


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
The semi-continuous system can be provided as a fully integrated production configuration including Thermal<br />
Degreaser with Afterburner, Fluxer Unit, unloading table after Fluxer unit and the Drying Oven in the front of Active<br />
Only® CAB furnace. The Thermal Degreaser and Fluxer operate in continuous mode to assure work safety of the<br />
degreaser and stability of the fluxing process parameters (identical to the continuous CAB equipment). Every process<br />
step before the Dryer, starting with the CAB line loading table, works in semi-continuous mode. A common<br />
mesh belt for the Dryer and Active Only® furnace indexes at a time interval which is based on data feedback from<br />
the control system of the furnace.<br />
After the drying/debinding process, the load is conveyed into an insulated entrance purging chamber. The entrance<br />
chamber maintains the load temperature and removes oxygen from the chamber and product by purging it with nitrogen.<br />
This ensures that the atmosphere in the brazing chamber will not be contaminated with oxygen once the load<br />
is moved into it. In the brazing chamber the load is heated to the pre-determined recipe brazing temperature.<br />
Total brazing time in brazing chamber consists of the time for heating the parts to brazing temperature and soak time<br />
at brazing temperature (also defined in recipe).<br />
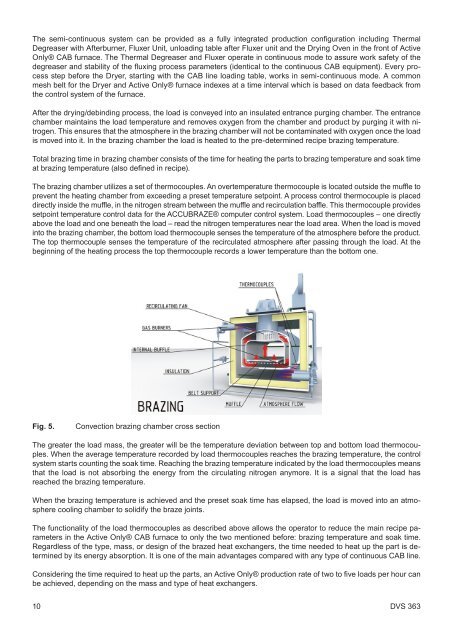
The brazing chamber utilizes a set of thermocouples. An overtemperature thermocouple is located outside the muffle to<br />
prevent the heating chamber from exceeding a preset temperature setpoint. A process control thermocouple is placed<br />
directly inside the muffle, in the nitrogen stream between the muffle and recirculation baffle. This thermocouple provides<br />
setpoint temperature control data for the ACCUBRAZE® computer control system. Load thermocouples – one directly<br />
above the load and one beneath the load – read the nitrogen temperatures near the load area. When the load is moved<br />
into the brazing chamber, the bottom load thermocouple senses the temperature of the atmosphere before the product.<br />
The top thermocouple senses the temperature of the recirculated atmosphere after passing through the load. At the<br />
beginning of the heating process the top thermocouple records a lower temperature than the bottom one.<br />
Fig. 5.<br />
Convection brazing chamber cross section<br />
The greater the load mass, the greater will be the temperature deviation between top and bottom load thermocouples.<br />
When the average temperature recorded by load thermocouples reaches the brazing temperature, the control<br />
system starts counting the soak time. Reaching the brazing temperature indicated by the load thermocouples means<br />
that the load is not absorbing the energy from the circulating nitrogen anymore. It is a signal that the load has<br />
reached the brazing temperature.<br />
When the brazing temperature is achieved and the preset soak time has elapsed, the load is moved into an atmosphere<br />
cooling chamber to solidify the braze joints.<br />
The functionality of the load thermocouples as described above allows the operator to reduce the main recipe parameters<br />
in the Active Only® CAB furnace to only the two mentioned before: brazing temperature and soak time.<br />
Regardless of the type, mass, or design of the brazed heat exchangers, the time needed to heat up the part is determined<br />
by its energy absorption. It is one of the main advantages compared with any type of continuous CAB line.<br />
Considering the time required to heat up the parts, an Active Only® production rate of two to five loads per hour can<br />
be achieved, depending on the mass and type of heat exchangers.<br />
10<br />
DVS <strong>363</strong>














