Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero
Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero
Trasferimento tecnologico per l'Automazione nel Settore Calzaturiero

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Trasferimento</strong> <strong>tecnologico</strong> <strong>per</strong> l’automazione del settore calzaturiero<br />
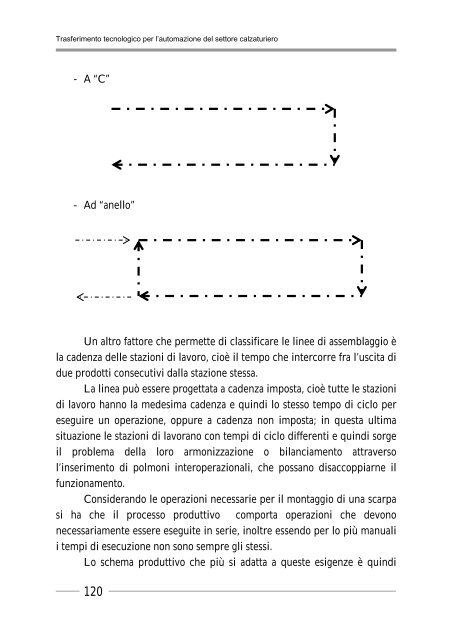
- A “C”<br />
- Ad “a<strong>nel</strong>lo”<br />
Un altro fattore che <strong>per</strong>mette di classificare le linee di assemblaggio è<br />
la cadenza delle stazioni di lavoro, cioè il tempo che intercorre fra l’uscita di<br />
due prodotti consecutivi dalla stazione stessa.<br />
La linea può essere progettata a cadenza imposta, cioè tutte le stazioni<br />
di lavoro hanno la medesima cadenza e quindi lo stesso tempo di ciclo <strong>per</strong><br />
eseguire un o<strong>per</strong>azione, oppure a cadenza non imposta; in questa ultima<br />
situazione le stazioni di lavorano con tempi di ciclo differenti e quindi sorge<br />
il problema della loro armonizzazione o bilanciamento attraverso<br />
l’inserimento di polmoni intero<strong>per</strong>azionali, che possano disaccoppiarne il<br />
funzionamento.<br />
Considerando le o<strong>per</strong>azioni necessarie <strong>per</strong> il montaggio di una scarpa<br />
si ha che il processo produttivo comporta o<strong>per</strong>azioni che devono<br />
necessariamente essere eseguite in serie, inoltre essendo <strong>per</strong> lo più manuali<br />
i tempi di esecuzione non sono sempre gli stessi.<br />
Lo schema produttivo che più si adatta a queste esigenze è quindi<br />
120