advances in numerical modeling of manufacturing processes
advances in numerical modeling of manufacturing processes
advances in numerical modeling of manufacturing processes

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TRANS. INDIAN INST. MET., VOL. 57, NO. 4, AUGUST 2004<br />
objective <strong>of</strong> elim<strong>in</strong>at<strong>in</strong>g end crack<strong>in</strong>g <strong>in</strong> the extruded<br />
shafts, it is necessary to conta<strong>in</strong> the maximum<br />
circumferential stress ( <br />
) and the maximum axial<br />
stress ( z<br />
) below the fracture strength <strong>of</strong> the material<br />
<strong>in</strong> circumferential tension and uniaxial tension,<br />
respectively (i.e., <br />
< 107.5 ksi and z<br />
< 98 ksi).<br />
M<strong>in</strong>imize:<br />
<br />
= (136.19) – (138.74*a) + (0.48*b) +<br />
(90.61*c) + (6.59*d) – (1022.8*e) +<br />
(43.33*a 2 ) – (1.39*d 2 ) + (496.06*e 2 ) +<br />
(7.5*a*d) + (381.23*a*e) + (90.22*d*e)<br />
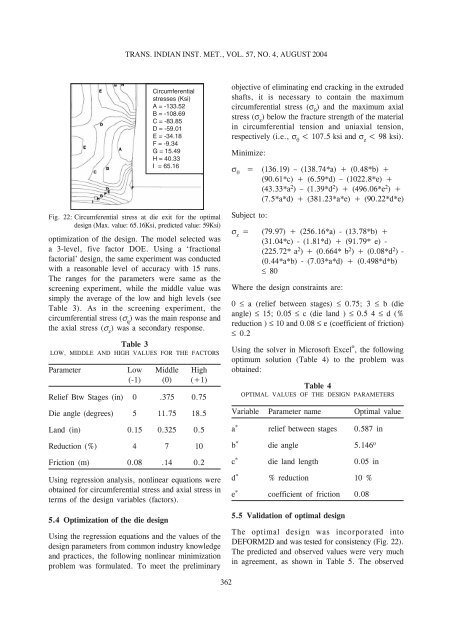
Fig. 22: Circumferential stress at die exit for the optimal<br />
design (Max. value: 65.16Ksi, predicted value: 59Ksi)<br />
optimization <strong>of</strong> the design. The model selected was<br />
a 3-level, five factor DOE. Us<strong>in</strong>g a ‘fractional<br />
factorial’ design, the same experiment was conducted<br />
with a reasonable level <strong>of</strong> accuracy with 15 runs.<br />
The ranges for the parameters were same as the<br />
screen<strong>in</strong>g experiment, while the middle value was<br />
simply the average <strong>of</strong> the low and high levels (see<br />
Table 3). As <strong>in</strong> the screen<strong>in</strong>g experiment, the<br />
circumferential stress ( q<br />
) was the ma<strong>in</strong> response and<br />
the axial stress ( z<br />
) was a secondary response.<br />
Table 3<br />
LOW, MIDDLE AND HIGH VALUES FOR THE FACTORS<br />
Parameter Low Middle High<br />
(-1) (0) (+1)<br />
Relief Btw Stages (<strong>in</strong>) 0 .375 0.75<br />
Die angle (degrees) 5 11.75 18.5<br />
Land (<strong>in</strong>) 0.15 0.325 0.5<br />
Reduction (%) 4 7 10<br />
Friction (m) 0.08 .14 0.2<br />
Us<strong>in</strong>g regression analysis, nonl<strong>in</strong>ear equations were<br />
obta<strong>in</strong>ed for circumferential stress and axial stress <strong>in</strong><br />
terms <strong>of</strong> the design variables (factors).<br />
5.4 Optimization <strong>of</strong> the die design<br />
Us<strong>in</strong>g the regression equations and the values <strong>of</strong> the<br />
design parameters from common <strong>in</strong>dustry knowledge<br />
and practices, the follow<strong>in</strong>g nonl<strong>in</strong>ear m<strong>in</strong>imization<br />
problem was formulated. To meet the prelim<strong>in</strong>ary<br />
Subject to:<br />
z<br />
= (79.97) + (256.16*a) - (13.78*b) +<br />
(31.04*c) - (1.81*d) + (91.79* e) -<br />
(225.72* a 2 ) + (0.664* b 2 ) + (0.08*d 2 ) -<br />
(0.44*a*b) - (7.03*a*d) + (0.498*d*b)<br />
80<br />
Where the design constra<strong>in</strong>ts are:<br />
0 a (relief between stages) 0.75; 3 b (die<br />
angle) 15; 0.05 c (die land ) 0.5 4 d (%<br />
reduction ) 10 and 0.08 e (coefficient <strong>of</strong> friction)<br />
0.2<br />
Us<strong>in</strong>g the solver <strong>in</strong> Micros<strong>of</strong>t Excel ® , the follow<strong>in</strong>g<br />
optimum solution (Table 4) to the problem was<br />
obta<strong>in</strong>ed:<br />
Table 4<br />
OPTIMAL VALUES OF THE DESIGN PARAMETERS<br />
Variable Parameter name Optimal value<br />
a * relief between stages 0.587 <strong>in</strong><br />
b * die angle 5.146 o<br />
c * die land length 0.05 <strong>in</strong><br />
d * % reduction 10 %<br />
e * coefficient <strong>of</strong> friction 0.08<br />
5.5 Validation <strong>of</strong> optimal design<br />
The optimal design was <strong>in</strong>corporated <strong>in</strong>to<br />
DEFORM2D and was tested for consistency (Fig. 22).<br />
The predicted and observed values were very much<br />
<strong>in</strong> agreement, as shown <strong>in</strong> Table 5. The observed<br />
362