
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
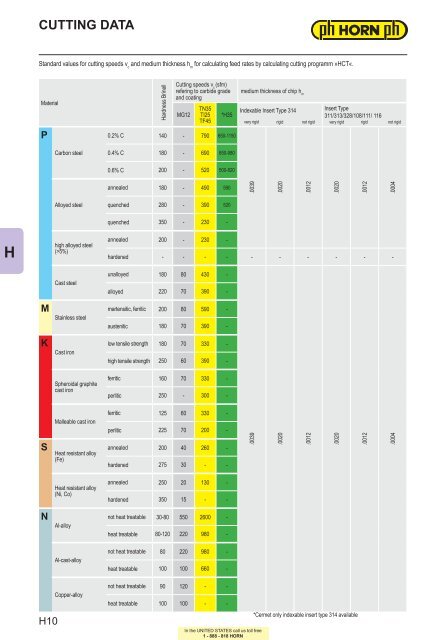
CUTTING DATAStandard values for cutting speeds v cand medium thickness h mfor calculating feed rates by calculating cutting programm »HCT«.MaterialPCarbon steelHardness BrinellCutting speeds v c(sfm)refering to carbide gradeand coatingMG12TN35TI25TF45*H350.2% C 140 - 790 650-11500.4% C 180 - 690 650-980medium thickness of chip h mIndexable Insert Type 314Insert Type311/313/328/108/111/ 116very rigid rigid not rigid very rigid rigid not rigid0.6% C 200 - 520 500-820annealed 180 - 490 590.0039.0020.0012.0020.0012.0004Alloyed steelquenched 280 - 390 520quenched 350 - 230 -Hhigh alloyed steel(>5%)Cast steelannealed 200 - 230 -hardened - - - - - - - - - -unalloyed 180 80 430 -alloyed 220 70 390 -MKStainless steelCast ironmartensitic, ferritic 200 80 590 -austenitic 180 70 390 -low tensile strength 180 70 330 -high tensile strength 250 60 390 -Spheroidal graphitecast ironferritic 160 70 330 -perlitic 250 - 300 -Malleable cast ironSHeat resistant alloy(Fe)ferritic 125 60 330 -perlitic 225 70 200 -annealed 200 40 260 -hardened 275 30 - -.0039.0020.0012.0020.0012.0004Heat resistant alloy(Ni, Co)annealed 250 20 130 -hardened 350 15 - -NAl-alloynot heat treatable 30-80 550 2600 -heat treatable 80-120 220 980 -Al-cast-alloynot heat treatable 80 220 980 -heat treatable 100 100 660 -H10Copper-alloynot heat treatable 90 120 - -heat treatable 100 100 - -In the UNITED STATES call us toll free1 - 888 - 818 HORN*Cermet only indexable insert type 314 available