

MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
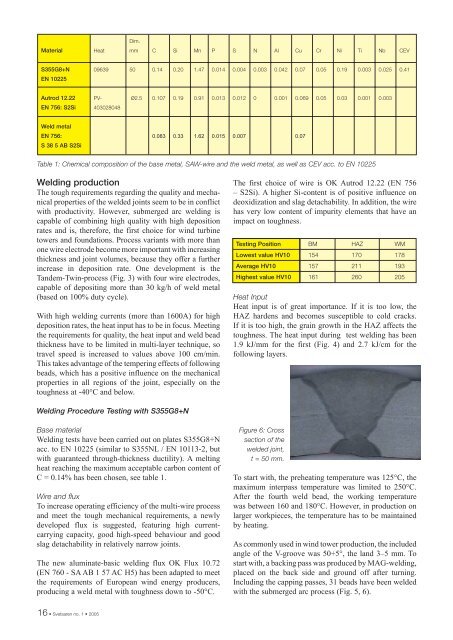
MaterialHeatDim.mm C Si Mn P S N Al Cu Cr Ni Ti Nb CEVS355G8+NEN 1022509639 50 0.14 0.20 1.47 0.014 0.004 0.003 0.042 0.07 0.05 0.19 0.003 0.025 0.41Autrod 12.22EN 756: S2SiPV-403028048ø2.5 0.107 0.19 0.91 0.013 0.012 0 0.001 0.069 0.05 0.03 0.001 0.003Weld metalEN 756:S 38 5 AB S2Si0.083 0.33 1.62 0.015 0.007 0.07Table 1: Chemical composition of the base metal, SAW-wire and the weld metal, as well as CEV acc. to EN 10225Welding productionThe tough requirements regarding the quality and mechanicalproperties of the welded joints seem to be in conflictwith productivity. However, submerged arc welding iscapable of combining high quality with high depositionrates and is, therefore, the first choice for wind turbinetowers and foundations. Process variants with more thanone wire electrode become more important with increasingthickness and joint volumes, because they offer a furtherincrease in deposition rate. One development is theTandem-Twin-process (Fig. 3) with four wire electrodes,capable of depositing more than 30 kg/h of weld metal(based on 100% duty cycle).With high welding currents (more than 1600A) for highdeposition rates, the heat input has to be in focus. Meetingthe requirements for quality, the heat input and weld beadthickness have to be limited in multi-layer technique, sotravel speed is increased to values above 100 cm/min.This takes advantage of the tempering effects of followingbeads, which has a positive influence on the mechanicalproperties in all regions of the joint, especially on thetoughness at -40°C and below.The first choice of wire is OK Autrod 12.22 (EN 756– S2Si). A higher Si-content is of positive influence ondeoxidization and slag detachability. In addition, the wirehas very low content of impurity elements that have animpact on toughness.Testing Position BM HAZ WMLowest value HV10 154 170 178Average HV10 157 211 193Highest value HV10 161 260 205Heat InputHeat input is of great importance. If it is too low, theHAZ hardens and becomes susceptible to cold cracks.If it is too high, the grain growth in the HAZ affects thetoughness. The heat input during test welding has been1.9 kJ/mm for the first (Fig. 4) and 2.7 kJ/cm for thefollowing layers.Welding Procedure Testing with S355G8+NBase materialWelding tests have been carried out on plates S355G8+Nacc. to EN 10225 (similar to S355NL / EN 10113-2, butwith guaranteed through-thickness ductility). A meltingheat reaching the maximum acceptable carbon content ofC = 0.14% has been chosen, see table 1.Wire and fluxTo increase operating efficiency of the multi-wire processand meet the tough mechanical requirements, a newlydeveloped flux is suggested, featuring high currentcarryingcapacity, good high-speed behaviour and goodslag detachability in relatively narrow joints.The new aluminate-basic welding flux OK Flux 10.72(EN 760 - SA AB 1 57 AC H5) has been adapted to meetthe requirements of European wind energy producers,producing a weld metal with toughness down to -50°C.Figure 6: Crosssection of thewelded joint,t = 50 mm.To start with, the preheating temperature was 125°C, themaximum interpass temperature was limited to 250°C.After the fourth weld bead, the working temperaturewas between 160 and 180°C. However, in production onlarger workpieces, the temperature has to be maintainedby heating.As commonly used in wind tower production, the includedangle of the V-groove was 50+5°, the land 3–5 mm. Tostart with, a backing pass was produced by MAG-welding,placed on the back side and ground off after turning.Including the capping passes, 31 beads have been weldedwith the submerged arc process (Fig. 5, 6).16 • Svetsaren no. 1 • 2005













