advances in numerical modeling of manufacturing processes
advances in numerical modeling of manufacturing processes
advances in numerical modeling of manufacturing processes

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TRANS. INDIAN INST. MET., VOL. 57, NO. 4, AUGUST 2004<br />
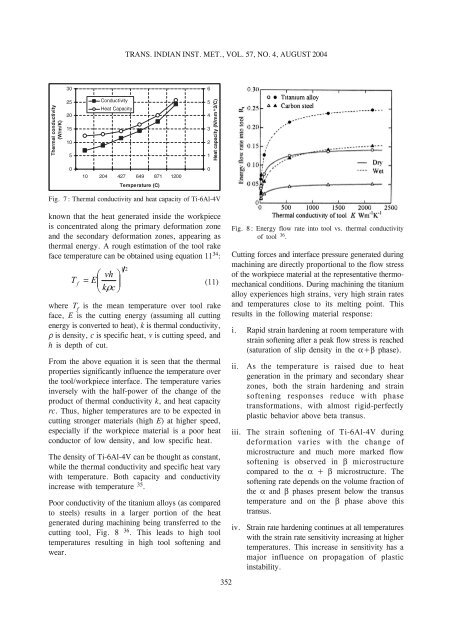
Fig. 7 : Thermal conductivity and heat capacity <strong>of</strong> Ti-6Al-4V<br />
known that the heat generated <strong>in</strong>side the workpiece<br />
is concentrated along the primary deformation zone<br />
and the secondary deformation zones, appear<strong>in</strong>g as<br />
thermal energy. A rough estimation <strong>of</strong> the tool rake<br />
face temperature can be obta<strong>in</strong>ed us<strong>in</strong>g equation 11 34 :<br />
1 2<br />
⎛ vh ⎞<br />
T f<br />
= E⎜<br />
⎟<br />
(11)<br />
⎝ k ρ c ⎠<br />
where T f<br />
is the mean temperature over tool rake<br />
face, E is the cutt<strong>in</strong>g energy (assum<strong>in</strong>g all cutt<strong>in</strong>g<br />
energy is converted to heat), k is thermal conductivity,<br />
is density, c is specific heat, v is cutt<strong>in</strong>g speed, and<br />
h is depth <strong>of</strong> cut.<br />
From the above equation it is seen that the thermal<br />
properties significantly <strong>in</strong>fluence the temperature over<br />
the tool/workpiece <strong>in</strong>terface. The temperature varies<br />
<strong>in</strong>versely with the half-power <strong>of</strong> the change <strong>of</strong> the<br />
product <strong>of</strong> thermal conductivity k, and heat capacity<br />
rc. Thus, higher temperatures are to be expected <strong>in</strong><br />
cutt<strong>in</strong>g stronger materials (high E) at higher speed,<br />
especially if the workpiece material is a poor heat<br />
conductor <strong>of</strong> low density, and low specific heat.<br />
The density <strong>of</strong> Ti-6Al-4V can be thought as constant,<br />
while the thermal conductivity and specific heat vary<br />
with temperature. Both capacity and conductivity<br />
<strong>in</strong>crease with temperature 35 .<br />
Poor conductivity <strong>of</strong> the titanium alloys (as compared<br />
to steels) results <strong>in</strong> a larger portion <strong>of</strong> the heat<br />
generated dur<strong>in</strong>g mach<strong>in</strong><strong>in</strong>g be<strong>in</strong>g transferred to the<br />
cutt<strong>in</strong>g tool, Fig. 8 36 . This leads to high tool<br />
temperatures result<strong>in</strong>g <strong>in</strong> high tool s<strong>of</strong>ten<strong>in</strong>g and<br />
wear.<br />
Fig. 8 : Energy flow rate <strong>in</strong>to tool vs. thermal conductivity<br />
<strong>of</strong> tool 36 .<br />
Cutt<strong>in</strong>g forces and <strong>in</strong>terface pressure generated dur<strong>in</strong>g<br />
mach<strong>in</strong><strong>in</strong>g are directly proportional to the flow stress<br />
<strong>of</strong> the workpiece material at the representative thermomechanical<br />
conditions. Dur<strong>in</strong>g mach<strong>in</strong><strong>in</strong>g the titanium<br />
alloy experiences high stra<strong>in</strong>s, very high stra<strong>in</strong> rates<br />
and temperatures close to its melt<strong>in</strong>g po<strong>in</strong>t. This<br />
results <strong>in</strong> the follow<strong>in</strong>g material response:<br />
i. Rapid stra<strong>in</strong> harden<strong>in</strong>g at room temperature with<br />
stra<strong>in</strong> s<strong>of</strong>ten<strong>in</strong>g after a peak flow stress is reached<br />
(saturation <strong>of</strong> slip density <strong>in</strong> the + phase).<br />
ii.<br />
As the temperature is raised due to heat<br />
generation <strong>in</strong> the primary and secondary shear<br />
zones, both the stra<strong>in</strong> harden<strong>in</strong>g and stra<strong>in</strong><br />
s<strong>of</strong>ten<strong>in</strong>g responses reduce with phase<br />
transformations, with almost rigid-perfectly<br />
plastic behavior above beta transus.<br />
iii. The stra<strong>in</strong> s<strong>of</strong>ten<strong>in</strong>g <strong>of</strong> Ti-6Al-4V dur<strong>in</strong>g<br />
deformation varies with the change <strong>of</strong><br />
microstructure and much more marked flow<br />
s<strong>of</strong>ten<strong>in</strong>g is observed <strong>in</strong> microstructure<br />
compared to the + microstructure. The<br />
s<strong>of</strong>ten<strong>in</strong>g rate depends on the volume fraction <strong>of</strong><br />
the and phases present below the transus<br />
temperature and on the phase above this<br />
transus.<br />
iv. Stra<strong>in</strong> rate harden<strong>in</strong>g cont<strong>in</strong>ues at all temperatures<br />
with the stra<strong>in</strong> rate sensitivity <strong>in</strong>creas<strong>in</strong>g at higher<br />
temperatures. This <strong>in</strong>crease <strong>in</strong> sensitivity has a<br />
major <strong>in</strong>fluence on propagation <strong>of</strong> plastic<br />
<strong>in</strong>stability.<br />
352