thread milling - Horn USA, Inc.
thread milling - Horn USA, Inc.
thread milling - Horn USA, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
THREAD MILLING (internal)MILLING SHANK TypeMU306with through coolantDCutting edge Ø Ds .378 - .461″Material of shank: Carbide - Giving a good vibration resistancefor use with InsertType108306606Picture = right hand cutting version shownPart number 108 306 606 l 1l 2d 1dZ Ds Z Ds Z DsMU306.0625.01B 1 .378 3 .461 6 .461 3.937 .984 .287 .625Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchMU306.0625.01B 2.6.5T8EP 9 - 13 lbf-in. T8PLD2In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM306with through coolantCutting edge Ø fromDs .378″ (9.6 mm)Material of shank: Carbide - Giving a good vibration resistancefor use with InsertDType108306606Picture = right hand cutting version shownPart number 108 306 606 l 1l 2d 1dZ Ds Z Ds Z DsM306.0707.03A 1 9.6 3 9.7/11.7 6 9.7/11.7 100 - 6.0 7.5M306.0712.02A90 3012.0M306.0716.01A1 9.6 3 9.7/11.7 6 9.7/11.7100 257.316.0M306.0712.02B90 3012.0M306.0716.01B1 9.6 3 9.7/11.7 6 9.7/11.7100 257.316.0M306.0712.02E90 3012.0M306.0716.01E1 9.6 3 9.7/11.7 6 9.7/11.7100 257.316.0Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® WrenchM306.07... 2.6.5T8EP 9 - 13 lbf-in. T8PLIn the UNITED STATES cal us toll free1 - 888 - 818 HORND3
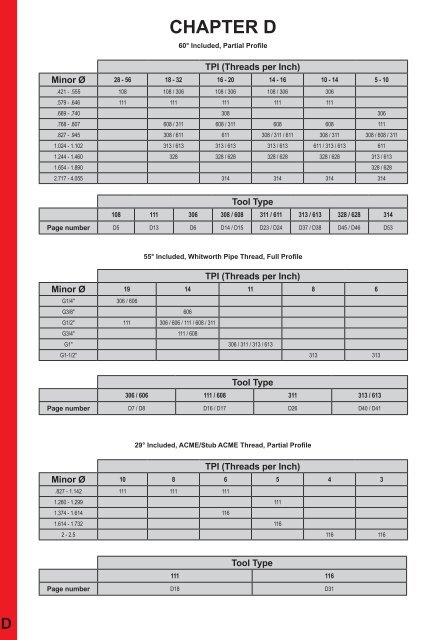
THREAD - OVERVIEWPartial profile type 108 and 306DPitchtpiPitchmm108Ds .378" (9.6)smallestminor Ø306Ds .394" (10.0)smallestminor Ø306Ds .461" (11.7)smallestminor Ø48 0.5 R/L108.0205.01 0.42140 R/L108.0205.01 0.42136 R/L108.0205.01 0.42132 0.75 R/L108.0205.01 0.42128 R/L108.0205.01 0.42124 1.0 R/L108.0510.01 0.49620 1.25 R/L108.0510.01 0.496 306.0720.01 0.55118R/L108.0510.01 0.496R/L108.0815.01 0.555306.0720.01 0.55116 1.5 R/L108.0815.01 0.555 306.1020.01 0.465306.0720.01 0.551306.0815.01 0.60614 1.75 R/L108.0815.01 0.555 306.1020.01 0.465306.0720.01 0.551306.0815.01 0.60613306.0720.01 0.551306.0815.01 0.60612 2.0306.0720.01 0.551306.0815.01 0.60611 306.2530.01 0.78710 2.5 306.2530.01 0.7879 306.2530.01 0.7878 3.0 306.2530.01 0.787Dimensions in inch (mm)Full profile Whitworth type 306 and 606Pitch306Ds .394" (10.0)Threadtype606Ds .394 (10.0)Threadtype306Ds .461 (11.7)Threadtype606Ds .461 (11.7)Threadtype11 306.5511.02 G1"14 306.5514.02 G1/2" 606.5514.02 G1/2"19 306.5519.10.22 G1/4" 606.5519.10.22 G1/4" 306.5519.02 G3/8" 606.5519.02 G3/8"Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D4In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type108PitchCutting edge Ø14-48 tpi (0.5-1.75 mm)Ds .378″for use with Milling shankDTypeMU306M306R = right hand version shownL = left hand versionMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s f d DsMG12TN35TI25TF45TH35R/L108.0205.01 28 - 48 0.5 0.75 .421 .110•/+ •/• •/•R/L108.0510.01 18 - 24 1.0 1.25 .496 .110 .142 .189 .236 .378 •/+ •/• •/+ •/•R/L108.0815.01 14 - 18 1.5 1.75 .555 .102 •/• •/• •/•Dimensions in inch●/+ = on stock / 6 weeksState R or L versionIn the UNITED STATES cal us toll free1 - 888 - 818 HORND5
THREAD MILLING (internal) Partial profileINSERT Type306PitchCutting edge Ø8-20 tpi (1.3-3.0 mm)Ds .394 - .461″Dfor use with Milling shankTypeMU306M306Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45306.1020.01 14 - 16 2.0 2.0 .465 .087 .134 .394 •306.0720.01 12 - 20 1.0 2.0 .551 .077 .130 .461 • • •306.0815.01 12 - 16 1.5 1.5 .606 .089 .130 .461 • •306.2530.01 8 - 11 2.5 3.0 .787 .067 .130 .461 • • •Dimensions in inch●/+ = on stock / 6 weeksD6In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Full profileINSERT Type306Thread per inchCutting edge Ø11 - 19Ds .382 - .461″for use with Milling shankDTypeMU306M306Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTA45TN35TI25TF45306.5519.10.02 19 .087 .130 .382 •306.5511.02 11 .067306.5514.02 14 .079306.5519.02 19 .087Dimensions in inch.130 .461●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND7
THREAD MILLING (internal) Full profileINSERT Type606Thread per inchCutting edge Ø14 - 19Ds .382 - .461″Dfor use with Milling shankTypeMU306M306Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTA45TN35TI25TF45606.5519.10.02 19 .083 .130 .382 •606.5514.02 14 .079•606.5519.02 19 .083.130 .461•Dimensions in inch●/+ = on stock / 6 weeksD8In the UNITED STATES cal us toll free1 - 888 - 818 HORN
HORN - LEADERS IN GROOVING TECHNOLOGYToolholder Type 357- screwed clamping of inserts -From Indexable Insert type A315DFor further tools for face grooving please see our catalog"CARBIDE GROOVING TOOLS"In the UNITED STATES cal us toll free1 - 888 - 818 HORND9
THREAD MILLING (internal)MILLING SHANK TypeMU308with through coolantDCutting edge Ø Ds .528 - .618″Material of shank: Carbide - Giving a good vibration resistancefor use with InsertTypeU111111308608Picture = right hand cutting version shownPart number 111 308 608 l 1l 2d 1dZ Ds Z Ds Z DsMU308.0625.01B 1 .528 3 .618 6 .618 4.331 1.299 .374 .625Further sizes upon requestOrdering note:All <strong>milling</strong> cutter shanks can be used for right and left hand inserts type 111.Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchMU308.0625.01B 3.5.12T10EP 22 - 27 lbf-in. T10PLD10In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM308with through coolantCutting edge ØDs 13.4/15.7 mmMaterial of shank: Carbide - Giving a good vibration resistancefor use with InsertDTypeU111111308608Picture = right hand cutting version shownPart number 111 308 608 l 1l 2d 1dZ Ds Z Ds Z DsM308.0012.07A 1 13.4 3 15.7 6 15.7 160 - - 12M308.1012.02A4212M308.1016.01A1 13.4 3 15.7 6 15.7 110339.516M308.1012.02B4212M308.1016.01B1 13.4 3 15.7 6 15.7 110339.516M308.1012.02E4212M308.1016.01E1 13.4 3 15.7 6 15.7 110339.516Further sizes upon requestOrdering note:All <strong>milling</strong> cutter shanks can be used for right and left hand inserts type 111.Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® WrenchM308.... 3.5.12T10EP 22 - 27 lbf-in. T10PLIn the UNITED STATES cal us toll free1 - 888 - 818 HORND11
THREAD - OVERVIEWPartial Profile Type 111, 308 and 608DPitchtpiPitchmm111Ds .528" (13.4)smallestminor Ø56 R/L111.0205.01 0.57948 0.5 R/L111.0205.01 0.57940 R/L111.0205.01 0.57936 R/L111.0205.01 0.579308Ds .618" (15.7)smallestminor Ø608Ds .618" (15.7)smallestminor Ø32 0.75 R/L111.0205.01 0.579 308.0720.01 0.827 608.0720.01 0.78728R/L111.0205.01 0.579R/L111.0510.01 0.587308.0720.01 0.827 608.0720.01 0.78724 1.0 R/L111.0510.01 0.587 308.0720.01 0.827 608.0720.01 0.78720 1.25 R/L111.0815.01 0.64618308.0815.01 0.728308.0720.01 0.827R/L111.0510.01 0.587 308.0815.01 0.728R/L111.0815.01 0.646 308.0720.01 0.82716 1.5 R/L111.1020.01 0.74014 1.7513R/L111.0815.01 0.646R/L111.1020.01 0.740R/L111.0815.01 0.646R/L111.1020.01 0.740308.0815.01 0.728308.0720.01 0.827608.0720.01 0.787608.0720.01 0.787608.0720.01 0.787308.0720.01 0.827 608.0720.01 0.787308.0720.01 0.827 608.0720.01 0.787R/L111.0815.01 0.64612 2.0 R/L111.1020.01 0.740308.0720.01 0.827 608.0720.01 0.787R/L111.1325.01 0.799 308.2530.01 0.866 608.2530.01 0.945R/L111.1020.01 0.74011R/L111.1325.01 0.799308.2530.01 0.866 608.2530.01 0.94510 2.5 R/L111.1325.01 0.799 308.2530.01 0.866 608.2530.01 0.9459 R/L111.1325.01 0.799 308.2530.01 0.866 608.2530.01 0.9458 3.0 308.2530.01 0.866 608.2530.01 0.945Dimensions in inch (mm)Full Profile Whitworth Type 111 and 608Pitch111Ds .528" (13.4)Threadtype608Ds .531 (13.5)Threadtype14 R/L111.5514.02 G1/2" & 3/4" 608.5514.02 G1/2" & G3/4"19 R/L111.5519.02 G3/8"Dimensions in inch (mm)Partial Profile Trapezoidal Type 111 Partial Profile ACME/Stub ACME Type 111Pitchin mm111Ds .528" (13.4)smallestminor Ø1.5 R/L111.1015.01 .7872.0 R/L111.1220.01 .9453.0 R/L111.1730.01 1.102Dimensions in inch (mm)ThreadtypePitch 111Ds .528" (13.4)smallestminor ØACME 8 R/LU111.AC08.01 1.102ACME 6 R/LU111.AC06.01 1.260Stub ACME 10 R/LU111.SA10.01 0.827Stub ACME 8 R/LU111.SA08.01 0.984Stub ACME 6 R/LU111.SA06.01 1.142Stub ACME 5 R/LU111.SA05.01 1.299Dimensions in inch (mm)Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will be smaller than recommended.D12In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type111PitchCutting edge Ø9-56 tpi (0.5-2.5 mm)Ds .528″for use with Milling shankDTypeMU308M308R = right hand version shownL = left hand versionMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallestminor ØE s f d DsMG12TN35TI25TF45TH35R/L111.0205.01 28 - 56 0.5 0.75 .579 .138•/••/•R/L111.0510.01 18 - 28 1.0 1.25 .587 .130 •/• •/•R/L111.0815.01 12 - 20 1.5 1.75 .646 .130 .163 .264 .315 .528 •/• •/•R/L111.1020.01 11 - 16 2.0 2.00 .740 .118 •/• •/•R/L111.1325.01 9 - 12 2.5 2.50 .799 .110 •/+ •/• •/•Dimensions in inchState R or L version●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND13
THREAD MILLING (internal) Partial profileINSERT Type308PitchCutting edge Ø8-32 tpi (1.0-3.0 mm)Ds .618″Dfor use with Milling shankTypeMU308M308Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45308.0720.01 12 - 32 1.0 2.0 .827 .130•308.0815.01 16 - 20 1.5 1.5 .728 .146 .181 .618 •308.2530.01 8 - 12 2.5 3.0 .866 .106 • •Dimensions in inch and mm●/+ = on stock / 6 weeksD14In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type608PitchCutting edge Ø8-32 tpi (1.0-3.0 mm)Ds .618″for use with Milling shankDTypeMU308M308Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45608.0720.01 12 - 32 1.0 2 .787 .130•608.2530.01 8 - 12 2.5 3 .945 .114.203 .618•Dimensions in inch and mmrecommended gradeIn the UNITED STATES cal us toll free1 - 888 - 818 HORND15
THREAD MILLING (internal) Full profileINSERT Type111Thread per inchCutting edge Ø14 - 19Ds .528″Dfor use with Milling shankTypeMU308M308R = right hand version shownL = left hand versionWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s d DsMG12TN35TI25TF45R/L111.5514.02 14 .098R/L111.5519.02 19 .114Dimensions in inchState R or L version.163 .315 .528●/+ = on stock / 6 weeksD16In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Full profileINSERT Type608Thread per inchCutting edge Ø from14Ds .531″for use with Milling shankDTypeMU308M308Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTA45TN35TI25TF45608.5514.02 14 .126 .185 .531Dimensions in inch●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND17
THREAD MILLING (internal) Partial profileINSERT TypeU111PitchCutting edge Ø5 - 10 tpiDs .528″Dfor use with Milling shankTypeMU308M308R = right hand version shownL = left hand versionACME / Stub ACME<strong>thread</strong>Part number P smallest minor Ø E s f d DsMG12TN35R/LU111.AC06.01 6 1.206 .106•/•R/LU111.AC08.01 8 1.102 .119.161 .264 .315 .528/• •/•R/LU111.SA05.01 5 1.299 .102+/R/LU111.SA06.01 6 1.142 .110 •/+.161 .264 .315 .528R/LU111.SA08.01 8 .984 .112 •/•R/LU111.SA10.01 10 .827 .126 •/•Dimensions in inchState R or L version●/+ = on stock / 6 weeksD18In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type111PitchCutting edge Ø1.5 - 3.0 mmDs .528″for use with Milling shankDTypeMU308M308R = right hand version shownL = left hand versionMetric ISO trapezoidal<strong>thread</strong> DIN 103Part number P smallest minor Ø t maxE s f d DsMG12TN35R/L111.1015.01 1.5 .787 .031 .138•/+R/L111.1220.01 2.0 .945 .049 .130 .163 .264 .315 .528 •/•R/L111.1730.01 3.0 1.102 .069 .118 •/+ •/•Dimensions in inch and mm●/+ = on stock / 6 weeksState R or L versionIn the UNITED STATES cal us toll free1 - 888 - 818 HORND19
THREAD MILLING (internal)MILLING SHANK TypeMU311with through coolantDCutting edge Ø Ds .697″Material of shank: Carbide - Giving a good vibration resistancefor use with InsertType311611Picture = right hand cutting version shownPart number 311 611 l 1l 2d 1dZ Ds Z DsMU311.0625.04B4.331 1.260 .512 .625MU311.0625.05B 3 .697 6 .697 5.118 1.772 .512 .625MU311.1212.07A 6.301 - .354 .500Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchMU311.0625.04B/05B 4.14T15P 35 - 40 lbf-in. T15PQMU311.1212.07A 2.6.5T8EP 9 - 13 lbf-in. T8PLD20In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM311with through coolantCutting edge ØDs .697″ (17.7 mm)Material of shank: Carbide - Giving a good vibration resistancefor use with InsertDType311611Picture = right hand cutting version shownPart number 311 611 l 1l 2d 1dZ Ds Z DsM311.0016.04B110 32M311.0016.05B3 17.7 6 17.7130 45M311.0016.04E110 32M311.0016.05E3 17.7 6 17.7130 45Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.13 1613 16Dimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® WrenchM311.0016.0... 4.14T15P 35 - 40 lbf-in. T15PQIn the UNITED STATES cal us toll free1 - 888 - 818 HORND21
THREAD - OVERVIEWPartial Profile Type 311 and 611PitchtpiPitchmm311Ds .694" (17.7)smallestminor Ø611Ds .694" (17.7)smallestminor ØD32311.0510.01 0.768311.0720.01 0.866611.0720.01 0.86628311.0510.01 0.768311.0720.01 0.866611.0720.01 0.866311.0510.01 0.76824 1.0611.0720.01 0.866311.0720.01 0.86620 1.25311.0720.01 0.866311.0815.01 0.807611.0720.01 0.86618311.0720.01 0.866311.0815.01 0.807611.0720.01 0.866311.0720.01 0.86616 1.5311.0815.01 0.807611.0720.01 0.866311.1020.01 0.86614 1.75311.0720.01 0.866311.1020.01 0.866611.0720.01 0.86613 311.0720.01 0.866 611.0720.01 0.866311.0720.01 0.866611.0720.01 0.86612 2.0311.1325.01 0.906311.2535.01 0.945611.2535.01 1.10211311.1325.01 0.906311.2535.01 0.945611.2535.01 1.10210 2.5 311.2535.01 0.945 611.2535.01 1.1029311.1630.01 0.925311.2535.01 0.945611.2535.01 1.102311.1630.01 0.9258 3.0311.1835.01 0.945611.2535.01 1.102311.2535.01 0.9457 3.5311.1835.01 0.945311.2535.01 0.945611.2535.01 1.1026 4 311.2535.01 0.945 611.2535.01 1.102Full Profile Type 311Dimensions in inch (mm)Pitchmm611Ds .694" (17.7)smallestminor ØFull Profile Whitworth Type 3111.5 311.0815.02 0.9061.75 311.0917.02 0.9652 311.1020.02 1.0042.5 311.1325.02 1.1123 311.1630.02 1.2603.5 311.1835.02 1.378Dimensions in inch (mm)Pitch 311Ds .531 (13.5)Threadtype11 311.5511.02 G1"14 311.5514.02 G1/2"Dimensions in inch (mm)Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D22In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type311PitchCutting edge Ø6-32 tpi (1.0-3.0 mm)Ds .697″for use with Milling shankDTypeMU311M311Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45311.0510.01 24 - 32 1.0 1.0 .768 .197•311.0720.01 12 - 32 1.0 2.0 .866 .181 •311.0815.01 16 - 20 1.5 1.5 .807 .189 •311.1020.01 14 - 16 2.0 2.0 .866 .181 •.230 .697311.1325.01 11 - 12 2.5 2.5 .906 .173 •311.1630.01 8 - 9 3.0 3.0 .925 .169 •311.1835.01 7 - 8 3.5 3.5 .945 .161 •311.2535.01 6 - 8 2.5 3.5 .945 .146 •Dimensions in inch and mm●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND23
THREAD MILLING (internal) Partial profileINSERT Type611PitchCutting edge Ø6-32 tpi (1.0-3.5 mm)Ds .697″Dfor use with Milling shankTypeMU311M311Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45611.0720.01 12 - 32 1.0 2.0 .866 .181•611.2535.01 6 - 12 2.5 3.5 1.102 .146.250 .697•Dimensions in inch and mm●/+ = on stock / 6 weeksD24In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Full profileINSERT Type311PitchCutting edge ØP 1.5 - 3.5 mmDs .697″for use with Milling shankDTypeMU311M311Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number P smallest minor Ø E s DsTN35TI25TF45311.0815.02 1.50 .906 .189•311.0917.02 1.75 .965 .185311.1020.02 2.00 1.004 .181 •.230 .697311.1325.02 2.50 1.112 .173 +311.1630.02 3.00 1.260 .169 +311.1835.02 3.50 1.378 .161 +Dimensions in inch and mm●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND25
THREAD MILLING (internal) Full profileINSERT Type311Thread per inchCutting edge Ø11 - 14Ds .697″Dfor use with Milling shankTypeMU311M311Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTA45TN35TI25TF45311.5511.02 11 .067311.5514.02 14 .079Dimensions in inch.230 .697●/+ = on stock / 6 weeksD26In the UNITED STATES cal us toll free1 - 888 - 818 HORN
HORN - LEADERS IN GROOVING TECHNOLOGYS274Turning and Grooving Tools- for Swiss Type Machines -DFor further tools for Swiss type machines please see our catalog"CARBIDE GROOVING TOOLS"In the UNITED STATES cal us toll free1 - 888 - 818 HORND27
THREAD MILLING (internal)MILLING SHANK TypeMU116with through coolantCutting edge Ø Ds .803″DMaterial of shank: Carbide - Giving a good vibration resistancefor use with InsertTypeU116116Picture = right hand cutting version shownPart number t maxDs l 1l 2d 1dMU116.0625.01B5.118 1.575MU116.0625.02B .169 .803 5.118 2.205MU116.0625.03B 5.906 3.150Further sizes upon request.433 .625Dimensions in inchOrdering note:All <strong>milling</strong> cutter shanks can be used for right and left hand inserts type 116.Milling cutter shanks with damaged seating can be repaired by HORN.Spare partsMilling shank Screw Torque TORX PLUS® WrenchMU116.0625.0... 5.13T20EP 53 - 58 lbf-in. T20PQD28In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM116with through coolantCutting edge ØDs 20.4 (16) mmMaterial of shank: Carbide - Giving a good vibration resistancefor use with InsertDTypeU116116Picture = right hand cutting version shownPart number t maxDs l 1l 2d 1dM116.0016.01B130 40M116.0016.02B 4.3 20.4130 56M116.0016.03B 150 80M116.0016.01E130 40M116.0016.02E 4.3 20.4130 56M116.0016.03E 150 80Further sizes upon request11 1611 16Dimensions in mmOrdering note:All <strong>milling</strong> cutter shanks can be used for right and left hand inserts type 116.Milling cutter shanks with damaged seating can be repaired by HORN.Spare partsMilling shank Screw Torque TORX PLUS® WrenchM116.0016.0... 5.13T20EP 53 - 58 lbf-in. T20PQIn the UNITED STATES cal us toll free1 - 888 - 818 HORND29
THREAD - OVERVIEWPartial Profile Trapezoidal Type 116DPitchmm116Ds .528" (13.4)smallestminor Ø2.0 R/L116.1220.01 1.2593.0 R/L116.1730.01 1.5744.0 R/L116.2240.01 2.047Dimensions in inchPartial profile ACME/Stub ACME Type 116TypePitchtpi111Ds .528" (13.4)smallestminor ØACME 5 R/LU116.AC05.01 2.206ACME 4 R/LU116.AC04.01 2.500Stub ACME 6 R/LU111.SA06.01 1.374Stub ACME 5 R/LU111.SA05.01 1.750Stub ACME 4 R/LU111.SA04.01 2.000Stub ACME 3 R/LU111.SA03.01 2.500Dimensions in inchAttention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D30In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)INSERT TypeU116Thread per inchCutting edge ØTr 3.0 - 6.0 mmDs .764″for use with Milling shankDTypeMU116M116R = right hand version shownL = left hand versionACME / Stub ACME<strong>thread</strong>Part number P smallest minor Ø E s f d DsMG12TN35TI25R/LU116.AC04.01 4 2.500 .131•/•R/LU116.AC05.01 5 2.206 .147.213 .382 .433 .764•/•R/LU116.SA03.01 3 2.500 .113•/R/LU116.SA04.01 4 2.000 .137 •/.213 .382 .433 .764R/LU116.SA05.01 5 1.750 .157 •/•R/LU116.SA06.01 6 1.374 .165 •/+Dimensions in inch and mmState R or L version●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND31
THREAD MILLING (internal)INSERT Type116Thread per inchCutting edge ØTr 2.0 - 4.0 mmDs .764″Dfor use with Milling shankTypeMU116M116R = right hand version shownL = left hand versionMetric ISO trapezoidal<strong>thread</strong> DIN 103Part number P smallest minor Ø E s f d DsMG12TN35TI25R/L116.1220.01 2 1.259 .177•/+R/L116.1730.01 3 1.574 .169 .217 .382 .433 .764 •/•R/L116.2240.01 4 2.047 .157 •/•Dimensions in inch and mm●/+ = on stock / 6 weeksState R or L versionD32In the UNITED STATES cal us toll free1 - 888 - 818 HORN
HORN - LEADERS IN GROOVING TECHNOLOGYRound shanks and adjustable cartridgesSystem HORN and System GrafDBenefits of SynergyFor further GRAF tools for use with HORN inserts please requestcatalogs from HORN <strong>USA</strong>, <strong>Inc</strong>.In the UNITED STATES cal us toll free1 - 888 - 818 HORND33
THREAD MILLING (internal)MILLING SHANK TypeMU313with through coolantDCutting edge Ø Ds .854″Material of shank: Carbide - Giving a good vibration resistancefor use with InsertType313613Picture = right hand cutting version shownPart number 313 613 l 1l 2d 1dZ Ds Z DsMU313.0750.04B4.331 1.772MU313.0750.05B3 .854 6 .8545.118 2.559.630 .750MU313.1515.08A 3 .854 6 .854 7.874 - .445 .625Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchMU313.0750.04B/05B 5.14T20P 53 - 58 lbf-in. T20PQMU313.1515.08A 2.6.5T8EP 9 - 13 lbf-in. T8PLD34In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM313with through coolantCutting edge ØDs .854″ (21.7 mm)Material of shank: Carbide - Giving a good vibration resistancefor use with InsertDType313613Picture = right hand cutting version shownPart number 313 613 l 1l 2d 1dZ Ds Z DsM313.0016.07A 3 21.7 6 21.7 160 20 12 16M313.0020.04B110 45M313.0020.05B3 21.7 6 21.7130 6516 20M313.0020.04E110 45M313.0020.05E3 21.7 6 21.7130 6516 20Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® WrenchM313.00... 5.14T20P 53 - 58 lbf-in. T20PQIn the UNITED STATES cal us toll free1 - 888 - 818 HORND35
THREAD - OVERVIEWPartial Profile Type 313 and 613PitchtpiPitchmm313Ds .854" (21.7)smallestminor Ø613Ds .854" (21.7)smallestminor ØD32 313.0720.01 1.102 613.0720.01 1.06328 313.0720.01 1.102 613.0720.01 1.06324 1.0 313.0720.01 1.102 613.0720.01 1.06320 1.25313.0720.01 1.102 613.0720.01 1.063313.0815.01 1.10218313.0720.01 1.102313.0815.01 1.102 613.0720.01 1.063313.0720.01 1.102 613.0720.01 1.06316 1.5313.0815.01 1.102313.1020.01 1.10214313.0720.01 1.102313.1020.01 1.102 613.0720.01 1.06313 313.0720.01 1.102 613.0720.01 1.06312 2313.0720.01 1.102 613.0720.01 1.063313.2545.01 1.457 613.2545.01 1.311313.2545.01 1.457 613.2545.01 1.3313.2545.01 1.45710 2.5313.1630.01 1.26313.2545.01 1.457 613.2545.01 1.39313.1630.01 1.26 613.2545.01 1.3313.2545.01 1.457313.1630.01 1.268 3313.2140.01 1.244313.2545.01 1.457 613.2545.01 1.3313.2140.01 1.244 613.2545.01 1.37 3.5313.2445.01 1.461313.2545.01 1.4576 4313.2445.01 1.461 613.2545.01 1.3313.2545.01 1.457Full Profile Type 313Pitchmm611Ds .694" (17.7)smallestminor ØFull Profile Whitworth Type 313 and 6131.5 313.0815.02 1.0632 313.1020.02 1.1813 313.1630.02 1.4573.5 313.1835.02 1.5754 313.2140.02 1.7324.5 313.2445.02 1.890Dimensions in inch (mm)Pitch 313Ds .854" (21.7)Threadtype613Ds .854" (21.7)Threadtype6 313.5506.02 G1-G1/2"8 313.5508.02 G1-G1/2"11 313.5511.02 G1" 613.5511.02 G1"Dimensions in inch (mm)Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D36In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type313PitchCutting edge Ø6-32 tpi (1.0-4.5 mm)Ds .854″for use with Milling shankDTypeMU313M313Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45313.0720.01 12 - 32 1.0 2.0 1.102 .181•313.0815.01 16 - 20 1.5 1.5 1.102 .189 •313.1020.01 14 - 16 2.0 2.0 1.102 .181 •313.1630.01 8 - 10 3.0 3.0 1.260 .169 .230 .854 •313.2140.01 7 - 8 4.0 4.0 1.244 .154 •313.2445.01 6 - 7 4.5 4.5 1.461 .146 •313.2545.01 6 - 12 2.5 4.5 1.457 .146 •Dimensions in inch and mm●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND37
THREAD MILLING (internal) Partial profileINSERT Type613PitchCutting edge Ø6-32 tpi (1.0-4.5 mm)Ds .854″Dfor use with Milling shankTypeMU313M313Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45613.0720.01 12 - 32 1.0 2.0 1.063 .181 .232 .854 •613.2545.01 6 - 12 2.5 4.5 1.300 .146 .250 .854 •Dimensions in inch and mm●/+ = on stock / 6 weeksD38In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Full profileINSERT Type313PitchCutting edge ØP 1.5 - 4.5 mmDs .854″for use with Milling shankDTypeMU313M313Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number P smallest minor Ø E s DsTN35TI25TF45313.0815.02 1.5 1.063 .189•313.1020.02 2.0 1.181 .181 •313.1630.02 3.0 1.457 .169 •.230 .854313.1835.02 3.5 1.575 .161313.2140.02 4.0 1.732 .154 •313.2445.02 4.5 1.890 .150 •Dimensions in inch and mm●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND39
THREAD MILLING (internal) Full profileINSERT Type313Thread per inchCutting edge Ø6/8/11Ds .854″Dfor use with Milling shankTypeMU313M313Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTN35TI25TF45313.5506.02 6 .118 .230 .854 +313.5508.02 8 .142 .230 .854 •313.5511.02 11 .157 .230 .854 •Dimensions in inch●/+ = on stock / 6 weeksD40In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Full profileINSERT Type613Thread per inchCutting edge Ø11Ds .854″for use with Milling shankDTypeMU313M313Picture = right hand cutting version shownWhitworth pipe <strong>thread</strong> asperDIN ISO 228; (259) and2999Part number Threads per <strong>Inc</strong>h E s DsTA45TN35TI25TF45613.5511.02 11 .134 .213 .854Dimensions in inch●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND41
THREAD MILLING (internal)MILLING SHANK TypeSMU328with through coolantDCutting edge Ø Ds 1.091″Material of shank: Carbide - Giving a good vibration resistancefor use with InsertType328628Picture = right hand cutting version shownPart number 328 628 l 1l 2d 1dZ Ds Z DsSMU328.0750.05B5.118 .984 .591SMU328.0750.06B 5.709 - .7503 1.091 6 1.091SMU328.0750.07B 6.299 .984 .591SMU328.0750.08B 7.874 - .750Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN..750Dimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchSMU328.0750.0... 5.17T20P 53 - 58 lbf-in. T20PQD42In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK TypeM328/SM328with through coolantCutting edge ØDs 1.091″ (27.7 mm)Material of shank: tungsten alloy (giving good vibration resistance)for use with InsertDType328628Picture = right hand cutting version shownPart number 328 628 l 1l 2d 1dZ Ds Z DsM328.0020.10A 3 27.7 6 27.7 250 - 14.3 20SM328.0020.05B130 25 15.0SM328.0020.06B 145 - 20.03 27.7 6 27.7SM328.0020.07B 160 25 15.020SM328.0020.08B 200 - 20.0SM328.0020.05E130 25 15.0SM328.0020.06E 145 - 20.03 27.7 6 27.7SM328.0020.07E 160 25 15.020SM328.0020.08E 200 - 20.0Further sizes upon requestOrdering note:Milling cutter shanks with damaged seating can be repaired by HORN.Dimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® WrenchM328.0020.10A 5.14T20P 53 - 58 lbf-in. T20PQSM328.0020.0... 5.17T20P 53 - 58 lbf-in. T20PQIn the UNITED STATES cal us toll free1 - 888 - 818 HORND43
THREAD - OVERVIEWPartial Profile Type 328 and 628PitchtpiPitchmm328Ds 1.091" (27.7)smallestminor Ø628Ds 1.091" (27.7)smallestminor Ø32 328.0720.01 1.26028 328.0720.01 1.260D24 1 328.0720.01 1.26020 1.25328.0720.01 1.260328.1525.01 1.260 628.1525.01 1.33918328.0720.01 1.260 628.1525.01 1.339328.1525.01 1.26016 1.5328.0720.01 1.260 628.1525.01 1.339328.1525.01 1.29914328.0720.01 1.260328.1525.01 1.299 628.1525.01 1.33913 328.1525.01 1.299 628.1525.01 1.33912 2 328.1525.01 1.299 628.1525.01 1.33910 2.5 328.3050.01 1.654 628.3050.01 1.5759 328.3050.01 1.654 628.3050.01 1.5758 3 328.3050.01 1.654 628.3050.01 1.5757 3.5 328.3050.01 1.654 628.3050.01 1.5756 4328.3050.01 1.654 628.3050.01 1.575328.5060.01 1.811 682.5060.01 1.8905 5 328.5060.01 1.811 682.5060.01 1.890Dimensions in inch (mm)Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D44In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINSERT Type328PitchCutting edge Ø5-32 tpi (1.0-6.0 mm)Ds 1.091″for use with Milling shankDTypeSMU328SM328M328Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45328.0720.01 14 - 32 1.0 2.0 1.260 .181 .230•328.1525.01 12 - 20 1.5 2.5 1.299 .169 .230 •1.091328.3050.01 6 - 10 3.0 5.0 1.654 .189 .280 • •328.5060.01 5 - 6 5.0 6.0 1.811 .173 .280 •Dimensions in inch and mm●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND45
THREAD MILLING (internal) Partial profileINSERT Type628PitchCutting edge Ø5-32 tpi (1.5-6.0 mm)Ds 1.091″Dfor use with Milling shankTypeSMU328SM328M328Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45628.1525.01 12 - 20 1.5 2.5 1.339 .189•628.3050.01 6 - 10 3.0 5.0 1.575 .146 .250 1.091 •628.5060.01 5 - 6 5.0 6.0 1.890 .126 •Dimensions in inch and mm●/+ = on stock / 6 weeksD46In the UNITED STATES cal us toll free1 - 888 - 818 HORN
HORN - LEADERS IN GROOVING TECHNOLOGYDPCD- or CBN-tipped inserts upon request.SUPERMINI ®Turning of hardened partsfrom bore Ø > 3.0 mmMINIPCD-tipped insertFor further tools for Swiss type machines please see our catalog"SUPERMINI ® + MINI"In the UNITED STATES cal us toll free1 - 888 - 818 HORND47
THREAD MILLING (internal)MILLING SHANK TypeU380Cutting edge Ø Ds 1.732″Dfor use with IndexableinsertType314Picture = right hand cutting version shownPart number Z t maxDs w l 1d 1dU380.1732.03B 3 .157 1.732 .236 5.000 1.339 1.000Further sizes upon requestDimensions in inchSpare partsMilling shank Screw Torque TORX PLUS® WrenchU380.1732.03B 5.12T20P 53 - 58 lbf-in. T20PQD48In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING SHANK Type380Cutting edge ØDs 1.732″ (44.0 mm)for use with IndexableinsertDType314Picture = right hand cutting version shownPart number Z t maxDs l 1d 1d λ380.0044.03A 3 4 44 125 34 25 14°380.0044.03B 3 4 44 125 34 25 14°380.0044.03E 3 4 44 125 34 25 14°Further sizes upon requestDimensions in mmSpare partsMilling shank Screw Torque TORX PLUS® Wrench380.0044.03... 5.12T20P 53 - 58 lbf-in. T20PQIn the UNITED STATES cal us toll free1 - 888 - 818 HORND49
THREAD MILLING (internal)MILLING CUTTER TypeU380Cutting edge Ø Ds 2.480″Dfor use with IndexableinsertType314Picture = right hand cutting version shownPart number Z Ds h h 2d 2t maxw λU380.2480.05 5 2.480 1.575 1.559 2.008 .197 .236 10°Further sizes upon requestDimensions in inchSpare partsMilling Cutter Screw Screw Torque TORX PLUS® Wrench WasherU380.2480.05 10.25.912 5.12T20P 53 - 58 lbf-in. T20PQ 10.5.433D50In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal)MILLING CUTTER Type380Cutting edge ØDs 2.480″ (63.0 mm)Cutterhole and cross keyway as per DIN 138for use with IndexableinsertDType314Picture = right hand cutting version shownPart number Z Ds h h 2d 2t maxλ380.0063.05 5 63 40 39.6 51 5 10°Further sizes upon requestDimensions in mmSpare partsMilling Cutter Screw Screw Torque TORX PLUS® Wrench Washer380.0063.05 10.25.912 5.12T20P 53 - 58 lbf-in. T20PQ 10.5.433In the UNITED STATES cal us toll free1 - 888 - 818 HORND51
THREAD - OVERVIEWPartial Profile Type 314DPitchtpiPitchmm314Ds 1.732" (44.0)smallestminor Ø16 1.5 R314.1535.01 2.71714 R314.1535.01 2.71713 R314.1535.01 2.71712 2 R314.1535.01 2.71711 R314.1535.01 2.71710 2.5 R314.1535.01 2.7179 R314.1535.01 2.7178 3 R314.1535.01 2.717314Ds 2.480" (63.0)smallestminor Ø7 3.5 R314.1535.01 2.7176 4R314.21040.01 2.717R314.4060.01 2.7175 5 R314.4060.01 2.7174 6 R314.4060.01 2.717 R314.3260.01 4.055Attention:Recutting of the <strong>milling</strong> tool will create profile errors if the nominal diameter of the component will besmaller than recommended.D52In the UNITED STATES cal us toll free1 - 888 - 818 HORN
THREAD MILLING (internal) Partial profileINDEXABLE INSERT Type314PitchCutting edge Ø from4-16 tpi (1.5-6.0 mm)Ds 1.732″for use with Milling shankDTypeU380380Picture = right hand cutting version shownMetric ISO andUN <strong>thread</strong>Part number Threads per <strong>Inc</strong>h P P maxsmallest minor Ø E s DsTN35TI25TF45R314.1535.01 7 - 16 1.5 3.5.130•R314.2140.01 6 4.0 4.0 2.717 .118 .215 1.732 •R314.4060.01 4 - 6 4.0 6.0 .106 •R314.3260.01 4 6.0 6.0 4.055 .106 .215 2.480 +Dimensions in inchOrdering note:R314.3260.01 only for <strong>milling</strong> cutter 380.0063.05●/+ = on stock / 6 weeksIn the UNITED STATES cal us toll free1 - 888 - 818 HORND53
TECHNICAL INFORMATIONFeed rates and time calculationIt is simple and easy to calculate your speed and feedsusing HORN‘S HCT program. We recommend thatyou calculate the cutting data with this program as itwill provide you with the best cutting performance andresults. Basic features of the calculations can be foundon the follwing pages.HCT(HORN Circular Technology)- safe and fast -Your cutting data for groove <strong>milling</strong> bycircular interpolation of internal andexternal grooves as well as groove<strong>milling</strong> of linear grooves.System requirements from Windows 95.Available on CD-ROM.BASIC RECOMMENDATIONSOverhang of the <strong>milling</strong> cutterSelect the shortest possible clamping device and <strong>milling</strong>shank, and control the runout tolerance of the tools.Large cutting widths in combination with long overhangsrequire specific manufacturing methods such as dividingthe cutting width to achieve the best possible cuttingresult due to reduced cutting forces.HDiameter of the <strong>milling</strong> cutterWhen using a large diameter cutter, whose relationshipis close to the bore diameter, manufacturing cycletimecan be reduced, due to the smaller center of rotation andhigher feed rates. Many times the rotation of the <strong>milling</strong>cutter centre will be defined by the parameters of theworkpiece and the whole application setup.Clamping torque of the screwsWe recommend to use a torque screw driver to achievethe indicated torque values per insert and tool type.Additional additives such as copper paste are notpermitted. This will have a negative effect and changethe clamping forces.All clamping screws are already coated withadditives.M dIn the UNITED STATES call us toll free1 - 888 - 818 HORNH1
TECHNICAL INFORMATIONMilling directionMost HORN <strong>milling</strong> tools are right handed , and it isrecommended to use them with the climb <strong>milling</strong> processas this is generally recommend for carbide tools.HMilling entry into the workpieceA simple radial entry of the <strong>milling</strong> cutter creates a verylong contact angle which leads to vibrations which willnot disappear for the rest of the <strong>milling</strong> operation and arevisual on the bottom of the groove.It is recommended to enter the groove with a rampangle of 45° up to 180° to the maximum depth of cut.The calculated cutting data refers to the <strong>milling</strong> conditionwhen the insert is in the full cut but can be also used forthe entry loop.Ramp angle > 45°Bore <strong>milling</strong> and offset <strong>milling</strong> by helicalinterpolationHORN <strong>milling</strong> inserts are manufactured with a round chipbreaker. This means that beyond a depth of cut of 2 mmin axial direction the insert gets a negative cutting angle.Milling inserts are limited to a depth of cut of 2 mm whenused for helical interpolation. Larger depths of cut canonly be produced when choosing special chip breakers.Please contact us in case of any further questions.H2In the UNITED STATES call us toll free1 - 888 - 818 HORN
TECHNICAL INFORMATIONSinlge edged insertsWhen entering through a bore off center and withoutrotating it is possible to generate back chamfers andflats with inserts having a larger cutting diameter thanthe bore diameter. Single edged cutters have no run outtolerance.Thread <strong>milling</strong>HWith HORN <strong>thread</strong> <strong>milling</strong> inserts the <strong>thread</strong> profile isgenerated in one full cut to the profile depth of the <strong>thread</strong>.This produces <strong>thread</strong>s with minimal taper especially inhigh alloyed steels.In blind holes it is recommended to mill from the bottomto the top. Otherwise there is the risk of damaging thetool because of <strong>milling</strong> into chips at the bottom of theblind hole.A general recommendation for <strong>thread</strong> <strong>milling</strong>:The <strong>milling</strong> cutter diameter should not exceed 70% of theminor diameter of the <strong>thread</strong>. Otherwise recutting of theprofile occurs which could bring the whole <strong>thread</strong> out oftolerance.In the UNITED STATES call us toll free1 - 888 - 818 HORNH3
CHOICE OF CARBIDE GRADESSynthetic cutting-tool materialPD10PD20Wear resistanceCutting speedToughnessFeed rateCB10CB20HCarbide Gradesuncoated coatedMG12 TI25MG12 TN35 TH350110203040102030N4001102030Non ferrous metal High temp. alloys Hardened materialsSHWear resistanceCutting speedToughnessFeed rate01102030401020304001102030PCarbide GradesMain selection supplementary gradesH35TH35TN35TI25H54 TF45MG12TN35TI25H54TF45MG12TF46Steel Stainless steel Grey cast iron / AluminiumMKH4In the UNITED STATES call us toll free1 - 888 - 818 HORN
GROOVE MILLING by circular interpolationMILLING OF A LINEAR GROOVE - EXTERNALs z= h m√ 2r a rs = n • z • s zmm/minHCos φ° = r2 + [R + r - a r] 2 - R 2 φ°2r [R + r - a r]L = • 2r • φ° mm360°Length of cutt =A Tn • z • A zminTime for cut (for A T)A Z= L • h мmm 2 s' 2= s' 1Area of chips' 1= • 2 (R+r-a r ) mm/mintFeed rate of tool centreA T= [R 2 -(R-a r) 2 ] mm 2Area of groove sectionR - a rR + r - a rmm/minFeed rate of tool tipHCT (HORN Circular Technology)- safe and fast -Your cutting data for groove <strong>milling</strong> by circular interpolation of internal and external grooves as well as groove <strong>milling</strong>of linear grooves.System requirements from Windows 95. Available on CD-ROM.In the UNITED STATES call us toll free1 - 888 - 818 HORNH5
GROOVE MILLING by circular interpolationMILLING OF AN INTERNAL GROOVEHCos [180° - φ°] = r2 + [R + a r- r] 2 - R 2 180° - φ° φ°2r [R + a r- r]L = • 2r • φ° mm360°Length of cutt =A Tn • z • A zminTime for cut (for A T)A Z= L • h mmm 2 s' 2= s' 1Area of chips' 1= • 2 (R+r-a r ) mm/mintFeed rate of tool centreA T= [R 2 -(R-a r) 2 ] mm 2Area of groove sectionR - a rR + r - a rmm/minFeed rate of tool tipSpecificationISO Specification Specification ISO SpecificationFeed rateRevolutionsNumber of teethFeed/toothmedium thickness ofchipradial depth of cutr rs'v fRadius of cuttera ra ennRadius of workpieceRRzs zzf zFeed rate of tool centres‘ 1v f 3h mh mFeed rate of tool tips‘ 2v f2H6In the UNITED STATES call us toll free1 - 888 - 818 HORN
Available METRIC size carbide and tungstenalloy shanks - SummaryDimensions in mm Part number Inserts (inch and metric) Use Pagel 1d g6l 2d 1Type t maxDs130 12 40 11 M116.0012.01B130 12 56 11 M116.0012.02B130 16 40 11 M116.0016.01B/E130 16 56 11 M116.0016.02B/E150 16 80 11 M116.0016.03B/E80 12 21 6 M306.0012.01B/E/A90 12 30 6 M306.0012.02B/E/A100 12 42 6 M306.0012.03B/E/A116 4.3 20.4 A53116 4.3 20.4 A53108/306 1.0/2.5 9.6/11.7 A3 - A4100 7.5 - 6 M306.0707.03AD3; E2108/306 0.85/2.0 9.3/11.7120 10 - 6 M306.1010.03A E290 12 30 7.3 M306.0712.02B/E/A100 16 25 7.3 M306.0716.01/B/E/A108/306 0.7/2.0 9.6/11.7 A3 - A4; D360 10 15.2 6 M306.ST10.01A 108/306 1.0/2.5 9.4/11.7 A595 12 29 8 M308.0012.01B/E/A110 12 42 8 M308.0012.02B/E/A120 12 56 8 M308.0012.03B/E/A111/308/608 2.3/3.5 13.4/15.7 A23-A24160 12 - - M308.0012.07A 111/308/608 2.3/3.5 13.4/15.7 D11; E8110 12 42 9.5 M308.1012.02B/E/A110 16 33 9.5 M308.1016.01B/E/A60 10 17.7 8 M308.ST10.01A70 13 25.7 8 M308.ST13.01A100 12 32 9 M311.0012.01B/E/A100 12 45 9 M311.0012.02B/E/A120 12 64 9 M311.0012.03B/E/A111/308 1.5/2.7 13.4/15.7 A23-A24; D11111/308 2.3/3.5 13.4/15.7 A25311/611 3.5/2.5 17.7 A39-A4090 16 25 9 M311.0016.00B/E 311 3.6 17.0 G3100 16 32 9 M311.0016.01B/E/A110 16 45 9 M311.0016.02B/E/A130 16 64 9 M311.0016.03B/E/A110 16 32 13 M311.0016.04B/E/A130 16 45 13 M311.0016.05B/E/A60 10 17.7 9 M311.ST10.01A311/611 3.5/2.5 17.7 A39-A40311/611 1.5 17.7 A39-A40; D2170 13 25.7 9 M311.ST13.01A 311/611 3.5 17.7A4180 16 25.7 9 M311.ST16.01A100 12 - - M313.0012.01B/E/A130 12 - - M313.0012.02B/E/A313/613 4.5/3.2 21.7 A59-A6093 16 30 11.5 M313.0016.00B/E 313 4.75 21.7 G7100 16 42 12 M313.0016.01B/E/A130 16 60 12 M313.0016.02B/E/A160 16 85 12 M313.0016.03B/E/A160 16 20 12 M313.0016.07A110 20 45 16 M313.0020.04B/E130 20 60 16 M313.0020.05B/E313/613 4.5/3.2 21.7 A59-A60313/613 2.5 21.7 D35HDimensions in mmIn the UNITED STATES call us toll free1 - 888 - 818 HORNH7
Available METRIC size carbide and tungstenalloy shanks - SummaryDimensions in mm Part number Inserts (inch and metric) Use Pagel 1d g6l 2d 1Type t maxDs60 10 10.7 11.3 M313.ST10.01A70 13 25.7 11.3 M313.ST13.01A80 16 25.7 11.3 M313.ST16.01A120 9 - - M328.0909.01A100 12 36 9 M328.0912.01A100 16 42 14.3 M328.0016.01B/E/A130 16 60 14.3 M328.0016.02B/E/A160 16 85 14.3 M328.0016.03B/E/A100 20 42 14.3 M328.0020.01B/E/A130 20 60 14.3 M328.0020.02B/E/A160 20 85 14.3 M328.0020.03B/E/A313/613 4.85 21.7 A61328/628 9.3 28 A79325/328/628 5.0/6.4/4.3 24.8/27.7 A77 - A78104 20 35 13.5 M328.0020.00B/E 328 6.5 27.7 G10H130 20 20 15 SM328.0020.05B/E6.0145 20 - - SM328.0020.06B/E 3.5328160 20 20 15 SM328.0020.07B/E 6.027.7 D43200 20 - - SM328.0020.08B/E 3.570 13 10.7 14 M328.ST13.01A100 20 35.7 14 M328.ST20.01A328/628 6.0 27.7 A80100 16 42 16 M332.0016.01A130 16 60 16 M332.0016.02A160 16 85 16 M332.0016.03A100 20 42 20 M332.0020.01A332 8.5 31.7 A92130 20 60 20 M332.0020.02A160 20 85 20 M332.0020.03A100 12 32 11 M332.0012.2.01A100 16 32 11 M332.0016.2.01A332 10 31.7A9370 13 25 11 M332.ST13.2.01A A94100 20 40 17.5 M335.0020.01B/A130 20 60 17.5 M335.0020.02B/A/E335 7.9/8.0 34.7 A104 - A105Dimensions in mmH8In the UNITED STATES call us toll free1 - 888 - 818 HORN
Available INCH size carbide and tungstenalloy shanks - SummaryDiemsnions in inch Part number Inserts (inch and metric) Use Pagel 1d g6l 2d 1Type t maxDs3.150 .500 .827 .236 MU306.0500.01B 108/306 .039/.098 .378/.4613.543 .500 1.181 .236 MU306.0500.02B 108/306 .039/.098 .378/.461 A2; D23.937 .500 1.654 .236 MU306.0500.03B 108/306 .039/.098 .378/.4613.937 .625. .984 .287 MU306.0625.01B 108/306 .028/.078 .378/.4613.740 .500 1.142 .315 MU308.0500.01B 111/308 .091/.138 .528/.6184.331 .500 1.654 .315 MU308.0500.02B 111/308 .091/.138 .528/.618 A22; D104.724 .500 2.205 .315 MU308.0500.03B 111/308 .091/.138 .528/.6184.331 .625 1.299 .315 MU308.0625.01B 111/308 .091/.138 .528/.6183.937 .500 1.260 .354 MU311.0500.01B 311/611 .138 .6973.937 .500 1.772 .354 MU311.0500.02B 311/611 .138 .697 A384.724 .500 2.520 .354 MU311.0500.03B 311/611 .138 .6973.543 .625 .984 .354 MU311.0625.00B 311 .143 .669 G23.937 .625 1.260 .354 MU311.0625.01B 311/611 .138 .6974.331 .625 1.772 .354 MU311.0625.02B 311/611 .138 .697 A385.118 .625 2.520 .354 MU311.0625.03B 311/611 .138 .6974.331 .625 1.260 .512 MU311.0625.04B 311 .059 .697 A38; D205.118 .625 1.772 .512 MU311.0625.05B 311 .059 .6976.301 .500 - .354 MU311.1212.07A 313/613 .177 .854H3.937 .500 - - MU313.0500.01B 313/613 .177 .854 A585.118 .500 - - MU313.0500.02B 313/613 .177 .8543.661 .625 1.181 .453 MU313.0625.00B 313 .187 .787 G63.937 .625 1 .654 .472 MU313.0625.01B 313/613 .177 .8545.118 .625 2 .362 .472 MU313.0625.02B 313/613 .177 .854 A586.299 .625 3 .346 .472 MU313.0625.03B 313/613 .177 .8544.331 .750 1 .772 .630 MU313.0750.04B 313/613 .098 .854 D345.118 .750 2 .559 .630 MU313.0625.05B 313/613 .098 .8547.874 .625 - .445 MU313.1515.08A 313/613 .098 .8543.937 .500 - .563 MU328.0500.01B 328/628 .256 1.0915.118 .500 - .563 MU328.0500.02B 328/628 .256 1.0913.937 .625 1 .654 .563 MU328.0625.01B 328/628 .256 1.091 A765.118 .625 2 .362 .563 MU328.0625.02B 328/628 .256 1.0916.299 .625 3 .346 .563 MU328.0625.03B 328/628 .256 1.0916.299 .750 3 .346 .563 MU328.0750.03B 328/628 .256 1.0914.094 .750 1.378 .531 MU328.0750.00B 328 .256 .945 G95.118 .750 .787 .591 SMU328.0750.05B 328 .236 1.0915.709 .750 - - SMU328.0750.06B 328 .138 1.0916.299 .750 .787 .591 SMU328.0750.07B 328 .236 1.091 D427.874 .750 - - SMU328.0750.08B 328 .138 1.091Dimensions in inchIn the UNITED STATES call us toll free1 - 888 - 818 HORNH9
CUTTING DATAStandard values for cutting speeds v cand medium thickness h mfor calculating feed rates by calculating cutting programm »HCT«.MaterialPCarbon steelHardness BrinellCutting speeds v c(sfm)refering to carbide gradeand coatingMG12TN35TI25TF45*H350.2% C 140 - 790 650-11500.4% C 180 - 690 650-980medium thickness of chip h mIndexable Insert Type 314Insert Type311/313/328/108/111/ 116very rigid rigid not rigid very rigid rigid not rigid0.6% C 200 - 520 500-820annealed 180 - 490 590.0039.0020.0012.0020.0012.0004Alloyed steelquenched 280 - 390 520quenched 350 - 230 -Hhigh alloyed steel(>5%)Cast steelannealed 200 - 230 -hardened - - - - - - - - - -unalloyed 180 80 430 -alloyed 220 70 390 -MKStainless steelCast ironmartensitic, ferritic 200 80 590 -austenitic 180 70 390 -low tensile strength 180 70 330 -high tensile strength 250 60 390 -Spheroidal graphitecast ironferritic 160 70 330 -perlitic 250 - 300 -Malleable cast ironSHeat resistant alloy(Fe)ferritic 125 60 330 -perlitic 225 70 200 -annealed 200 40 260 -hardened 275 30 - -.0039.0020.0012.0020.0012.0004Heat resistant alloy(Ni, Co)annealed 250 20 130 -hardened 350 15 - -NAl-alloynot heat treatable 30-80 550 2600 -heat treatable 80-120 220 980 -Al-cast-alloynot heat treatable 80 220 980 -heat treatable 100 100 660 -H10Copper-alloynot heat treatable 90 120 - -heat treatable 100 100 - -In the UNITED STATES call us toll free1 - 888 - 818 HORN*Cermet only indexable insert type 314 available
COMPONENTTorque screw driver with scale- variable torque setting- adjusted torque is shown on displayD 15 VLModel 1-5 NmThe Torque can be infinitely adjusted with a special torquesetter (id.) Ergonomical formed gives perfect handlingabilities. Acustic signal when setted torque is reached.(Standard: EN ISO 6798, BS EN 26789, ASME B 107.14.M.)(Precision: ± 6 %)D 28 VLModel 2-8 NmTorque screw driver with scale- variable torque setting- adjusted torque is shown on displayThe Torque can be infinitely adjusted with a special torquesetter (id.) Ergonomical formed gives perfect handlingabilities. Acustic signal when setted torque is reached.(Standard: EN ISO 6798, BS EN 26789, ASME B 107.14.M.)(Precision: ± 6 %)Torque setterED 28 VLDevice for setting the required torque.Handle: Celluloseacetat with micro structured surfaceBlade: Octogonal (8 flats) blade, hardened galvanizedIn the UNITED STATES call us toll free1 - 888 - 818 HORNO1O
COMPONENTBlade for TORX-Plus screwsDT6PKDT7PKDT8PKDT9PKDT10PKDT15PKDT20PKDT25PKBlade:Utilization:High quality Chrom-Vanadium steel,through hardened, chrome plated.Wiha Chrom Blade guarantees maximumprecison.Colored code greenFor controlled screw setting with definite torquein combination with Wiha torque screw driverhandle.Blade for allen screwsDSW15KDSW20KDSW25KDSW30KDSW40KBlade:Utilization:High quality chrom-vanadium steel,through hardened, chrome plated.Wiha Chrom Blade guarantees maximumprecison.Colored code redcontrolled screw setting with definite torque incombination with Wiha torque screw driverhandelD14ZBKUniversal BitholderFor S.DM08, S.DM10 and S.DM12 alsofor all C6,3 and E6,3 (1/4") BitsBlade: High quality Chrome-Vanadium steel,through hardened, chrome plated.Collar:Utilization:Stainless steelFor controlled screw setting with definite torquein combination with torque screw driver handle.OO2In the UNITED STATES call us toll free1 - 888 - 818 HORN
COMPONENTUniversal Bitholder with T-handleFor S.DM10 and S.DM12also for all C6,3 and E6,3 (1/4") BitsBlade: High quality Chrome-Vanadium steel,through hardened, chrome plated.Collar: Stainless steelUtilization: For controlled opening14ZQKTorque screw driver with scale- variable torque setting- adjusted torque is shown on displayThe Torque can be infinitely adjusted with a special torquesetter (id.) Ergonomical formed gives perfect handlingabilities. Acustic signal when setted torque is reached.(Standard: EN ISO 6798, BS EN 26789, ASME B 107.14.M.)(Precision: ± 6 %)D515QLModel 5-15 NmED515QLTorque setterDevice for setting the required torque.Handle: Celluloseacetat with micro structured surfaceBlade: Octogonal (8 flats) blade, hardened galvanizedIn the UNITED STATES call us toll free1 - 888 - 818 HORNO3O
COMPONENTUniversal BitholderFor S.DM08, S.DM10 and S.DM12 alsofor all C6,3 and E6,3 (1/4") BitsD14ZBQBlade:Collar:Utilization:High quality Chrome-Vanadium steel,through hardened, chrome plated.Stainless steelFor controlled screw setting with definite torquein combination with torque screw driver handle.Blade for TORX-Plus screwsDT15PQDT20PQDT25PQDT27PQDT30PQBlade:Utilization:High quality Chrom-Vanadium steel,through hardened, chrome plated.Wiha Chrom Blade guarantees maximumprecison.Colored code greenFor controlled screw setting with definitetorque in combination with Wiha torque screwdriver handle.OO4In the UNITED STATES call us toll free1 - 888 - 818 HORN
METAL CUTTING SAFETYDuring metal cutting "hot flying chips" may be projected from the workpieceor a rotating part of the machine tool. If carbide is subjected to over-stressor severe impact, it may fracture causing small fragments to be dispelled.In such instances, certains precautions should be implemented to protectthe operator(s) and/or observer(s) against "hot flying chips.Boring operations or applications "tempts" the operator to "lean over" therotating workpiece to check the cutting action. Extra caution should beexercised in doing this and it is recommended that no one practice thishabit while tools or machinery or both are spinning, turning, rotating etc.Grinding products in this catalog will produce dust and/or mist that may behazardous. See material data safety sheets (available upon request).HORN <strong>USA</strong> <strong>Inc</strong>. has no control over conditions to which it's products maybe or subjected to. Therefore it is highly recommended that the user ofHORN <strong>USA</strong> <strong>Inc</strong>. products listed in this catalog and all the literature ofthis company, abide by the standards of use for their particular cuttingmachines and commonly used safety precautions.Designs and/or specifications of products listed in this catalog and allthe literature of HORN <strong>USA</strong> <strong>Inc</strong>. are subject to change without notice.Any modification of these products by the customer or user may voidspecifications and guarantees listed.HORN <strong>USA</strong> <strong>Inc</strong>. cautions every user and/or observer to wear safetyglasses when using any product listed in this catalog and all the literatureof HORN <strong>USA</strong> <strong>Inc</strong>. which made be distributed in conjunction with anyHORN product.In the UNITED STATES call us toll free1 - 888 - 818 HORN
INDEXType Chapter page020 N2605 N7105 N11-N20,N32-N37108 A7-A9,D4,E3110 N21111 A27-A29,D11,D14,D17,E9116 A54-A56,D2923 N31306 A10-A18,D5-D6,E4308 A30-A34,D12,E10311 A43-A44,A47-A49,D21,D23-D24,E15,G4-G5313 A63-A64,A66,A68-A72,D33,D35-D36,E19,G8314 B15-B17,C8-C9,D48,J16-J17325 A82328 A83-A84,A87-A88,D41,G11332 A96-A97,23-24335 A106380 B3,B5,B9,D44,D46380...IK B6-B7381 B13,J2-J11,J14382 C3-C4383 C6-C7606 A19-A20,D7,E5,6-7608 A35,D13,D15,E11611 A45-A46,D22,E16,F4613 A67,D34,D37,E20,F8628 A85-A86,A89,D42,E23,F12632 A98-A99636 A100-A101A110 N38ABS..380 B11B105 N8-N9, N41-N48B110 N10, N49BKT N25,N29-N30DA31 L12DA32 L13DAM31 L2-L4,L6-L7DAM32 L3-L4,L6-L7DM008 K3,K5,K7DM010 K13,K15,K17DM012 K23,K25,K27DM208 K8-K11DM210 K18-K21DM212 K28-K31DMU008 K2,K4,K6DMU010 K12,K14,K16DMU012 K22,K24,K26DSA M58-M60DSAK M62-M63DSAKH M61DSAR M64DSAT M65DSDH M32DSDS M31DSF M42-M43DSK M24,M26-M27DSKK M6DSKL M25DSKM M28-M30DSKMK M10DSM M37DSMK M8DSML M40DSMMK M11DSMR M38-M39DSMRK M9TypeDSPDSPKDSPLDSPMDSPTDSRDSRFDSRRDSTDSTKHSK..380L311L313M116M275M306M306.ERM306.STM308M308.ERM308.STM310M311M311.ERM311.STM313M313.ERM313.STM328M328.ERM328.STM332M332.ERM335MDMU116MU306MU308MU310MU311MU313MU328N314S275S310SM328U108U111U116U306U308U311U313U314U325U328U380U381U382U383Chapter pageM51-M52,M55M48-M49M55M53-M54M50M41M44M45M33-M36M7B10A50A73-A74A53,D26J12-J13A3-A4,D3,E2A6A5A23-A24,D9,E8A26A25C13,C15A39-A40,D19,F2,G3A42,F3A41A59-A60,D31,F6,G7A62,F7A61A77-A79,E22,F10,G10A81,F11A80A92-A94A95A104-A105L8-L11A52,D25A2,D2A22,D8C12,C14A38,D18,E14,G2A58,D30,E18,G6A76,G9C8,J16J15C16D38A7-A9A27-A29,D16A54,A56,D28A10,A18A30,A34A43,A49A64-A65,A72B14A82A83B2,B4,B8,D43,D45B12C2C5In the UNITED STATES call us toll free1 - 888 - 818 HORN