

CPT International 02/2019
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
COMPONENT DEVELOPMENT<br />
employed. The latter point involves the<br />
use of mold components with cooling<br />
channels that are produced in a 3-D printing<br />
process, and optimization of the<br />
ejectors regarding their number, diameter<br />
and positioning. This permitted a<br />
15 % reduction in the average wall thickness,<br />
which is only between 1.8 mm and<br />
2.0 mm in large areas of the component.<br />
Verified high-tech process chain<br />
“A striking feature of the production<br />
process is the complete traceability of<br />
the entire quality history for each individual<br />
casting,” reveals Axel Schmidt.<br />
This starts as early as the casting cell,<br />
where the component is laser-printed<br />
with an individual data matrix code<br />
after casting and deburring. This allows<br />
allocation of all quality-relevant process<br />
and test parameters throughout the<br />
entire process chain right up to the<br />
packaging and dispatch data. The code<br />
is scanned-in before each process step<br />
and inspected for completeness and<br />
matching of the specifications. The next<br />
processing step is only approved when<br />
the computer confirms that everything<br />
is in order so far. After the stamping<br />
process, the components pass through<br />
the above-mentioned T6 heat treatment<br />
on special racks that prevent any<br />
warpage, and are then polished and<br />
aligned. All further transport processes<br />
also take place in special racks, which<br />
also carry a data matrix code. The code<br />
of each individual casting is scanned<br />
during insertion and allocated to the<br />
rack. This complete traceability concept<br />
was implemented internationally with<br />
Audi – also in the DGS works in the<br />
Czech Republic and China.<br />
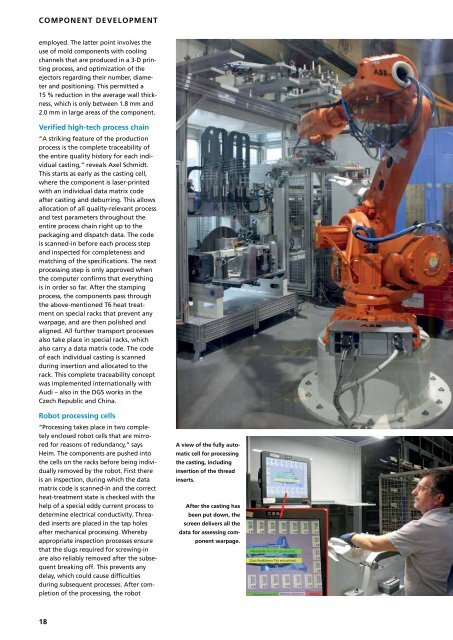
Robot processing cells<br />
“Processing takes place in two completely<br />
enclosed robot cells that are mirrored<br />
for reasons of redundancy,” says<br />
Heim. The components are pushed into<br />
the cells on the racks before being individually<br />
removed by the robot. First there<br />
is an inspection, during which the data<br />
matrix code is scanned-in and the correct<br />
heat-treatment state is checked with the<br />
help of a special eddy current process to<br />
determine electrical conductivity. Threaded<br />
inserts are placed in the tap holes<br />
after mechanical processing. Whereby<br />
appropriate inspection processes ensure<br />
that the slugs required for screwing-in<br />
are also reliably removed after the subsequent<br />
breaking off. This prevents any<br />
delay, which could cause difficulties<br />
during subsequent processes. After completion<br />
of the processing, the robot<br />
A view of the fully automatic<br />
cell for processing<br />
the casting, including<br />
insertion of the thread<br />
inserts.<br />
After the casting has<br />
been put down, the<br />
screen delivers all the<br />
data for assessing component<br />
warpage.<br />
18













