

TORLON-A4-FR vs1.vp - Solvay Plastics
TORLON-A4-FR vs1.vp - Solvay Plastics
TORLON-A4-FR vs1.vp - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Noyaux<br />
On aura recours aux noyaux pour évider les zones d’épaisseurs<br />
importantes. Pour minimiser le coût du moule, la direction de<br />
démoulage de ces noyaux coïncidera avec les directions<br />
d’ouverture du moule.<br />
La conception des noyaux intégrera la notion d’angle de dépouille.<br />
Mieux vaut éviter les noyaux borgnes ; toutefois, au cas où cela ne<br />
peut être évité, nous recommandons les éléments suivants : pour<br />
les noyaux d’un diamètre inférieur à 4,8 mm, la longueur ne doit<br />
pas dépasser le double du diamètre ; pour des diamètres<br />
supérieurs à 4,8 mm, la longueur ne doit pas dépasser le triple du<br />
diamètre. Pour les noyaux évidés, la longueur ne doit pas<br />
dépasser six fois le diamètre pour les diamètres supérieurs à<br />
4,8 mm et quatre fois le diamètre pour les diamètres inférieurs.<br />
Nervures<br />
Les nervures permettent d’augmenter la rigidité des pièces en<br />
<strong>TORLON</strong> sans augmentation de l’épaisseur des parois. Au niveau<br />
de la conception de la nervure, il importe d’intégrer les rayons<br />
d’arrondis au niveau du raccord entre les deux surfaces<br />
(concentration de contraintes) et de prévoir une surface arrondie<br />
au bas de la nervure. Des nervures coniques faciliteront l’éjection<br />
de la pièce.<br />
Bossages<br />
Les bossages sont le plus souvent destinés à faciliter l’alignement<br />
des pièces au cours de l’assemblage, mais ils peuvent aussi<br />
remplir d’autres fonctions. En règle générale, le diamètre extérieur<br />
du bossage doit être au moins le double du diamètre intérieur du<br />
trou, et l’épaisseur de paroi du bossage inférieure ou égale à<br />
l’épaisseur de la paroi adjacente.<br />
Contre-dépouilles<br />
Il est impossible de mouler des pièces avec contre-dépouilles en<br />
<strong>TORLON</strong> sans mouvement latéral dans le moule. En conséquence,<br />
on évitera les contre-dépouilles afin de minimiser le coût de<br />
réalisation du moule. En cas de nécessité, on utilisera des<br />
mouvements latéraux pour les contre-dépouilles externes et des<br />
noyaux souples ou amovibles pour les contre-dépouilles internes.<br />
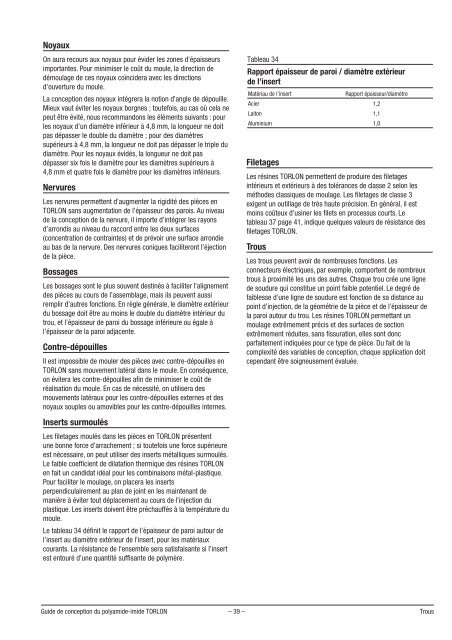
Tableau 34<br />
Rapport épaisseur de paroi / diamètre extérieur<br />
de l’insert<br />
Matériau de l’insert<br />
Rapport épaisseur/diamètre<br />
Acier 1,2<br />
Laiton 1,1<br />
Aluminium 1,0<br />
Filetages<br />
Les résines <strong>TORLON</strong> permettent de produire des filetages<br />
intérieurs et extérieurs à des tolérances de classe 2 selon les<br />
méthodes classiques de moulage. Les filetages de classe 3<br />
exigent un outillage de très haute précision. En général, il est<br />
moins coûteux d’usiner les filets en processus courts. Le<br />
tableau 37 page 41, indique quelques valeurs de résistance des<br />
filetages <strong>TORLON</strong>.<br />
Trous<br />
Les trous peuvent avoir de nombreuses fonctions. Les<br />
connecteurs électriques, par exemple, comportent de nombreux<br />
trous à proximité les uns des autres. Chaque trou crée une ligne<br />
de soudure qui constitue un point faible potentiel. Le degré de<br />
faiblesse d’une ligne de soudure est fonction de sa distance au<br />
point d’injection, de la géométrie de la pièce et de l’épaisseur de<br />
la paroi autour du trou. Les résines <strong>TORLON</strong> permettant un<br />
moulage extrêmement précis et des surfaces de section<br />
extrêmement réduites, sans fissuration, elles sont donc<br />
parfaitement indiquées pour ce type de pièce. Du fait de la<br />
complexité des variables de conception, chaque application doit<br />
cependant être soigneusement évaluée.<br />
Inserts surmoulés<br />
Les filetages moulés dans les pièces en <strong>TORLON</strong> présentent<br />
une bonne force d’arrachement ; si toutefois une force supérieure<br />
est nécessaire, on peut utiliser des inserts métalliques surmoulés.<br />
Le faible coefficient de dilatation thermique des résines <strong>TORLON</strong><br />
en fait un candidat idéal pour les combinaisons métal-plastique.<br />
Pour faciliter le moulage, on placera les inserts<br />
perpendiculairement au plan de joint en les maintenant de<br />
manière à éviter tout déplacement au cours de l’injection du<br />
plastique. Les inserts doivent être préchauffés à la température du<br />
moule.<br />
Le tableau 34 définit le rapport de l’épaisseur de paroi autour de<br />
l’insert au diamètre extérieur de l’insert, pour les matériaux<br />
courants. La résistance de l’ensemble sera satisfaisante si l’insert<br />
est entouré d’une quantité suffisante de polymère.<br />
Guide de conception du polyamide-imide <strong>TORLON</strong> – 39 – Trous














