

MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
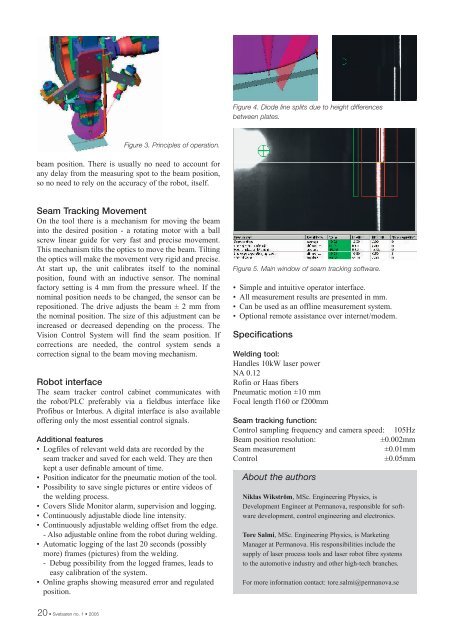
Figure 4. Diode line splits due to height differencesbetween plates.Figure 3. Principles of operation.beam position. There is usually no need to account forany delay from the measuring spot to the beam position,so no need to rely on the accuracy of the robot, itself.Seam Tracking MovementOn the tool there is a mechanism for moving the beaminto the desired position - a rotating motor with a ballscrew linear guide for very fast and precise movement.This mechanism tilts the optics to move the beam. Tiltingthe optics will make the movement very rigid and precise.At start up, the unit calibrates itself to the nominalposition, found with an inductive sensor. The nominalfactory setting is 4 mm from the pressure wheel. If thenominal position needs to be changed, the sensor can berepositioned. The drive adjusts the beam ± 2 mm fromthe nominal position. The size of this adjustment can beincreased or decreased depending on the process. TheVision Control System will find the seam position. Ifcorrections are needed, the control system sends acorrection signal to the beam moving mechanism.Robot interfaceThe seam tracker control cabinet communicates withthe robot/PLC preferably via a fieldbus interface likeProfibus or Interbus. A digital interface is also availableoffering only the most essential control signals.Additional features• Logfiles of relevant weld data are recorded by theseam tracker and saved for each weld. They are thenkept a user definable amount of time.• Position indicator for the pneumatic motion of the tool.• Possibility to save single pictures or entire videos ofthe welding process.• Covers Slide Monitor alarm, supervision and logging.• Continuously adjustable diode line intensity.• Continuously adjustable welding offset from the edge.- Also adjustable online from the robot during welding.• Automatic logging of the last 20 seconds (possiblymore) frames (pictures) from the welding.- Debug possibility from the logged frames, leads toeasy calibration of the system.• Online graphs showing measured error and regulatedposition.Figure 5. Main window of seam tracking software.• Simple and intuitive operator interface.• All measurement results are presented in mm.• Can be used as an offline measurement system.• Optional remote assistance over internet/modem.SpecificationsWelding tool:Handles 10kW laser powerNA 0.12Rofin or Haas fibersPneumatic motion ±10 mmFocal length f160 or f200mmSeam tracking function:Control sampling frequency and camera speed: 105HzBeam position resolution:±0.002mmSeam measurement±0.01mmControl±0.05mmAbout the authorsNiklas Wikström, MSc. Engineering Physics, isDevelopment Engineer at Permanova, responsible for softwaredevelopment, control engineering and electronics.Tore Salmi, MSc. Engineering Physics, is MarketingManager at Permanova. His responsibilities include thesupply of laser process tools and laser robot fibre systemsto the automotive industry and other high-tech branches.For more information contact: tore.salmi@permanova.se20 • Svetsaren no. 1 • 2005













