WO 100 2 - ESAB
WO 100 2 - ESAB
WO 100 2 - ESAB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
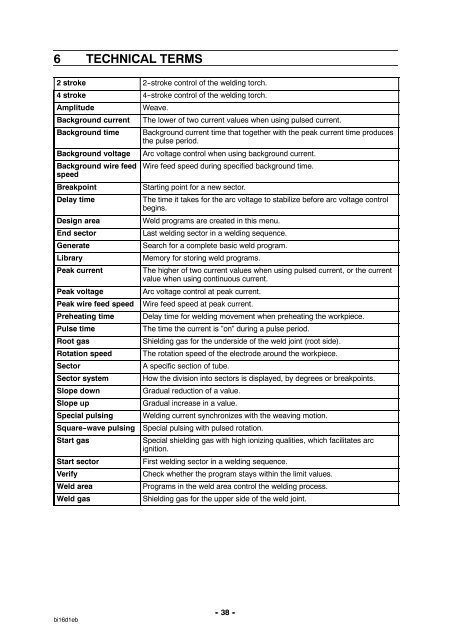
6 TECHNICAL TERMS<br />
2stroke 2--stroke control of the welding torch.<br />
4stroke 4--stroke control of the welding torch.<br />
Amplitude Weave.<br />
Background current The lower of two current values when using pulsed current.<br />
Background time Background current time that together with the peak current time produces<br />
the pulse period.<br />
Background voltage Arc voltage control when using background current.<br />
Background wire feed<br />
speed<br />
Wire feed speed during specified background time.<br />
Breakpoint Starting point for a new sector.<br />
Delay time The time it takes for the arc voltage to stabilize before arc voltage control<br />
begins.<br />
Design area Weld programs are created in this menu.<br />
End sector Last welding sector in a welding sequence.<br />
Generate Search for a complete basic weld program.<br />
Library Memory for storing weld programs.<br />
Peak current The higher of two current values when using pulsed current, or the current<br />
value when using continuous current.<br />
Peak voltage Arc voltage control at peak current.<br />
Peak wire feed speed Wire feed speed at peak current.<br />
Preheating time Delay time for welding movement when preheating the workpiece.<br />
Pulse time The time the current is ”on” during a pulse period.<br />
Root gas Shielding gas for the underside of the weld joint (root side).<br />
Rotation speed The rotation speed of the electrode around the workpiece.<br />
Sector A specific section of tube.<br />
Sector system How the division into sectors is displayed, by degrees or breakpoints.<br />
Slope down Gradual reduction of a value.<br />
Slope up Gradual increase in a value.<br />
Special pulsing Welding current synchronizes with the weaving motion.<br />
Square -wave pulsing Special pulsing with pulsed rotation.<br />
Start gas Special shielding gas with high ionizing qualities, which facilitates arc<br />
ignition.<br />
Start sector First welding sector in a welding sequence.<br />
Verify Check whether the program stays within the limit values.<br />
Weld area Programs in the weld area control the welding process.<br />
Weld gas Shielding gas for the upper side of the weld joint.<br />
bi16d1eb<br />
- 38 -