


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Đồ</strong> <strong>án</strong> tốt nghiệp<br />
50<br />
Hiện tượng Nguyên nhân Cách khắc phục<br />
nhau gây co rút.<br />
Bề mặt khuôn quá nóng.<br />
3.1.3 Các loại dụng cụ<br />
a. Các loại chổi cọ det.<br />
Có chiều rộng thông thường là 2,5 – 7,5 cm, dùng để quét gelcoat trên bề<br />
mặt khuôn. Chúng được làm bằng bông mềm mại. Với các bề mặt lớn có thể dùng<br />
con lăn bằng len lông cừu để tạo gelcoat.<br />
b. Các loại con lăn .<br />
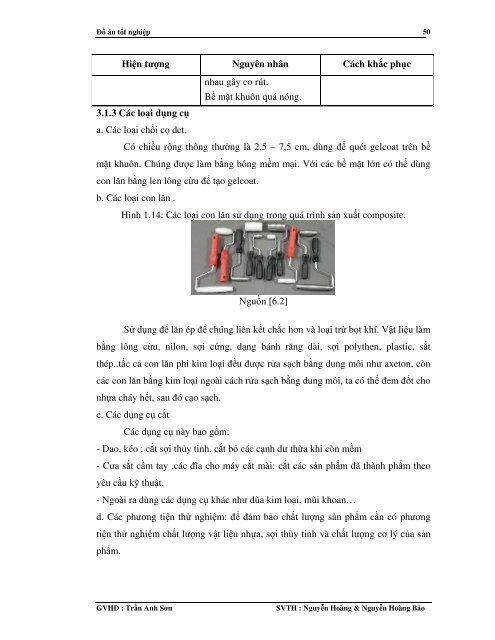
Hình 1.14: Các loại con lăn sử dụng trong quá trình sản xuất <strong>composite</strong>.<br />
Nguồn [6.2]<br />
Sử dụng để lăn ép để chúng liên kết chắc hơn và loại trừ bọt khí. <strong>Vật</strong> <strong>liệu</strong> làm<br />
bằng lông cừu, nilon, sợi cứng, dạng b<strong>án</strong>h răng dài, sợi polythen, plastic, sắt<br />
thép..tấc cả con lăn phi kim loại đều được rửa sạch bằng dung môi như axeton, còn<br />
các con lăn bằng kim loại ngoài cách rửa sạch bằng dung môi, ta có thể đem đốt cho<br />
nhựa cháy hết, sau đó cạo sạch.<br />
c. Các dụng cụ cắt<br />
Các dụng cụ này bao gồm:<br />
- Dao, kéo : cắt sợi thủy tinh, cắt bỏ các cạnh dư thừa khi còn mềm<br />
- Cưa sắt cầm tay ,các đĩa cho máy cắt mài: cắt các sản phẩm đã thành phẩm theo<br />
yêu cầu kỹ thuật,<br />
- Ngoài ra dùng các dụng cụ khác như dũa kim loại, mũi khoan…<br />
d. Các phương tiện thử nghiệm: để đảm bảo chất lượng sản phẩm cần có phương<br />
tiện thử nghiệm chất lượng vật <strong>liệu</strong> nhựa, sợi thủy tinh và chất lượng cơ lý của sản<br />
phẩm.<br />
GVHD : Trần Anh Sơn<br />
SVTH : Nguyễn Hoàng & Nguyễn Hoàng Bảo













