Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero
Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero
Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Capitolo III - Stato attuale della produzione nei calzaturifici del Metadistretto <strong>Calzaturiero</strong> Veneto<br />
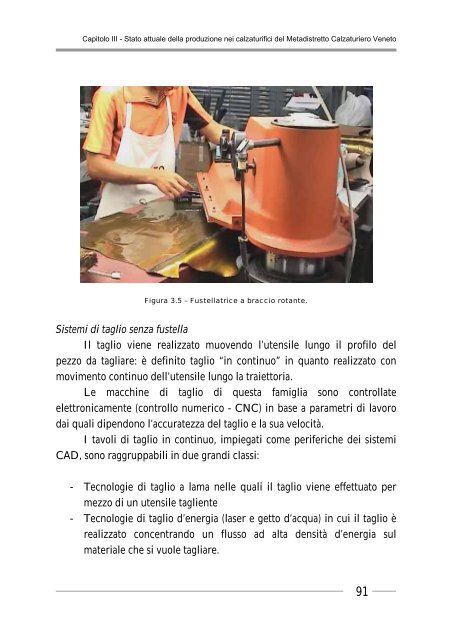
Figura 3.5 – Fustellatrice a braccio rotante.<br />
Sistemi di taglio senza fustella<br />
Il taglio viene realizzato muovendo l’utensile lungo il profilo del<br />
pezzo da tagliare: è definito taglio “in continuo” in quanto realizzato con<br />
movimento continuo dell’utensile lungo la traiettoria.<br />
Le macchine di taglio di questa famiglia sono controllate<br />
elettronicamente (controllo numerico - CNC) in base a parametri di lavoro<br />
dai quali dipendono l’accuratezza del taglio e la sua velocità.<br />
I tavoli di taglio in continuo, impiegati come <strong>per</strong>iferiche dei sistemi<br />
CAD, sono raggruppabili in due grandi classi:<br />
- Tecnologie di taglio a lama <strong>nel</strong>le quali il taglio viene effettuato <strong>per</strong><br />
mezzo di un utensile tagliente<br />
- Tecnologie di taglio d’energia (laser e getto d’acqua) in cui il taglio è<br />
realizzato concentrando un flusso ad alta densità d’energia sul<br />
materiale che si vuole tagliare.<br />
91