- Page 1 and 2: PROCEEDINGS OF THE FOURTH U.S. WATE
- Page 3 and 4: FOREWORD The U.S. Water Jet Confere
- Page 5 and 6: FIELD APPLICATIONS- MINING Water Je
- Page 7 and 8: Figure 1. Abrasive-Waterjet Nozzle
- Page 9 and 10: N2 = ⋅ 2 d 2 j mav N = 3 N 4 Sett
- Page 11 and 12: • Although reasonable correlation
- Page 13 and 14: Effect of Traverse Speed Increasing
- Page 15: Table 3. Material removal rate and
- Page 19 and 20: where u is the traverse rate in mm/
- Page 21 and 22: Table 4 shows the results of additi
- Page 23 and 24: this technique. The technique is al
- Page 25 and 26: 12. Preece, C., editor, "Treatise o
- Page 27 and 28: experiment was carried out to exami
- Page 29 and 30: of changes in jet pressure, nozzle
- Page 31 and 32: D = 0.0911 P 1.42 n 1.37 V −0.39
- Page 33 and 34: Figure 8. Average Specific Energy V
- Page 35 and 36: with the density of the material, o
- Page 37 and 38: PERCUSSIVE JETS—STATE-OF-THE-ART
- Page 39 and 40: This process of discharge modulatio
- Page 41 and 42: has been demonstrated on all types
- Page 43 and 44: 500 psig and 6,000 psig. Compressiv
- Page 45 and 46: Figure 6. STATIC IMPACTS ON COMMERC
- Page 47 and 48: not pursued because frequency, ampl
- Page 49 and 50: 12. Ponchot, W.D., "Hydrodynamic Mo
- Page 51 and 52: THEORETICAL ANALYSIS AND EXPERIMENT
- Page 53 and 54: D.Rockwell, E.Naudascher, Thomas an
- Page 55 and 56: Fig. 3 Flow model Hence we can comp
- Page 57 and 58: amplitude decreases suddenly when c
- Page 59 and 60: Where T: wave function period If we
- Page 61 and 62: Fig.14 Variation of dimensionless r
- Page 63 and 64: EXPERIMENTAL RESULT ANALYSIS (1) Th
- Page 65 and 66: Fig.19 Amplification factor versus
- Page 67 and 68:
DYNAMIC CHARACTERISTICS OF WATERJET
- Page 69 and 70:
A piezoelectric transducer (Kistler
- Page 71 and 72:
From the data obtained, it is clear
- Page 73 and 74:
conjectured that this optimum signa
- Page 75 and 76:
difference of impact forces with an
- Page 77 and 78:
The pressure of the jet is not an i
- Page 79 and 80:
near the nozzle exit in the mixing
- Page 81 and 82:
etween 0.5 mm and 1.5 mm. Full- fie
- Page 83 and 84:
earlier observations that cavitatio
- Page 85 and 86:
Obstructed Conical Nozzle The nozzl
- Page 87 and 88:
CONSIDERATIONS IN THE DESIGN OF A W
- Page 89 and 90:
An experimental mechanism was desig
- Page 91 and 92:
horn and the modification of the st
- Page 93 and 94:
ased on more detailed examination o
- Page 95 and 96:
DEVELOPMENT OF CAVITATING JET EQUIP
- Page 97 and 98:
hole, a total 23 minutes was requir
- Page 99 and 100:
from 1.5 to 4 ft to be cut. Other f
- Page 101 and 102:
Table 2 Summary of CCPC Pavement Cu
- Page 103 and 104:
All of the experimental modules wer
- Page 105 and 106:
Figure 10. Effect of CAVIJET R cutt
- Page 107 and 108:
HYDRO DEMOLITION - TECHNOLOGY FOR P
- Page 109 and 110:
Figure 1. Air entrained concrete pr
- Page 111 and 112:
TABLE II used a mean rating because
- Page 113 and 114:
As work loads grew and costs escala
- Page 115 and 116:
inches deep of deteriorated bridge
- Page 117 and 118:
Figure 6. Atlas Copco Conjet removi
- Page 119 and 120:
6. Total Ownership Cost Per Day $ 9
- Page 121 and 122:
ABRASIVE-WATERJET AND WATERJET TECH
- Page 123 and 124:
Commercial nuclear power plant deco
- Page 125 and 126:
Figure 3. Components of rotating no
- Page 127 and 128:
shroud and catching system designed
- Page 129 and 130:
Figure 9. Effect of abrasive size.
- Page 131 and 132:
alternative abrasive material. The
- Page 133 and 134:
four arms leading to nozzle holders
- Page 135 and 136:
surrounding grout, they tended to r
- Page 137 and 138:
12. Hashish, M. “Steel Cutting wi
- Page 139 and 140:
Figure 1 Kerf test stand pressure v
- Page 141 and 142:
Figure 3 Kerf area versus standoff
- Page 143 and 144:
The ratio of kerf depth to width or
- Page 145 and 146:
where: x c = u o d o ( ) (1) 4v e l
- Page 147 and 148:
Depending on the rock type γ can v
- Page 149 and 150:
CONICAL WATER JET DRILLING W. Dicki
- Page 151 and 152:
feed line. A conical cutting fluid
- Page 153 and 154:
A second series of tests at the ful
- Page 155 and 156:
Figure 8. 6061-T6 aluminum cut with
- Page 157 and 158:
serves to reduce tool wear (8). It
- Page 159 and 160:
Traverse speed is the velocity of t
- Page 161 and 162:
Figure 4: Diagram illustrating the
- Page 163 and 164:
The picture changes dramatically wh
- Page 165 and 166:
Analysis of the residuals of these
- Page 167 and 168:
5. Hood, M., "Cutting Strong Rock w
- Page 169 and 170:
hundred feet-per-second. At these v
- Page 171 and 172:
Figure 1. Typical Nozzle Configurat
- Page 173 and 174:
Figure 5. Expanded Signal from an I
- Page 175 and 176:
where: V w = water velocity F = mea
- Page 177 and 178:
HYDRO-ABRASIVE CUTTING HEAD—ENERG
- Page 179 and 180:
Figure 3. Percentage of initial abr
- Page 181 and 182:
Figure 6. Location of optimum recei
- Page 183 and 184:
WATER JET ASSISTED LONGWALL SHEARER
- Page 185 and 186:
• reduction of the proportion of
- Page 187 and 188:
The conversion set for the shearer
- Page 189 and 190:
into account. As far as possible no
- Page 191 and 192:
gal/yd 3 ). Another important influ
- Page 193 and 194:
At approximately 2 m/s (393 fpm), a
- Page 195 and 196:
Proceedings of the 8th Internationa
- Page 197 and 198:
κ = permeability of rock at atmosp
- Page 199 and 200:
operating parameters (P. V tr , etc
- Page 201 and 202:
κ = permeability at 1 atm. pressur
- Page 203 and 204:
was substantial gain in the depth o
- Page 205 and 206:
Figure 9. Plot of exposure rate aga
- Page 207 and 208:
For nozzle C2, a = 0.5 x 10 4 and b
- Page 209 and 210:
204
- Page 211 and 212:
Deep drilling or slotting requires
- Page 213 and 214:
imparted by an air motor coupled to
- Page 215 and 216:
Conventional rotary or percussive r
- Page 217 and 218:
A RELATIVE CLEANABILITY FACTOR A. F
- Page 219 and 220:
Relation [6] was used to derive the
- Page 221 and 222:
which has been observed for much of
- Page 223 and 224:
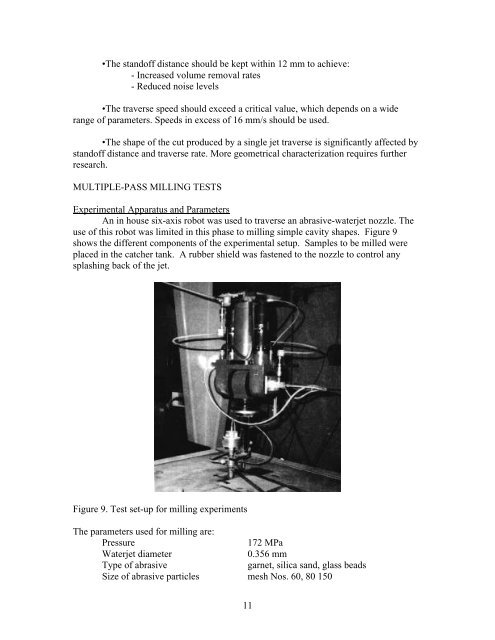
As part of a project to develop the
- Page 225 and 226:
Figure 1. Cost per square foot clea
- Page 227 and 228:
Abrasive Feed Rate The effect of ab
- Page 229 and 230:
Figure 4. Total cost per square foo
- Page 231 and 232:
3. Barker, C. R.; Mazurkiewicz, M.
- Page 233 and 234:
For our purposes here, we will lump
- Page 235 and 236:
Surface condensers can be cleaned b
- Page 237 and 238:
Some Powerlance customers have 20,0
- Page 239 and 240:
system could be designed that was o
- Page 241 and 242:
236
- Page 243 and 244:
ROTARY WATERBLAST LANCING MACHINES
- Page 245 and 246:
Motors and Gearing An advantage of
- Page 247 and 248:
The DuPont Company in LaPlace, Loui
- Page 249 and 250:
Fig 3 Heavy duty Rotary Lancing Mac
- Page 251 and 252:
D L - lower diameter of through hol
- Page 253 and 254:
Figure 1. A - single-pass, rough ke
- Page 255 and 256:
The erosion process is stochastic i
- Page 257 and 258:
three dimensional controlled erosio
- Page 259 and 260:
This can only be regarded as a simp
- Page 261 and 262:
approximately zero. Time constant T
- Page 263 and 264:
Figure 12. Transients of HAJM cycli
- Page 265 and 266:
T A = (f, h o, p, s o, f o, c, . .
- Page 267 and 268:
SURFACE FINISH CHARACTERIZATION IN
- Page 269 and 270:
FIG. 2 Force Sensor Designed for Cu
- Page 271 and 272:
system can be used in the developme
- Page 273 and 274:
Figure 8 Cutting Force versus Cutti
- Page 275 and 276:
nearly at the center of the ceramic
- Page 277 and 278:
ABRASIVE WATERJET CUTTING OF METAL
- Page 279 and 280:
Figure 1. Experimental setup, inclu
- Page 281 and 282:
Figure 3. Scanning microphotograph
- Page 283 and 284:
Figure 8. Effect of cutting speed o
- Page 285 and 286:
a. Scanning microphotograph, lOOOx
- Page 287 and 288:
c. Silicon image 1000x Figure 16. S