The EADS location in Dresden with more<br />
than 1,100 employees is the only company<br />
responsible for the manufacture of fiberreinforced<br />
furnishing components made of<br />
sandwich material for the entire Airbus<br />
family. Floor boards, facing elements for<br />
walls and ceilings as well as cabin components<br />
for the Airbus are produced in the<br />
state capital of Saxony. The yearly capacity<br />
amounts to 220,000 sandwich panel components.<br />
The sandwich elements consist of a sandwich<br />
core made of Nomex ® or Kevlar ® .<br />
Depending on their future application field<br />
gaps are filled with a filler compound in<br />
order to receive a clean cut edge. Afterwards<br />
the just 0.8 mm thick cover panels,<br />
The three sandwich presses in a row<br />
By Ralf Griesche<br />
made of CFK-Prepegs, are baked together<br />
with the honeycomb core using <strong>Siempelkamp</strong><br />
presses. Afterwards a milling process,<br />
utilizing CNC – machinery, and a notching<br />
and reinforcing process for mountings, flaps<br />
or door latches is followed to give the<br />
product its final shape.<br />
The honeycomb core provides an optimum<br />
ratio of weight and stability. The thin sandwich<br />
panels have an enormous strength<br />
that can withstand even the pointiest shoe<br />
heels and the permanent stresses of<br />
catering carts – although a square meter of<br />
this material only weighs 3 kg! These<br />
properties also guarantee the stability of
the honeycomb structure at high acceleration<br />
levels: As an airplane expands and contracts<br />
during a flight – the panels have to endure<br />
these stresses. Furthermore, the crash safety<br />
is an absolute must; these boards must<br />
not burn and cannot discharge smoke or<br />
poisonous fumes under the influence of heat.<br />
At the same time, during harsh landings<br />
they cannot break out of their mountings.<br />
To date a total of more than 2,000,000<br />
furnishing components, which are produced<br />
with up to 50,000 different geometrical<br />
dimensions, are supplied by EFW to Airbus’s<br />
final-assembly lines in Hamburg and<br />
Toulouse. 15% of the production goes<br />
to other companies, however, they can later<br />
on be found inside the Airbus as well. “An<br />
ambitious portfolio like this one requires<br />
high technological and logistical per-<br />
formances as well as high production<br />
efficiency. <strong>Siempelkamp</strong> sandwich panel<br />
presses have done their part in this respect<br />
for 15 years,” says Andreas Aßmann, Senior<br />
Vice President Components at EADS-EFW.<br />
Currently the relationship between Wolfratshausen<br />
and Dresden is given fresh impetus<br />
due to the delivery of two new sandwich<br />
panel presses. The first press will be<br />
delivered in the beginning of 2009, the<br />
second press at the end of 2009. As a result<br />
the number of <strong>Siempelkamp</strong> presses in<br />
Dresden increases to five. These projects are<br />
accompanied by an order for the upgrading<br />
of the existing transfer cart at the<br />
EADS-EFW factory. This upgrade is intended<br />
to prepare for the expansion to the 5<br />
projected press systems. The scope of the<br />
supply with a due date of September 2008<br />
SIEMPELKAMP | MACHINERY AND PLANTS<br />
Top: Material warehouse with fully automated<br />
transfer cart<br />
Bottom: Ready-to-install product
SIEMPELKAMP | MACHINERY AND PLANTS 62 | 63<br />
includes a stronger, faster drive system and<br />
a more flexible data and power supply via a<br />
data-power bus.<br />
From press number 1 to press<br />
number 5: A strong alliance!<br />
In 1993 SHS supplied the first sandwich<br />
press to Elbe Flugzeugwerke GmbH in<br />
Dresden. At the same time an existing SHS<br />
press was relocated from the Airbus factory<br />
in Hamburg to Dresden. These two presses<br />
created the first group of presses for sandwich<br />
panels at EADS-EFW in Dresden. Key<br />
data for the presses include 6 daylights, a<br />
specific pressure of 70 N/cm 2 and a hotplaten<br />
dimension of 3,000 x 2,000 x<br />
50 mm.<br />
Press number 3 was delivered by SHS in<br />
2004. The three press systems are arranged<br />
in a row and are loaded and unloaded via a<br />
6-story double-sided charge carrier cart and<br />
a powered loader/unloader system. The<br />
feeding of the pressing plates with the<br />
respective charges and the removal is performed<br />
via a high-bay storage system with<br />
a special high-speed storage retrieval<br />
system. This special feature is equipped with<br />
a two-story telescopic system for quick load<br />
changes.<br />
“With these new sandwich panel presses<br />
we will increase our current yearly capacity<br />
from 220,000 sandwich components to<br />
350,000,” forecasts Andreas Aßmann.<br />
<strong>Siempelkamp</strong> sandwich panel presses are<br />
doing their part to achieve this high output!<br />
Finished product storage
G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Machinery and Plants Foundry<br />
Maschinen- und Anlagenbau Engineering<br />
<strong>Siempelkamp</strong> Maschinen- und<br />
Anlagenbau GmbH & Co. KG<br />
Handling Systeme<br />
<strong>Siempelkamp</strong> Handling Systeme GmbH<br />
Energy Systems<br />
<strong>Siempelkamp</strong> Energy Systems GmbH<br />
<strong>Siempelkamp</strong> (Wuxi) Machinery Manufacturing Ltd.<br />
Büttner Gesellschaft für Trocknungs-<br />
und Umwelttechnik mbH<br />
Australia<br />
<strong>Siempelkamp</strong> Pty Ltd.<br />
Brazil<br />
<strong>Siempelkamp</strong> do Brasil Ltda.<br />
Canada<br />
<strong>Siempelkamp</strong> Canada Inc.<br />
China<br />
<strong>Siempelkamp</strong> (Wuxi) Machinery Manufacturing Ltd.,<br />
Beijing<br />
* Minority shareholding<br />
France<br />
<strong>Siempelkamp</strong> France Sarl<br />
Sales companies/Representatives<br />
Sicoplan N.V.<br />
Industrieplanung<br />
Zweigniederlassung<br />
Maschinen- und Anlagenbau<br />
ATR Industrie-Elektronik GmbH & Co. KG<br />
&<br />
Machines & Handling<br />
W. Strothmann GmbH<br />
CMC S.r.I.<br />
Handling Systeme<br />
Schermesser S.A.<br />
Italy<br />
<strong>Siempelkamp</strong> S.r.I.<br />
Russia<br />
<strong>Siempelkamp</strong> Moscow<br />
Singapore<br />
<strong>Siempelkamp</strong> Pte Ltd.<br />
Spain<br />
<strong>Siempelkamp</strong> Barcelona<br />
USA<br />
<strong>Siempelkamp</strong> L.P.<br />
*<br />
*<br />
G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
<strong>Siempelkamp</strong>strasse 75 47803 Krefeld Germany<br />
Phone: +49 (0) 2151/92-30 Fax: +49 (0) 2151/92-5604<br />
www.siempelkamp.com<br />
Giesserei<br />
<strong>Siempelkamp</strong> Giesserei GmbH<br />
Nuclear Technology<br />
Nukleartechnik<br />
<strong>Siempelkamp</strong> Nukleartechnik GmbH<br />
NIS Ingenieurgesellschaft mbH<br />
NIS Ingenieurgesellschaft mbH<br />
Wenutec GmbH<br />
Prüf- und Gutachter-Gesellschaft<br />
<strong>Siempelkamp</strong> Prüf- und<br />
Gutachter-Gesellschaft mbH<br />
<strong>Siempelkamp</strong> Nuclear Technology UK LTD.<br />
Assistance Nucléaire S.A.