

CPT International 02/2019
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
COATINGS<br />
Figure 6: Schematic illustration of the Leidenfrost effect.<br />
Figure 7: The formation of different structures is controlled, among other things, by the<br />
coating.<br />
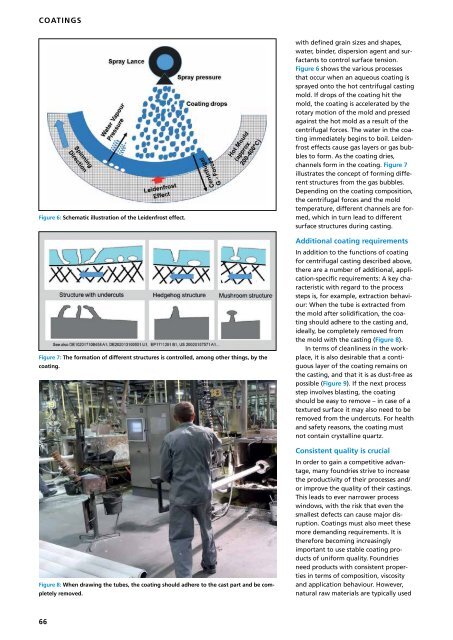
Figure 8: When drawing the tubes, the coating should adhere to the cast part and be completely<br />
removed.<br />
with defined grain sizes and shapes,<br />
water, binder, dispersion agent and surfactants<br />
to control surface tension.<br />
Figure 6 shows the various processes<br />
that occur when an aqueous coating is<br />
sprayed onto the hot centrifugal casting<br />
mold. If drops of the coating hit the<br />
mold, the coating is accelerated by the<br />
rotary motion of the mold and pressed<br />
against the hot mold as a result of the<br />
centrifugal forces. The water in the coating<br />
immediately begins to boil. Leidenfrost<br />
effects cause gas layers or gas bubbles<br />
to form. As the coating dries,<br />
channels form in the coating. Figure 7<br />
illustrates the concept of forming different<br />
structures from the gas bubbles.<br />
Depending on the coating composition,<br />
the centrifugal forces and the mold<br />
temperature, different channels are formed,<br />
which in turn lead to different<br />
surface structures during casting.<br />
Additional coating requirements<br />
In addition to the functions of coating<br />
for centrifugal casting described above,<br />
there are a number of additional, application-specific<br />
requirements: A key characteristic<br />
with regard to the process<br />
steps is, for example, extraction behaviour:<br />
When the tube is extracted from<br />
the mold after solidification, the coating<br />
should adhere to the casting and,<br />
ideally, be completely removed from<br />
the mold with the casting (Figure 8).<br />
In terms of cleanliness in the workplace,<br />
it is also desirable that a contiguous<br />
layer of the coating remains on<br />
the casting, and that it is as dust-free as<br />
possible (Figure 9). If the next process<br />
step involves blasting, the coating<br />
should be easy to remove – in case of a<br />
textured surface it may also need to be<br />
removed from the undercuts. For health<br />
and safety reasons, the coating must<br />
not contain crystalline quartz.<br />
Consistent quality is crucial<br />
In order to gain a competitive advantage,<br />
many foundries strive to increase<br />
the productivity of their processes and/<br />
or improve the quality of their castings.<br />
This leads to ever narrower process<br />
windows, with the risk that even the<br />
smallest defects can cause major disruption.<br />
Coatings must also meet these<br />
more demanding requirements. It is<br />
therefore becoming increasingly<br />
important to use stable coating products<br />
of uniform quality. Foundries<br />
need products with consistent properties<br />
in terms of composition, viscosity<br />
and application behaviour. However,<br />
natural raw materials are typically used<br />
66













