

MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab
MECHANISATION AUTOMATION - Esab

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
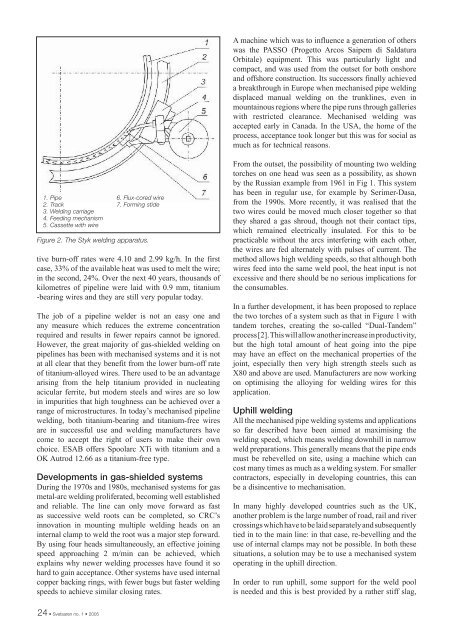
A machine which was to influence a generation of otherswas the PASSO (Progetto Arcos Saipem di SaldaturaOrbitale) equipment. This was particularly light andcompact, and was used from the outset for both onshoreand offshore construction. Its successors finally achieveda breakthrough in Europe when mechanised pipe weldingdisplaced manual welding on the trunklines, even inmountainous regions where the pipe runs through gallerieswith restricted clearance. Mechanised welding wasaccepted early in Canada. In the USA, the home of theprocess, acceptance took longer but this was for social asmuch as for technical reasons.1. Pipe2. Track3. Welding carriage4. Feeding mechanism5. Cassette with wire6. Flux-cored wire7. Forming stideFigure 2. The Styk welding apparatus.tive burn-off rates were 4.10 and 2.99 kg/h. In the firstcase, 33% of the available heat was used to melt the wire;in the second, 24%. Over the next 40 years, thousands ofkilometres of pipeline were laid with 0.9 mm, titanium-bearing wires and they are still very popular today.The job of a pipeline welder is not an easy one andany measure which reduces the extreme concentrationrequired and results in fewer repairs cannot be ignored.However, the great majority of gas-shielded welding onpipelines has been with mechanised systems and it is notat all clear that they benefit from the lower burn-off rateof titanium-alloyed wires. There used to be an advantagearising from the help titanium provided in nucleatingacicular ferrite, but modern steels and wires are so lowin impurities that high toughness can be achieved over arange of microstructures. In today’s mechanised pipelinewelding, both titanium-bearing and titanium-free wiresare in successful use and welding manufacturers havecome to accept the right of users to make their ownchoice. ESAB offers Spoolarc XTi with titanium and aOK Autrod 12.66 as a titanium-free type.Developments in gas-shielded systemsDuring the 1970s and 1980s, mechanised systems for gasmetal-arc welding proliferated, becoming well establishedand reliable. The line can only move forward as fastas successive weld roots can be completed, so CRC’sinnovation in mounting multiple welding heads on aninternal clamp to weld the root was a major step forward.By using four heads simultaneously, an effective joiningspeed approaching 2 m/min can be achieved, whichexplains why newer welding processes have found it sohard to gain acceptance. Other systems have used internalcopper backing rings, with fewer bugs but faster weldingspeeds to achieve similar closing rates.From the outset, the possibility of mounting two weldingtorches on one head was seen as a possibility, as shownby the Russian example from 1961 in Fig 1. This systemhas been in regular use, for example by Serimer-Dasa,from the 1990s. More recently, it was realised that thetwo wires could be moved much closer together so thatthey shared a gas shroud, though not their contact tips,which remained electrically insulated. For this to bepracticable without the arcs interfering with each other,the wires are fed alternately with pulses of current. Themethod allows high welding speeds, so that although bothwires feed into the same weld pool, the heat input is notexcessive and there should be no serious implications forthe consumables.In a further development, it has been proposed to replacethe two torches of a system such as that in Figure 1 withtandem torches, creating the so-called “Dual-Tandem”process [2]. This will allow another increase in productivity,but the high total amount of heat going into the pipemay have an effect on the mechanical properties of thejoint, especially then very high strength steels such asX80 and above are used. Manufacturers are now workingon optimising the alloying for welding wires for thisapplication.Uphill weldingAll the mechanised pipe welding systems and applicationsso far described have been aimed at maximising thewelding speed, which means welding downhill in narrowweld preparations. This generally means that the pipe endsmust be rebevelled on site, using a machine which cancost many times as much as a welding system. For smallercontractors, especially in developing countries, this canbe a disincentive to mechanisation.In many highly developed countries such as the UK,another problem is the large number of road, rail and rivercrossings which have to be laid separately and subsequentlytied in to the main line: in that case, re-bevelling and theuse of internal clamps may not be possible. In both thesesituations, a solution may be to use a mechanised systemoperating in the uphill direction.In order to run uphill, some support for the weld poolis needed and this is best provided by a rather stiff slag,24 • Svetsaren no. 1 • 2005













