WO 100 2 - ESAB
WO 100 2 - ESAB
WO 100 2 - ESAB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
GB<br />
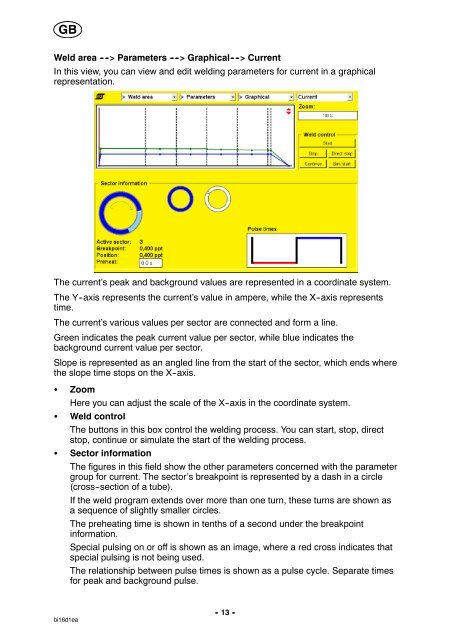
Weld area - -> Parameters - -> Graphical - -> Current<br />
In this view, you can view and edit welding parameters for current in a graphical<br />
representation.<br />
The current’s peak and background values are represented in a coordinate system.<br />
The Y--axis represents the current’s value in ampere, while the X--axis represents<br />
time.<br />
The current’s various values per sector are connected and form a line.<br />
Green indicates the peak current value per sector, while blue indicates the<br />
background current value per sector.<br />
Slope is represented as an angled line from the start of the sector, which ends where<br />
the slope time stops on the X--axis.<br />
S Zoom<br />
Here you can adjust the scale of the X--axis in the coordinate system.<br />
S Weld control<br />
The buttons in this box control the welding process. You can start, stop, direct<br />
stop, continue or simulate the start of the welding process.<br />
S Sector information<br />
The figures in this field show the other parameters concerned with the parameter<br />
group for current. The sector’s breakpoint is represented by a dash in a circle<br />
(cross--section of a tube).<br />
If the weld program extends over more than one turn, these turns are shown as<br />
a sequence of slightly smaller circles.<br />
The preheating time is shown in tenths of a second under the breakpoint<br />
information.<br />
Special pulsing on or off is shown as an image, where a red cross indicates that<br />
special pulsing is not being used.<br />
The relationship between pulse times is shown as a pulse cycle. Separate times<br />
for peak and background pulse.<br />
bi16d1ea<br />
- 13 -