

CPT International 02/2019
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
SIMULATION<br />
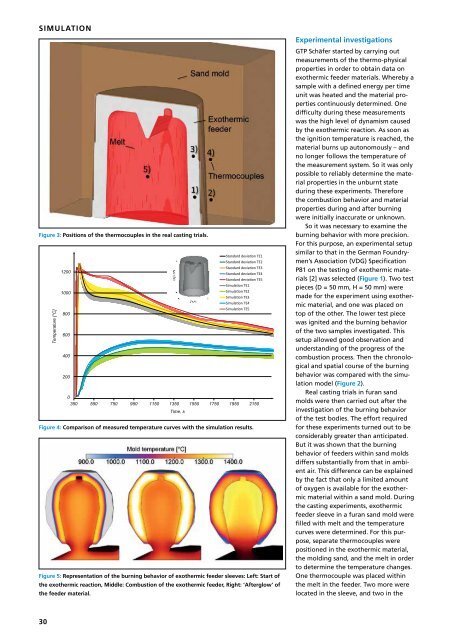
Figure 3: Positions of the thermocouples in the real casting trials.<br />
Temperature [°C]<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Standard deviaon TE1<br />
Standard deviaon TE2<br />
Standard deviaon TE3<br />
Standard deviaon TE4<br />
Standard deviaon TE5<br />
Simulaon TE1<br />
Simulaon TE2<br />
Simulaon TE3<br />
Simulaon TE4<br />
Simulaon TE5<br />
0<br />
350 550 750 950 1150 1350 1550 1750 1950 2150<br />
Time, s<br />
Figure 4: Comparison of measured temperature curves with the simulation results.<br />
Figure 5: Representation of the burning behavior of exothermic feeder sleeves: Left: Start of<br />
the exothermic reaction, Middle: Combustion of the exothermic feeder, Right: ‘Afterglow’ of<br />
the feeder material.<br />
Experimental investigations<br />
GTP Schäfer started by carrying out<br />
measurements of the thermo-physical<br />
properties in order to obtain data on<br />
exothermic feeder materials. Whereby a<br />
sample with a defined energy per time<br />
unit was heated and the material properties<br />
continuously determined. One<br />
difficulty during these measurements<br />
was the high level of dynamism caused<br />
by the exothermic reaction. As soon as<br />
the ignition temperature is reached, the<br />
material burns up autonomously – and<br />
no longer follows the temperature of<br />
the measurement system. So it was only<br />
possible to reliably determine the material<br />
properties in the unburnt state<br />
during these experiments. Therefore<br />
the combustion behavior and material<br />
properties during and after burning<br />
were initially inaccurate or unknown.<br />
So it was necessary to examine the<br />
burning behavior with more precision.<br />
For this purpose, an experimental setup<br />
similar to that in the German Foundrymen’s<br />
Association (VDG) Specification<br />
P81 on the testing of exothermic materials<br />
[2] was selected (Figure 1). Two test<br />
pieces (D = 50 mm, H = 50 mm) were<br />
made for the experiment using exothermic<br />
material, and one was placed on<br />
top of the other. The lower test piece<br />
was ignited and the burning behavior<br />
of the two samples investigated. This<br />
setup allowed good observation and<br />
understanding of the progress of the<br />
combustion process. Then the chronological<br />
and spatial course of the burning<br />
behavior was compared with the simulation<br />
model (Figure 2).<br />
Real casting trials in furan sand<br />
molds were then carried out after the<br />
investigation of the burning behavior<br />
of the test bodies. The effort required<br />
for these experiments turned out to be<br />
considerably greater than anticipated.<br />
But it was shown that the burning<br />
behavior of feeders within sand molds<br />
differs substantially from that in ambient<br />
air. This difference can be explained<br />
by the fact that only a limited amount<br />
of oxygen is available for the exothermic<br />
material within a sand mold. During<br />
the casting experiments, exothermic<br />
feeder sleeve in a furan sand mold were<br />
filled with melt and the temperature<br />
curves were determined. For this purpose,<br />
separate thermocouples were<br />
positioned in the exothermic material,<br />
the molding sand, and the melt in order<br />
to determine the temperature changes.<br />
One thermocouple was placed within<br />
the melt in the feeder. Two more were<br />
located in the sleeve, and two in the<br />
30













