
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Linee</strong> guida per l’applicazionedel D.Lgs. 155/97 nella produzionedelle <strong>conserve</strong> <strong>veg</strong>etali• Quaderno <strong>ARSIA</strong> 8/<strong>99</strong>IGIENE DEGLI ALIMENTI E QUALITÀ
• Igiene degli alimenti e qualità
<strong>ARSIA</strong>AgenziaRegionaleper lo Sviluppoe l’Innovazionenel settoreAgricolo-forestaleGiunta RegionaleDipartimento delloSviluppo economicoDipartimentodel Diritto alla salutee Politichedi solidarietà<strong>ARSIA</strong> • via Pietrapiana, 30 - 50121 Firenzetel. 055 27551 - fax 055 2755216/2755231Web: www.arsia.toscana.itE-mail: posta@arsia.toscana.it<strong>Linee</strong> guida elaborate dall’<strong>ARSIA</strong> tramite la costituzionedi un gruppo di lavoro su incarico della Giunta Regionale -Dipartimento dello Sviluppo economico in collaborazione conil Dipartimento del Diritto alla salute e Politiche di solidarietàGruppo di lavoro:• Alvaro Fruttuosi, <strong>ARSIA</strong>• Guido Giampieri, <strong>ARSIA</strong>• Maria Grazia Migliorini, Edoardo RomoliConsulenti <strong>ARSIA</strong>• Emanuela BalocchiniRegione Toscana - Giunta RegionaleDipartimento del Diritto alla salute e Politiche di solidarietà• Alessandra BelliAzienda Unità Sanitaria Locale n.10 Firenze• Antonio LombardiAzienda Unità Sanitaria Locale n. 6 Bassa Val di Cecina• Monica TognarelliAzienda Unità Sanitaria Locale n. 3 Val di Nievole• Alessandra AlbertiConfederazione Italiana Agricoltori - Toscana• Enrica Bobbio, Marco MainardiConfederazione Nazionale Coltivatori Diretti• Luigi PratesiFederazione Regionale delle Unioni Agricoltori della Toscana• Giovanni Carlesi, Confindustria• Valerio De Vitis, FIAAL - CNA• Alessandro Caldesi, AS.P.O.R.T.Cura redazionale:Guido Giampieri, <strong>ARSIA</strong>Maria Grazia Migliorini, Edoardo Romoli, Consulenti <strong>ARSIA</strong>Cura editoriale, grafica e impaginazione:Tosca srl, FirenzeStampa: EFFEEMME LITO srl, FirenzeFuori commercio, vietata la vendita© Copyright 1<strong>99</strong>9 <strong>ARSIA</strong> Regione Toscana
<strong>Linee</strong> guida per l’applicazionedel D.Lgs. 155/97 nella produzionedelle <strong>conserve</strong> <strong>veg</strong>etali<strong>ARSIA</strong> • Agenzia Regionale per lo Sviluppo e l’Innovazionenel settore Agricolo-forestale, Firenze
SommarioPresentazioneMaria Grazia Mammuccini 71. Premessa 91.1 Obiettivi delle linee guida 91.2 Settore di riferimento ed aziende interessate 91.3 Caratteristiche del prodotto e del processo produttivo 102. Applicazione del Metodo HACCP 112.1 Il Metodo HACCP 112.2 Diagramma di flusso 122.3 Analisi dei pericoli e delle loro cause 132.4 Analisi dei rischi e metodologie di prevenzione e controllo 252.4.a Conserve di ortaggi al naturale o fermentati e minestre 252.4.b Conserve di pomodoro 262.4.c Olive secche o parzialmente disidratate 272.4.d Olive non disidratate acidificate 282.4.e Olive non disidratate e non acidificate 292.4.f Creme e salse a base di <strong>veg</strong>etali non acidificate 302.4.g Creme e salse a base di <strong>veg</strong>etali acidificate 312.4.h Prodotti disidratati e/o liofilizzati base <strong>veg</strong>etale 322.4.i Sottoli acidificati 332.4.j Sottoli non acidificati 342.4.k Sottaceti 352.4.l Succhi e polpe di frutta 362.4.m Marmellate 372.5 Il Manuale Aziendale di Autocontrollo Igienico 302.6 Definizioni 38Allegato A - Indicazioni generali di corretta prassi igienicae buone pratiche di lavorazione 47a) Localib) Indicazioni per la manutenzione delle strutture e pulizia dei localic) Monitoraggio e lotta agli animali infestantid) Igiene e manutenzione degli impiantie) Igiene del personalef) Formazione del personaleg) Approvvigionamento materie prime, ingredienti vari e materiali accessorih) Approvvigionamento idricoAllegato B – Il botulismo: cos’è e come si previene 51
PresentazioneFra i compiti dell’<strong>ARSIA</strong>, nell’ambito del “Programmainterregionale Agricoltura e Qualità”, èstato previsto quello di organizzare e coordinaredei gruppi di lavoro per l’elaborazione di lineeguida per l’applicazione del D.Lgs. 155/97 nei settoridell’olio, del vino, del miele e dell’ortofrutta,che sono state realizzare e pubblicate nel 1<strong>99</strong>8.Nel 1<strong>99</strong>9 ci è stato richiesto di elaborare lineeguida nei settori dello stoccaggio dei cereali e delle<strong>conserve</strong> <strong>veg</strong>etali.Le linee guida sono state elaborate con lo scopodi fornire uno strumento orientativo ed informativoper tutti coloro che dovranno confrontarsi conl’applicazione di questa disposizione nel campo dell’igienedei prodotti agro-alimentari.Al fine di garantire la realizzazione di documenticoncordati tra le varie parti istituzionali regionali(Giunta Regionale, <strong>ARSIA</strong>, organi di controllo ufficiale,associazioni di produttori, organizzazioni dirappresentanza del mondo agricolo, degli artigiani edegli industriali) che saranno coinvolte nell’introduzionedel D.Lgs. 155/97 nella realtà produttivaagro-alimentare toscana, l’<strong>ARSIA</strong> ha provveduto allagestione ed al coordinamento dei tavoli di lavoro,nonché alla redazione di elaborati.Nello spirito stesso del Decreto, quindi, sonostate messe a frutto le professionalità e le esperienzepresenti al tavolo di lavoro che, con spirito dicollaborazione e nel comune interesse di coniugarele legittime istanze delle rispettive categorie con lasicurezza del consumatore, hanno portato alla definizionedelle linee guida. È stato così possibile forniresoluzioni pratiche e realizzabili alle problematicheche potranno emergere dall’applicazione delledisposizioni del Decreto.Il presente documento vuole quindi rappresentareuno strumento per avvicinarsi in maniera concretae possibilmente risolutiva al D.Lgs. 155/97,senza comunque in alcun modo volersi sostituire alManuale Aziendale di Autocontrollo Igienico chedovrà essere realizzato dal Responsabile aziendalemediante l’analisi approfondita dei propri processiproduttivi.Maria Grazia MammucciniAmministratore <strong>ARSIA</strong>
1. Premessa1.1 Obiettivi delle linee guidaL’obiettivo prioritario di questo lavoro è quellodi fornire un supporto ai produttori di <strong>conserve</strong><strong>veg</strong>etali che saranno interessati dalle prescrizionidel D.Lgs. 155/97.Con questo dispositivo infatti il Ministero dellaSanità ha concluso l’iter di recepimento dellaDirettiva Comunitaria n. 43 del 1<strong>99</strong>3, che ha difatto esteso agli operatori del settore alimentare(con l’unica esclusione dei produttori di materieprime, ad esempio le aziende agricole il cui cicloproduttivo si conclude con la raccolta o con lamungitura) l’obbligo di mettere in atto un sistemadi autocontrollo igienico finalizzato a tutelare lasalute del consumatore.La metodologia da adottare per organizzare ilsistema di autocontrollo, è quella che prevede un’analisisvolta secondo il cosiddetto metodo HazardAnalysis Critical Control Point (HACCP).La vera novità che di fatto verrà introdotta nonè tanto riscontrabile in termini di prescrizioni strutturaliaggiuntive rispetto alla precedente normativain vigore, ma in termini di consapevole e “responsabile”gestione dell’elemento “sicurezza” dell’alimentonei confronti del consumatore.Queste linee guida potranno quindi essere unelemento di riferimento per chi a vario titolo, nelsettore della produzione delle <strong>conserve</strong> <strong>veg</strong>etali,dovrà confrontarsi con le prescrizioni del D.Lgs.155/97 e fatte salve le normative specifiche, potrannofornire utili indicazioni all’adozione da partedelle imprese di specifici e mirati sistemi di autocontrollocome previsto dal punto IV B. 4.2 del PianoRegionale di “Programmazione e coordinamentodegli interventi in materia di vigilanza degli alimentie delle bevande” approvato con Deliberazione delConsiglio Regionale n. 55 del 17 marzo 1<strong>99</strong>8.Il documento vuole rappresentare uno strumentooperativo sia per i produttori sia per coloro chesaranno chiamati a fornire consulenze alle aziendeo a controllare l’applicazione del decreto stesso(tecnici delle organizzazioni professionali, Aziendesanitarie locali, liberi professionisti, ecc.).Nell’impostazione di queste linee guida, rivolgendocia varie figure professionali e realtà produttive,abbiamo ritenuto opportuno fare riferimentoad una tipologia aziendale “standard”.La semplificazione introdotta non esclude chenella fase applicativa le aziende presentino situazionistrutturali e di processo particolari e che di ciòdebba tenersi conto nella definizione del ManualeAziendale di Autocontrollo Igienico.1.2 Settore di riferimentoed aziende interessateLe presenti linee guida sono rivolte a coloro cheproducono <strong>conserve</strong> <strong>veg</strong>etali dal ricevimento inazienda delle materie prime alla loro vendita, passandoattraverso tutte le varie fasi di lavorazione,condizionamento, stoccaggio, trasporto, caratteristicheper le varie tipologie di prodotti analizzati.Il campo d’applicazione del decreto, riguardainfatti tutte le fasi indicate e quindi saranno interessatetutte quelle aziende al cui interno avvenganouna, o più di una delle suddette fasi.Questa linea guida è genericamente orientata alsettore della produzione delle <strong>conserve</strong> <strong>veg</strong>etali,nell’accezione più generica del termine, e saràovviamente necessario calibrare in maniera critica ecoerente le indicazioni qui riportate nelle specificherealtà aziendali, per quanto riguarda particolaritàstrutturali, di tipologia di prodotto e di tipologia diprocesso.
10 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Nel Manuale Aziendale di Autocontrollo dell’Igiene(M.A.A.I.) sarà quindi opportuno precisarele specifiche di eventuali prodotti aziendali particolarinonché parametri strutturali e di processo.1.3 Definizione dei prodottie dei processi produttiviÈ opportuno premettere la definizione che siintende adottare per “conserva <strong>veg</strong>etale”, ovvero:“prodotto di origine <strong>veg</strong>etale o prevalentemente diorigine <strong>veg</strong>etale che ha subito trattamenti fisici e/ochimici atti a determinarne la conservabilità a temperaturaambiente”.In considerazione del fatto che in questo settorevi sono una vastissima gamma di produzioni possibilied un’ancora più ampia tipologia aziendale,nella trattazione di questo documento verrannoanalizzate le seguenti tipologie di prodotti:a) Conserve di ortaggi al naturale o fermentatie minestre;b) Conserve di pomodoro;c) Olive secche o parzialmente disidratate;d) Olive non disidratate acidificate;e) Olive non disidratate e non acidificate;f) Creme e salse a base di <strong>veg</strong>etali non acidificate;g) Creme e salse a base di <strong>veg</strong>etali acidificate;h) Prodotti disidratati e/o liofilizzatia base <strong>veg</strong>etale;i) Sottoli acidificati;j) Sottoli non acidificati;k) Sottaceti;l) Succhi e polpe di frutta;m) Marmellate.Si rende necessario quindi mettere in evidenza,per ogni tipologia di prodotto, le caratteristicheproduttive, la maggiore o minore suscettibilità allecontaminazioni, le modalità di consumo. Tali fattorisono infatti strettamente legati alla sicurezza igienicadel prodotto stesso e la loro conoscenza ènecessaria per effettuare un’adeguata ed accurataanalisi dei pericoli connessi al loro consumo.Al fine di garantire la sicurezza igienica di questiprodotti è necessario che ogni fase del processo produttivosia condotta in condizioni igieniche adeguate,prestando particolare attenzione alla scelta dellamateria prima, al lavaggio, all’assemblaggio deidiversi ingredienti ed all’igiene ed integrità dei contenitorie dei relativi dispositivi di chiusura utilizzati.Per alcune <strong>conserve</strong> <strong>veg</strong>etali che presentano unpH superiore a 4,5 (<strong>conserve</strong> di ortaggi al naturale,<strong>conserve</strong> sott’olio non fermentate e/o acidificate,ortaggi in salamoia non fermentati, minestre pronte),a prescindere dalle modalità di controllo adottatenei singoli processi aziendali, è importante sottolinearel’estrema pericolosità delle tossine prodotteda un agente microbiologico, il Clostridiumbotulinum; nell’Allegato B viene riportato unapprofondimento specifico in materia.
2. Applicazione del Metodo HACCP2.1 Il metodo HACCPNel comma 2 dell’articolo 3 del D.Lgs. 155/97è indicato che il sistema da adottare per procedereall’analisi dei pericoli che potrebbero verificarsi, inun qualsiasi processo produttivo alimentare, è ilmetodo di analisi identificato dalla sigla HACCP(Hazard Analysis Critical Control Point) ossiaAnalisi dei Rischi - Punti Critici di Controllo (oPrevenzione).In pratica il metodo parte dalla ricerca di tuttii pericoli che potrebbero insorgere durante il processoproduttivo, effettuata mediante l’analisi deldiagramma di flusso e quindi delle singolo fasiproduttive.Ogni fase produttiva dovrà essere sottoposta adaccurata analisi in modo da evidenziare se duranteil suo svolgersi possono manifestarsi dei pericoli (es.contaminazioni microbiologiche, rilascio di sostanzechimiche pericolose, contaminazioni particellari)e se esistono misure di controllo che possono essereadottate per ogni singolo pericolo.Successivamente, in base all’esperienza ed alladocumentazione ufficiale, si procederà ad una selezionedei pericoli banali o con una bassissima possibilitàdi manifestazione o sviluppo, che quindinon richiedono la messa a punto di procedure ingrado di controllarli, e pericoli che invece per laloro gravità richiedono uno specifico sistema diprevenzione.Il sistema di prevenzione per lo specifico pericolodovrà quindi essere inserito a quel livello del processo(CCP), inteso come fase o operazione, in cuisi rende possibile la gestione del pericolo medesimo.È molto importante chiarire che con il termine“critico” (altrimenti traducibile con decisivo, basilare,sostanziale) viene messo in evidenza che talemetodologia ha lo scopo di attuare solo sistemi diprevenzione sicuramente efficaci. Infatti per prevenirel’insorgenza di un pericolo potrebbero esseretenuti sotto controllo molti fattori (parametriambientali; impiego di certe macchine, materiali osostanze; condizioni di lavoro ed attività umane;ambiente esterno) ma in realtà solo il controllo dipochi di essi ha una sostanziale efficacia sulla prevenzione.Tale controllo deve avvenire definendo una seriedi procedure basate su un’attività di prevenzioneorganizzata sistematicamente e documentata inogni sua fase.Per definire un sistema documentato è indispensabilefissare i limiti dei parametri critici (es.limiti temperature accettabili, limiti concentrazionedi certe sostanze, limiti presenza microrganismi,ecc.) da tenere sotto controllo in modo da intervenirecon azioni correttive solo quando tali parametrivengono superati.Al fine di poter procedere ad una valutazioneoggettiva dei parametri critici, occorre mettere inatto un sistema di monitoraggio dei dati critici datenere sotto controllo: quando il monitoraggioindica il superamento dei limiti prefissati e quindiuna “non conformità”, si deve intervenire con lepreviste azioni correttive, a loro volta procedurate esottoposte a valutazione di efficacia.Il monitoraggio consente di controllare laconformità delle varie operazioni alle condizionioperative prestabilite; se ad esempio un CCP richiedeil controllo di un parametro ambientaleentro i limiti prefissati, il monitoraggio consenteuna verifica della rispondenza di tale parametro ailimiti stabiliti.L’insieme dei vari CCP e delle procedure diprevenzione dei pericoli igienici per il consumatore,inerenti i prodotti alimentari lavorati in azienda,costituisce il “Sistema di Autocontrollo Igienico”
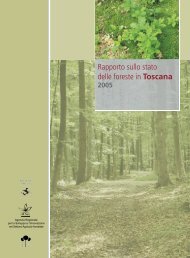
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI13dard definiti dalla norma UNI-ISO 9004-4, ossiaper le materie prime ed il prodotto finito l’ellisse,per le operazioni/fasi il rettangolo, il triangolo peri sottoprodotti e gli scarti, il quadrato per i semilavorati.Le frecce mostrano la direzione del flussoproduttivo. Resta inteso che l’illustrazione del diagrammadi flusso può essere fatta anche in formadescrittiva o in ogni altra forma semplificata.Nelle realtà aziendali più strutturate è possibileutilizzare anche dei “lay-out” (vedere definizionealla pagina 42) per meglio individuare tutte le operazioniproduttive ed i parametri tecnici a loro legati.Arrivomateria primaStoccaggioCernita e LavaggioAssemblaggioCottura eventualeInvasettamentoTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso <strong>conserve</strong> di ortaggi al naturale o fermentati e minestre
14 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaStoccaggio temporaneoLavaggio a gorgogliamentoLavaggio con acquaa perdereCernita - SelezionePulizia - DepicciolaturaScartidi lavorazionenon utilizzabiliScottatura in acquabollenteCalibrazionePelaturaCernita manualeScarti destinati allaproduzione del succoPastorizzazione(eventuale)Controllo pHed acidificazione(eventuali)Riempimento contenitoriTrattamento termicoSoffiaggio contenitoricon vaporeRaffreddamentoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso <strong>conserve</strong> di pomodoro
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI15Arrivomateria primaAccettazione prodottoCernitaRiscaldamentoa seccoConfezionamentoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso olive secche o parzialmente disidratate
16 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaAccettazione prodottoCernitaLavorazioneEventuale aggiuntadi salamoia, additivi, olioOlive non acidificateConfezionamentoOlive acidificateAcidificazioneConfezionamentoTrattamento termicoEventualetrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso olive non disidratate
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI17Arrivomateria primaStoccaggioCernita e LavaggioAssemblaggioPrecottura(eventuale)ConfezionamentoTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso creme e salse a base di <strong>veg</strong>etali non acidificate
18 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaStoccaggioCernita e LavaggioAssemblaggioPrecottura(eventuale)AcidificazioneConfezionamentoTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso creme e salse a base di <strong>veg</strong>etali acidificate
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI19Arrivomateria primaStoccaggioCernita e LavaggioTaglio e Mondatura(eventuali)Liofilizzazioneo essiccamentoConfezionamentoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso prodotti liofilizzati / disidratati a base <strong>veg</strong>etale
20 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaStoccaggioCernita e LavaggioTaglio e MondaturaUlteriore LavaggioSalaturaScottatura in acetoa caldoInfusione in acetoa freddoSgocciolaturaTrasferimentiin catiniAglioAromiInvasettamentoAssemblaggio conaltri ingredientiTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso sottoli acidificati
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI21Arrivomateria primaStoccaggioCernita e LavaggioTaglio e MondaturaUlteriore LavaggioSalaturaInfusione in acetoa freddo(eventuale)SgocciolaturaScottatura in acetoa caldo(eventuale)Trasferimentiin catiniAglioAromiInvasettamentoAssemblaggio conaltri ingredientiTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso sottoli non acidificati
22 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaStoccaggioCernita e LavaggioTaglio e MondaturaUlteriore LavaggioInfusione in acetoa freddoScottatura in acetoa caldoSgocciolaturaInvasettamentoAcetoRiempimento vasettocon acetoEventualeTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso sottaceti
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI23Arrivomateria primaStoccaggioCernita e LavaggioTaglio e MondaturaSpremituraResiduibucceTrattamento termicoin lineaConfezionamentoConfezionamentoTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso succhi e polpe di frutta
24 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Arrivomateria primaStoccaggioCernita e LavaggioSpicciolaturaSnocciolaturaMondaturaScottaturaTaglio o passaturaZuccheroo altri dolcificantiCotturaInvasettamentoTrattamento termicoprodotto finitoStoccaggioprodotto finitoVendita e/o spedizioneDiagramma di flusso marmellate
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI252.3 Analisi dei pericolie delle loro causeIl passo successivo alla descrizione del diagrammadi flusso è l’identificazione dei punti di rischioossia della fase, della procedura, dell’operazione,della materia, della macchina/impianto dove si puòindividuare un pericolo o dove certe condizionipossono rendere concreta la presenza di rischi perla salute del consumatore.È fondamentale a questo punto capire, per ognipericolo individuato, quali possono essere le causeche potrebbero provocare la contaminazione delprodotto finito ed è necessario considerare sia l’originedella contaminazione sia la probabilità che ilpericolo possa propagarsi lungo il resto del processoproduttivo fino a ritrovarsi nell’alimento destinatoal consumo.Tali cause si dividono in due tipologie:• cause che possono ritrovarsi ad ogni livello delciclo produttivo e sono dovute al personale, ai localied alle strutture di servizio annesse, all’ambienteesterno;• cause che possono presentarsi in punti specificidel processo e sono dovute alle materie prime esecondarie/accessorie (es. nei vari prodotti ortofrutticoliconsiderati vasetti e contenitori vari,aromi e spezie), agli impianti e macchinari, alle condizionioperative.Va comunque tenuto presente che le indicazionifornite in seguito sono riferite a modelli “generici”che non possono necessariamente consideraretutte le singole specificità che si potrebbero presentarein ogni singolo caso concreto.Ogni singola azienda dovrà quindi valutare,sotto la propria responsabilità, le proprie specifichecondizioni oggettive nel procedere nell’analisi dellecause di rischio e delle relative conseguenze.È inoltre importante ricordare che occorre attuareun sistema di prevenzione e controllo documentatodedicato solo ai pericoli più gravi e mettere inatto procedure di prevenzione e controllo veramenteefficaci, che vadano sicuramente a eliminare e/oridurre il pericolo, evitando di effettuare analisi ocontrolli eccessivi che appesantirebbero inutilmenteil Sistema di Autocontrollo Igienico Aziendale, concosti e tempi non sopportabili dall’azienda.Nello specifico del settore in oggetto, le modalitàdi preparazione delle <strong>conserve</strong> <strong>veg</strong>etali, pur presentandosimolto diversificate, sono caratterizzatedalle seguenti operazioni:1) una più o meno intensa manipolazione dellamateria prima dovuta a processi di lavaggio, mondatura,cernita, assemblaggio e preparazione dellastessa ai successivi processi di lavorazione;2) applicazione di varie tecniche di conservazioneanche abbinate tra loro che sostanzialmenteadempiono alle finalità di determinare condizioniambientali inibenti lo sviluppo di microrganismidannosi o alteranti o la produzione di tossine (acidificazione,aggiunta di zucchero o di sale, confezionamentoermetico o sottovuoto, ecc.), e/o l’eliminazionedei microrganismi dannosi eventualmentepresenti (trattamento termico);3) il confezionamento del prodotto finito nellepiù svariate modalità che devono comunque esserecondotte nelle condizioni igieniche adeguate pernon compromettere le caratteristiche igienico-sanitarie,organolettiche e nutrizionali ottenute con leprecedenti operazioni.2.4 Analisi dei rischi, metodologiedi prevenzione e controlloDall’analisi dei vari diagrammi di flusso sonostate individuate quelle fasi potenzialmente “pericolose”per la salute del consumatore.Per valutare l’opportunità di sottoporre talipericoli ad un “sistema di prevenzione documentato”(CCP) è stata considerata sia la gravità deidanni, che tali pericoli potrebbero provocare, sia laprobabilità che tali contaminazioni possano realmenteinsorgere. Tali considerazioni sono stateeffettuate tenendo conto di quanto riportato in letteraturae sulla base delle conoscenze specifiche delgruppo di lavoro.Nei Quadri riepilogativi che seguono sono riportatele analisi effettuate per le tredici tipologie diprodotti presi in esame ed i suggerimenti od i CCPindividuati.Dall’analisi è scaturito che i pericoli si possonoricondurre a due tipologie:• un tipo di pericolo che può essere ragionevolmenteannullato con azioni preventive, sostanzialmentericonducibili a delle buone pratiche di lavorazionee di corretta prassi igienica e/o attraversoopportune misure di controllo;• un tipo di pericolo il cui controllo necessita di unsistema di prevenzione documentato (CCP) e quindila messa in atto di procedure scritte di monitoraggio.In relazione al fatto che questa analisi ha unvalore generale è opportuno specificare che questevalutazioni dovranno essere effettuate in base alleesperienze aziendali.Rientra quindi nella responsabilità interna svolgereuna approfondita analisi del rischio sul proprioprocesso produttivo.
26 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Come indicato in maniera più approfonditanell’Allegato B, si ricorda che in assoluto il maggiorrischio connesso alla produzione di <strong>conserve</strong> <strong>veg</strong>etaliè dato dalla contaminazione da tossine botuliniche.Tale pericolo può essere controllato da un’adeguataacidità (naturale del prodotto o ottenutamediante acidificazione) e/o con un opportunotrattamento termico che dovrà essere condottotenendo conto della correlazione tra temperatura etempo del trattamento stesso e pH del prodotto.Il trattamento termico diviene quindi fondamentaleper la salubrità di alcune <strong>conserve</strong> <strong>veg</strong>etali(ad esempio quelle con un pH non inferiore a 4,6)per le quali il controllo di tale processo dovrebbeessere garantito mediante l’applicazione di procedureche ne assicurino il corretto svolgimento erispetto dei parametri tecnologici prefissati.Le attuali tecnologie mettono a disposizionenumerose tipologie di strumenti per il monitoraggiodel processo (esempio: termometri con indicazionedi T° Max, termometri a rilevazione manuale,termocoppie interfacciate a sistemi automatici diacquisizione dati, ecc.).Il controllo del rispetto dei parametri tecnologiciprefissati per il trattamento termico è sicuramentequello di maggiore criticità di tutto il processo;pertanto gli strumenti utilizzati per monitoraretale punto critico dovranno essere scelti traquelli di adeguata affidabilità e mantenuti semprein perfetta efficienza.Si ricorda che strumentazioni che permettanoun controllo continuo ed effettuino le registrazioniin forma automatizzata, possono dare maggiorigaranzie sull’efficacia complessiva del controllo delprocesso stesso.È inoltre opportuno ribadire che, qualora iparametri del trattamento termico siano i limiti criticidi un punto critico di controllo (CCP), la relativaregistrazione di monitoraggio diviene obbligatoriaper ogni ciclo di lavorazione; tale documentazionedeve restare a disposizione per le verifiche delsistema.L’estrema variabilità di tipologie di prodotto,tecnologie disponibili, pezzature e modalità di confezionamentorende di fatto impossibile predeterminare,anche in linea generale, una correlazionepH e tempo/temperatura valida per ogni processoproduttivo.È pertanto necessario che ogni azienda predispongaun’adeguata e documentata taratura di processoper ogni tipologia di prodotto, confezione epezzatura.2.4.a Conserve di ortaggi al naturaleo fermentati e minestre(Vedi Quadro riepilogativo 2.4.a)Indicazioni specificheQueste tipologie di prodotti sono quelle chepresentano maggiori incidenze sulle casistiche diintossicazioni da Clostridium botulinum. Si trattainfatti di prodotti con pH non sufficientementebasso e con acqua libera fuori dai limiti di sicurezza.Si sottolinea quindi l’importanza fondamentaledel trattamento termico svolto esattamente nei terminiche debbono essere individuati in corso ditaratura del processo.2.4.b Conserve di pomodoro(Vedi Quadro riepilogativo 2.4.b)Indicazioni specificheNella fase dell’Eventuale controllo dell’aciditàe/o ulteriore acidificazione* è importante tenerepresente che l’acidità naturale del prodotto puòdipendere da vari fattori, quali la varietà, il grado dimaturazione, il grado di concentrazione al qualeviene portato durante le fasi di lavorazione, ecc.È inoltre una prassi comune, per alcune tipologiedi prodotto, effettuare un’ulteriore acidificazionedurante la lavorazione. La conoscenza del gradodi acidità del prodotto, oltre ad essere di per sé unimportante indice qualitativo del prodotto stesso,permette di ottimizzare la taratura del successivotrattamento termico.2.4.c Olive secche o parzialmentedisidratate(Vedi Quadro riepilogativo 2.4.c)Indicazioni specifiche (Vedi § 2.4.e)2.4.d Olive non disidratate acidificate(Vedi Quadro riepilogativo 2.4.d)Indicazioni specifiche (Vedi § 2.4.e)2.4.e Olive non disidratate non acidificate(Vedi Quadro riepilogativo 2.4.e)Indicazioni specificheÈ opportuno ricordare che in prodotti semilavorati,non trattati termicamente o non sufficientementeacidificati o essiccati, vi è la possibilità che sisviluppi tossina botulinica.In tal caso l’unica azione correttiva realmenteefficace è un trattamento termico che, oltre ad inibirela proliferazione batterica, denaturi la tossina.Per questa tipologia di <strong>conserve</strong>, alla luce deicasi di botulismo rilevati (a livello nazionale) nelcorso degli ultimi anni a causa dell’assunzione diolive da tavola, il Ministero della Sanità ha solleci-
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI27Quadro riepilogativo 2.4.a - Conserve di ortaggi al naturale e minestreFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempidi carenzaStoccaggio inaziendaSviluppo agentimicrobiciConduzione dell’operazionenel massimo rispettodelle condizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature/umiditàdelle celle(se utilizzate)CernitaUlterioreinquinamento dovutoalla manipolazioneConduzione dell’operazionenel massimo rispettodelle condizioni igienichePresenza corpiestraneiAllontanamentocorpi estraneiPresenza materiaprima non idoneaAllontanamentomateria non idoneaLavaggioPermanenzadei corpi estraneiUlteriore inquinamentoda parte delle acquedi lavaggio edella diffusiondi agenti microbiciUtilizzo di acqua potabilenella giusta quantitàMovimentazionedell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visiva dellabuona riuscitadell’operazione edeventuale ripetizionedel lavaggioAssemblaggioingredientiReinquinamentoda agenti microbicie fisiciConduzione dell’operazionenel massimo rispettodelle condizioni igienichePreventivo lavaggio e/ocernita degli ingredientisecondari (aromi, spezie)Cottura(eventuale)Permanenzadi agenti microbiciConduzionedell’operazionenel massimo rispetto dellecondizioni igienicheInvasettamentoPresenzadi frammenti di vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitori e dellecapsuleAccurato controllovisivo in fase di invasettamentoe scartodei vasetti sospetti(danneggiati o chiusinon correttamente)Trattamentotermico(sterilizzazionecommerciale)Sopravvivenza agentimicrobiciUtilizzazione di tecnologieadeguateControllotemperaturee tempidel trattamentotermicoI limitidi tempo etemperaturadovrannoesseredeterminatiin base allataratura delprocessoRipetizionedell’operazioneper il lottoo le parti diprodotto chehanno subitoun trattamentononconformeStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppodi alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
28 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>tato l’Associazione Italiana delle Industrie Alimentari(AIIPA) a predisporre, nell’ambito dei manualidi corretta prassi igienica attualmente in corso didefinizione, un documento riassuntivo che evidenziassei requisiti minimi per la produzione industrialedelle olive da tavola.A causa della potenziale pericolosità di tali prodotti,si è ritenuto opportuno, in questa sede,riproporre le indicazioni fornite dal Ministero nellanota del 21 luglio 1<strong>99</strong>7 prot. 700.7A/92.3/2140.In tale documento vengono prese in considerazionedue tipologie di prodotti:• olive secche o parzialmente disidratate: inquesto caso il CCP è rappresentato dal controllodell’acqua libera (Aw), il limite per avere la garanziadella salubrità del prodotto è < 0,93;• olive non disidratate: in questo caso il parametroda controllare dovrà essere il pH. Infattiquando tale valore viene portato al di sotto di 4,6(per fermentazione e/o acidificazione artificiale), siha un sufficiente grado di garanzia igienica.Quando il limite non è raggiunto è necessario intervenirecon un adeguato trattamento termico.Ovviamente l’individuazione della tecnologia daadottare è strettamente correlata alla tipologia delprodotto che si intende ottenere. Quando al prodottoviene aggiunta salamoia è raccomandabileche l’acidità della soluzione venga mantenuta ad unlivello prudenzialmente al di sotto dei limiti massimiconsentiti (attraverso un’adeguata formulazionedella ricetta) per compensare eventuali reazioni chepossono nel tempo innalzare il livello del pH.Occorre mettere in evidenza che spesso la lavorazionedelle olive parte da semilavorati provenientidall’estero. In questo caso è fondamentale il controllodel pH e/o dell’acqua libera, per avere garanziedell’integrità igienica del prodotto in arrivo. Se taliparametri non rientrano nei limiti di sicurezza (pH aldi sotto di 4,6 e/o Aw inferiore a 0,93) occorreràintervenire con i trattamenti sanificanti sopra esposti(trattamento termico, acidificazione, ulteriore essiccazione)o non accettare il prodotto stesso.2.4.f Creme e salse a base di <strong>veg</strong>etalinon acidificate(Vedi Quadro riepilogativo 2.4.f)2.4.g Creme e salse a base di <strong>veg</strong>etaliacidificate(Vedi Quadro riepilogativo 2.4.g)2.4.h Prodotti liofilizzati / disidratatia base <strong>veg</strong>etale(Vedi Quadro riepilogativo 2.4.h)Indicazioni specificheOccorre ricordare che i processi di liofilizzazioneed essiccamento sono solo delle tecniche di conservazionedei prodotti che non svolgono un’azionedi bonifica. Per questo motivo la qualità igienicosanitariadella materia prima e la correttezza globaledel processo sono di importanza fondamentale.A tale riguardo si ritiene opportuno proporre leseguenti indicazioni:• la corretta conduzione del processo di essiccamentoo liofilizzazione rappresenta l’unico trattamentocapace di arrestare lo sviluppo microbico.Occorre però ricordare che tali trattamenti nonpermettono di eliminare completamente gli agentimicrobiologici. Molti di essi, infatti, pur trovandosiin condizioni vitali critiche (bassi valori di acqualibera presenti nel prodotto), hanno la capacità resisterein una sorta di “ibernazione” fino a quando,al ripristino di condizioni di vita accettabili, possonoriprendere la loro piena attività;• il confezionamento deve avvenire in modo danon permettere un successivo innalzamento dell’umiditàdel prodotto che potrebbe permettere il ripristinodello sviluppo microbico. È pertanto necessarioeffettuare tale operazione con contenitori/materialiidonei, capaci di garantire la chiusura ermetica dellaconfezione. Sarebbe inoltre opportuno eseguire ilconfezionamento in un locale con parametri ambientalicontrollati (soprattutto l’umidità dell’aria).2.4.i Sottoli acidificati(Vedi Quadro riepilogativo 2.4.i)2.4.j Sottoli non acidificati(Vedi Quadro riepilogativo 2.4.j)2.4.k Sottaceti(Vedi Quadro riepilogativo 2.4.k)Indicazioni specificheÈ raccomandabile che l’acidità della soluzioneutilizzata per l’acidificazione venga mantenuta adun livello prudenzialmente al di sotto dei limitimassimi consentiti (attraverso un’adeguata formulazionedella ricetta) per compensare eventuali reazioniche possono nel tempo innalzare il livello delpH.2.4.l Succhi e polpe di frutta(Vedi Quadro riepilogativo 2.4.l)
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI29Quadro riepilogativo 2.4.b - Conserve di pomodoroFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggiotemporaneoSviluppo agentimicrobiciPresenza di roditori,volatili, insettiConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi conservazione,limitandoli il piùpossibileMonitoraggioe controllodelle infestazioniLavaggiPermanenza dei corpiestraneiUlteriore inquinamentoda parte delle acquedi lavaggio e della diffusionedi agentimicrobiciUtilizzo di acqua potabilenella giusta quantitàMovimentazionedell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visiva dellabuona riuscitadell’operazione edeventuale ripetizionedel lavaggioCernitaSelezionePuliziaDepicciolaturaUlteriore inquinamentodovuto alla manipolazionePresenza dei corpiestraneiConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheAllontanamentocorpi estraneiPresenza materiaprima non idoneaPossibile sviluppoagenti microbici resistentiai successivitrattamenti termiciAllontanamentomateria primanon idoneaScottatura inacqua bollenteUlterioreinquinamento dovutoalla manipolazioneCome sopraCalibrazioneCome sopraCome sopraPelaturaCome sopraCome sopraCernita manualeCome sopraCome sopraEventualecontrollodell’acidità e/oulteriore acidificazione*Proliferazione agentimicrobiciMisurazione pHAcidificazioneRiempimentocontenitoriPresenzadi frammenti di vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitorie delle capsuleAccurato controllovisivo in fase diconfezionamentoe scarto dei contenitorisospetti(danneggiati ochiusi non correttamente)TrattamentotermicoSopravvivenza agentimicrobiciUtilizzazione di tecnologieadeguateControllotemperaturee tempi deltrattamentotermicoI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residui dalcontenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
30 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.c - Olive secche o parzialmente disidratateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaAccettazioneprodotto (sesemilavorato)Presenza agentimicrobiciSelezione dei fornitoriControlloAwInferiorea 0,93UlterioreessiccazioneNon accettazioneo successivotrattamentotermicoStoccaggioin aziendaSviluppo agentimicrobiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature/umiditàdelle celle (seutilizzate)CernitaUlteriore inquinamentodovuto allamanipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRiscaldamentoa secco(se si parteda prodottofresco)Sopravvivenzaagenti microbiciControlloAwInferiorea 0,93UlterioreessiccazioneConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitorie delle capsuleAccurato controllovisivo in fase diconfezionamentoe scarto dei contenitorisospetti(danneggiati ochiusi non correttamente)StoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.2.4.m Marmellate(Vedi Quadro riepilogativo 2.4.m)Indicazioni specificheLa presenza di corpi estranei nella massa lavoratacostituisce uno dei rischi più comuni che possonointervenire in questo processo. Le azioni correttivee/o le misure di controllo che si possono effettuarenelle fasi di lavaggio, cernita e mondaturavanno necessariamente integrate con delle buonepratiche di lavorazione che partono dalla scelta delprodotto fresco fino al confezionamento.È importante tenere in considerazione il gradozuccherino che si vuol far raggiungere al prodottofinale perché tale parametro deve essere messo incorrelazione sia con la temperatura di pastorizzazioneche si vuol raggiungere, al fine di garantirel’eliminazione dei possibili microrganismi contaminanti,sia con il tempo di conservabilità del prodotto(da riportare in etichetta).
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI31Quadro riepilogativo 2.4.d - Olive non disidratate acidificateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaAccettazioneprodotto (sesemilavoratonon trattatotermicamente)Presenzaagenti microbiciSelezione dei fornitoriControllodel pHInferiorea 4,6AcidificazioneNon accettazioneosuccessivotrattamentotermicoStoccaggio inaziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature/umiditàdelle celle (seutilizzate)CernitaUlterioreinquinamento dovutoalla manipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLavaggioPermanenzadei corpi estraneiUlteriore inquinamentoda parte delle acquedi lavaggio e delladiffusionedi agenti microbiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioAcidificazione(se si parte daprodotto fresco oda semilavoratotrattato termicamenteche siintende commercializzarecomeacidificato)Sopravvivenzaagenti microbiciControllodel pHInferiorea 4,6UlterioreacidificazioneConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitorie delle capsuleAccurato controllovisivo in fase diconfezionamentoe scarto dei contenitorisospetti(danneggiati ochiusi non correttamente)EventualetrattamentotermicoSopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguate e taraturadel processoControllo tempie temperaturedel trattamentoStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
32 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.e - Olive non disidratate non acidificateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaAccettazioneprodotto (sesemilavoratonon trattatotermicamente)Presenzaagenti microbiciSelezione dei fornitoriControllodel pHInferiorea 4,6AcidificazioneNon accettazioneosuccessivotrattamentotermicoStoccaggioin aziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature/umidità delle celle(se utilizzate)CernitaUlterioreinquinamento dovutoalla manipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLavaggioPermanenzadei corpi estraneiUlteriore inquinamentoda parte delle acquedi lavaggio e delladiffusionedi agenti microbiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitorie delle capsuleAccurato controllovisivo in fase diconfezionamentoe scarto dei contenitorisospetti(danneggiati ochiusi non correttamente)Trattamentotermico(sterilizzazionecommerciale)Sopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguateControllotemperaturee tempi deltrattamentotermicoI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzidi temperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI33Quadro riepilogativo 2.4.f - Creme e salse a base di <strong>veg</strong>etali non acidificateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggioin aziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi conservazione,limitandoli il piùpossibileControllo delletemperature/umiditàdelle celle(se utilizzate)CernitaUlteriore inquinamentodovuto alla manipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLavaggioPermanenza dei corpiestraneiUlteriore inquinamentoda parte delleacque di lavaggio edella diffusione diagenti microbiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buonariuscita dell’operazioneed eventualeripetizionedel lavaggioAssemblaggioReinquinamentoda agenti microbicie fisiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienichePreventivo lavaggio e/ocernita degli ingredientisecondari (aromi, spezie)EventualeprecotturaPermanenza di agentimicrobiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta puliziadei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)Trattamentotermico(sterilizzazionecommerciale)Sopravvivenzaagenti microbiciUtilizzazionedi tecnologie adeguateControllotemperaturee tempi deltrattamentotermicoI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residui dalcontenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzidi temperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
34 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.g - Creme e salse a base di <strong>veg</strong>etali acidificateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggioin aziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi conservazione,limitandoli il piùpossibileControllo delletemperature/umiditàdelle celle(se utilizzate)CernitaUlteriore inquinamentodovuto alla manipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLavaggioPermanenzadei corpi estraneiUlteriore inquinamentoda parte delle acquedi lavaggio e della diffusionedi agentimicrobiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buonariuscita dell’operazioneed eventualeripetizionedel lavaggioAssemblaggioReinquinamentoda agenti microbicie fisiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienichePreventivo lavaggio e/ocernita degli ingredientisecondari (aromi, spezie)EventualeprecotturaPermanenzadi agenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheAcidificazioneSopravvivenza agentimicrobiciControllodel pHInferiorea 4,6UlterioreacidificazioneConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)TrattamentotermicoSopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguate e taraturadel processoControllo temperaturee tempidel trattamentotermicoStoccaggioCessione di residui dalcontenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzidi temperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI35Quadro riepilogativo 2.4.h - Prodotti liofilizzati / disidratati a base <strong>veg</strong>etaleFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggioin aziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi diconservazione, limitandoliil più possibileControllo delletemperature/umidità delle celle(se utilizzate)CernitaUlterioreinquinamento dovutoalla manipolazioneConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLavaggioPermanenzadei corpi estraneiUlteriore inquinamentoda parte delle acquedi lavaggio e delladiffusione di agentimicrobiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buonariuscita dell’operazioneed eventualeripetizionedel lavaggioTaglio eMondatura(eventuali)Reinquinamentoda agenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheLiofilizzazione oessiccamentoInsufficiente abbassamentodel valore dellaacqua libera e persistenzadi condizioniambientali adatti allasopravvivenza battericaConduzione dell’operazionenel massimo rispetto dellecondizioni igieniche esecondo parametri tecnologicitarati sul prodotto/processoConfezionamentoReinquinamentoagenti microbiciInnalzamentodell’umiditàdel prodottoCorretta conduzionedell’operazioneCorretta conservazione deicontenitori o del materialeutilizzato (film plastici,accoppiati, ecc..)Accurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)Corretta puliziadei contenitorie delle capsuleStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniPresenza di insettiConservazione in luoghifreschi evitando sbalzi ditemperaturaMonitoraggio degli insettiEventuale lotta agliinsetti infestantiN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
36 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.i - Sottoli acidificatiFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaArrivomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaTaglioDiffusioneagenti microbiciConduzione dell’operazionenel massimo rispettodelle condizioni igienicheLavaggioUlteriore inquinamentoda parte delle acquedi lavaggio edella diffusionedi agenti microbiciPermanenzadi corpi estraneiUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioInfusione inaceto a freddooppure scottaturain acetoa caldo oppureaggiunta di altriacidificantiSopravvivenzaagenti microbiciUtilizzare aceto o altri acidificantinel giusto rapporto% con il peso degli ortaggiControllopHInferiorea 4,6Aggiunta diaceto od altriacidificantifino al ripristinodel giustopHAssemblaggioingredientiReinquinamentoda agenti microbicie fisiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienichePreventivo lavaggio e/ocernita degli ingredientisecondari (aromi, spezie)InvasettamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)TrattamentotermicoSopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguate e taraturadi processoControllo temperaturee tempidel trattamentotermicoStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI37Quadro riepilogativo 2.4.j - Sottoli non acidificatiFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaArrivomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaTaglioDiffusioneagenti microbiciConduzione dell’operazionenel massimo rispettodelle condizioni igienicheLavaggioUlteriore inquinamentoda parte delle acquedi lavaggio edella diffusionedi agenti microbiciPermanenzadi corpi estraneiUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioEventuale infusionein aceto afreddo oppurescottatura inaceto a caldooppure aggiuntadi altri acidificantiSopravvivenzaagenti microbiciUtilizzare aceto o altri acidificantinel giusto rapporto% con il peso degli ortaggiAssemblaggioingredientiReinquinamentoda agenti microbicie fisiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienichePreventivo lavaggio e/ocernita degli ingredientisecondari (aromi, spezie)InvasettamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)Trattamentotermico(sterilizzazionecommerciale)Sopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguateControllotemperaturee tempidel trattamentotermicoI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
38 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.k - SottacetiFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaArrivomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaTaglioDiffusioneagenti microbiologiciParticolare attenzioneai parametri igienicida rispettareLavaggioUlteriore inquinamentoda parte delle acquedi lavaggio edella diffusionedi agenti microbiciPermanenzadi corpi estraneiUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioInfusione inaceto a freddooppure scottaturain acetoa caldoSopravvivenzaagenti microbiciUtilizzare aceto o altri acidificantinel giusto rapporto% con il peso degli ortaggiControllopHInferiorea 4,6Aggiunta diaceto od altriacidificantifino al ripristinodel giustopHInvasettamentoPresenza di frammentidi vetroReinquinamento agentimicrobiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)Aggiunta acetoAria nel contenitoreche potrebbepermettere lo sviluppodi agenti contaminantiRiempire il vasetto finoall’orlo in modo da lasciaremeno aria possibileEventualetrattamentotermicoSopravvivenzaagenti microbiciUtilizzazione di tecnologieadeguate e taraturadel processoControllo tempie temperaturedel trattamentoStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzidi temperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI39Quadro riepilogativo 2.4.l - Succhi e polpe di fruttaFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggioin aziendaSviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature/umiditàdelle celle (seutilizzate)CernitaUlteriore inquinamentodovuto alla manipolazioneConduzione dell’operazionenel massimo rispettodelle condizioni igienichePresenzacorpi estraneiAllontanamentocorpi estraneiPresenza materiaprima non idoneaAllontanamentomateria primanon idoneaLavaggioPermanenza dei corpiestraneiUlteriore inquinamentoda parte delle acquedi lavaggio e della diffusionedi agentimicrobiciUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioTaglioe MondaturaReinquinamentoda agenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheSpremituraReinquinamentoda agenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheConfezionamentoPresenza di frammentidi vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diconfezionamentoe scarto dei contenitorisospetti(danneggiati ochiusi non correttamente)Trattamentotermico in lineao successivo alconfezionamento(sterilizzazionecommerciale)Sopravvivenzaagenti microbiciUtilizzazionedi tecnologie adeguateControllotemperaturee tempi deltrattamentotermicoI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residui dalcontenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioniConservazione in luoghifreschi evitando sbalzi ditemperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
40 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Quadro riepilogativo 2.4.m - MarmellateFasePericoloAzionepreventivaMisuradi controlloCCPLimiticriticiAzionecorrettivaRicevimentomaterie primeContaminazioniagenti fisici, chimici,microbiciControllo dei fornitoriRispetto dei tempi di carenzaStoccaggio(eventuale)Sviluppoagenti microbiciConduzione dell’operazionenel massimo rispetto dellecondizioni igienicheRispetto dei tempi e temperaturedi conservazioneControllo delletemperature dellecelle di stoccaggio(se utilizzate)LavaggioUlteriore inquinamentoda parte delle acquedi lavaggio e della diffusionedi agentimicrobiciPermanenzadi corpi estraneiUtilizzo di acqua potabilenella giusta quantitàMovimentazione dell’acquaCambiare spesso l’acquadurante l’operazioneVerifica visivadella buona riuscitadell’operazioneed eventualeripetizionedel lavaggioCernitaMondaturaUlteriore inquinamentodovuto alla manipolazionePresenzacorpi estraneiPresenza materiaprima non idoneaConduzione dell’operazionenel massimo rispettodelle condizioni igienicheAllontanamentocorpi estraneiAllontanamentomateria primanon idoneaCotturaPermanenzadi agenti microbiciRispetto di un dosaggiominimo di zucchero (eventualecontrollo del gradozuccherino e/o analisi dell’acqualibera)Controllo deitempi e temperaturedi cottura(secondo una procedurascritta)se necessarioaggiuntadi zuccheroInvasettamentoPresenzadi frammenti di vetroReinquinamentoagenti microbiciCorretta conservazionedei vuotiCorretta pulizia dei contenitorie delle capsuleAccurato controllovisivo in fase diinvasettamento escarto dei vasettisospetti (danneggiatio chiusi noncorrettamente)TrattamentotermicoSopravvivenzaagenti microbiciUtilizzazionedi tecnologie adeguateControllotemperaturee tempiI limiti ditempo etemperaturadovrannoessere determinatiinbase allataratura delprocessoRipetizionedell’operazioneper illotto o leparti di prodottochehanno subitoun trattamentononconformeStoccaggioCessione di residuidal contenitoreUso esclusivo di contenitori“per alimenti”Sviluppo di alterazioni(muffe nei vasetti chiusinon correttamente)Conservazione in luoghifreschi evitando sbalzidi temperaturaN.B.: nell’ultima colonna vengono indicate le azioni correttive che dovrebbero essere intraprese, oltre al sistema di prevenzioneattuato, per ripristinare la sicurezza ed integrità igienica di quella fase produttiva.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI412.5 Il Manuale Aziendaledi Autocontrollo IgienicoIl Sistema di Autocontrollo Igienico Aziendale èbasilare per dare una coerenza continuativa alleoperazioni aziendali e per poter mettere a disposizionedi terzi tutte le informazioni concernenti lanatura e frequenza delle procedure attuate ed irisultati ottenuti dal Sistema (come richiesto nelcomma 3 dell’art. 3 del D.Lgs. 155/97).La documentazione costituita dal ManualeAziendale di Autocontrollo Igienico (M.A.A.I.)dovrà rappresentare uno strumento pratico di lavoro,rispondente a caratteristiche di semplicità echiarezza.Il M.A.A.I. comprende essenzialmente l’analisidei punti a rischio in relazione ai pericoli veramentegravi con le relative procedure di controllo e sor<strong>veg</strong>lianza;d’altra parte il Sistema di Autocontrollodeve ugualmente attivare tutte le misure di prevenzionegenerali quali l’igiene del personale, dei locali,delle attrezzature, l’idoneità dell’acqua.I punti individuati come critici devono esseremessi sotto controllo e di ciò deve essere prodottadocumentazione.Di seguito si indicano gli elementi che il ManualeAziendale di Autocontrollo Igienico (M.A.A.I.)dovrebbe riportare:1) gli obiettivi da realizzare, le attività, i ruoli ele responsabilità ben definite ed organizzate;2) descrizione del processo produttivo e delprodotto finale con l’elencazione in allegato ditutte le materie prime, gli ingredienti, gli additivi ecoadiuvanti tecnologici;3) le procedure adottate per garantire il rispettodelle norme igieniche generali e le modalità di esecuzionedelle stesse;4) l’elenco dei pericoli che si vogliono prevenire,i relativi sistemi di prevenzione documentati(CCP) ed i sistemi di monitoraggio e di verifica;5) la documentazione relativa alla gestione deiCCP: un allegato in cui saranno annotati cronologicamentegli interventi di monitoraggio e verificadelle eventuali non conformità accertate, nel rispettodelle procedure individuate nel Manuale;6) la documentazione relativa alla gestione dellenorme igieniche generali; eventuali allegati che l’aziendaritiene utile adottare a dimostrazione dellamessa in atto delle misure di igiene generali. Si ritienecomunque opportuna la compilazione di unascheda nella quale vengono registrate le verificheperiodiche circa l’efficacia del programma di pulizia.Le varie parti della documentazione, in particolarele schede di registrazione e gli altri allegati delM.A.A.I., devono essere raccolte periodicamente,conservate in modo ordinato, facilmente identificabilie rintracciabili.Tutta la documentazione deve essere conservatain maniera adeguata dal Responsabile del Sistema diAutocontrollo Igienico Aziendale.Qualora nell’azienda siano impiegate altre personeoltre il responsabile, i contenuti del manualepotranno essere articolati in documenti applicativisemplificati (istruzioni operative), redatti in un linguaggiosemplice e diretto, facilmente comprensibileper chi dovrà applicarle, con lo scopo di fornirepratiche indicazioni circa lo svolgimento delleazioni preventive e correttive.Il contenuto dei documenti applicativi potràessere oggetto di interventi formativi o di aggiornamentorivolti al personale.Gli eventuali aggiornamenti della procedura diautocontrollo comportano una revisione delM.A.A.I. e di tali aggiornamenti deve essere dataimmediata informazione a tutti gli addetti alle lavorazioni.2.6 DefinizioniIn questo paragrafo vengono esaminati tuttiquei termini che vengono adottati nel D.Lgs.155/97 (ma che non sono definiti nell’art. 2) e chesono stati utilizzati in questo opuscolo.Tali definizioni sono state riprese prevalentementeda documenti ufficiali quali:• Circolare n. 21 del 28 luglio 1<strong>99</strong>5;• Decisione della Commissione 94/356/CEdel 20 maggio 1<strong>99</strong>4;• “Hazard Analysis Critical Control PointSystem – Concept and Application” redatto dallaCommissione OMS/FAO nel maggio 1<strong>99</strong>5;• “Guidelines for the application of the HACCPsystem” del Codex Alimentarius (Alinorm 93/13A,allegato 2) 20.a sessione della CommissioneOMS/FAO del Codex alimentarius – Ginevra 28giugno 1<strong>99</strong>3.Pericolo o “fattore di rischio”: fonte potenzialedi contaminazione di natura biologica, fisica ochimica tale da ledere la salute del consumatoredi un prodotto alimentare.Rischio: probabilità che un pericolo di contaminazionesi verifichi.Gravità del danno: è la gravità della patologia cheil fattore di rischio può causare sul consumato-
42 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>re. Vi possono essere dei fattori di rischio chepossono provocare danni gravi, temporanei e/opermanenti al consumatore, fino ad essere letalied altri, invece, che nonostante tutto provocanosolo danni passeggeri o poco evidenti.Probabilità del danno: grado di probabilità chel’evento dannoso si verifichi nella realtà e dialuogo ad un danno. È importantissimo individuarela probabilità che il fattore di rischio possainsorgere, infatti da ciò dipende la gravità delrischio.Gravità del rischio: è data dal prodotto della gravitàdel danno (GD) per la probabilità (P) chel’evento di verifichi. Quindi tale rapporto mettein evidenza quali siano i fattori di rischio datenere sotto controllo o meno. Solo quei pericoliche nella realtà oggettiva si verificano conconsuetudine o che pur non verificandosi spesso,possono comunque dare danni gravi al consumatore,saranno tenuti sotto controllo.Diagramma di flusso o “flow sheet”: schemache descrive tutte le fasi del processo produttivo.In queste linee guida verrà utilizzato un formatostandard secondo la norma UNI-ISO9004-4.Lay-out: strumento che permette la descrizionedella logistica del processo (ubicazione e disposizionedei reparti e degli impianti/macchinari;circuiti di movimentazione delle cose e persone;condizioni ambientali dei locali). Di norma èrappresentato da una planimetria dell’aziendasulla quale viene individuata la suddivisione deivari reparti e viene riportata graficamente ladislocazione delle macchine/impianti ed i flussidi materiali e personale.Punto a rischio: punto, fase o procedura in cui èpossibile che si verifichi, aumenti o persista unpericolo relativo alla sicurezza e all’integrità diun prodotto alimentare. L’individuazione di talipunti è fondamentale per poter capire doveintervenire nel processo produttivo con unsistema di prevenzione e controllo del pericoloche potrebbe manifestarsi.Punto critico di controllo (CCP): una fase, unaoperazione, una procedura, una macchina o unimpianto, da cui dipende in maniera sostanzialela prevenzione dell’insorgenza di un pericolo. Lacaratteristica fondamentale della metodologiaHACCP è che il CCP deve essere documentabilee quindi controllabile, verificabile e se necessariosottoposto a modifiche per migliorarlo.Conformità: soddisfacimento di requisiti specificati.Non conformità: non soddisfacimento di requisitispecificati.Azione preventiva: azione intrapresa per eliminaredei fattori di rischio potenziali che potrebberoprovocare situazioni indesiderate, al fine diprevenirne il verificarsi. Come verrà evidenziatopiù avanti, molti dei pericoli che potrebberoinsorgere in un tipico processo di lavorazionedel prodotto in esame, possono essere prevenutisemplicemente con l’applicazione di normegenerali di corretta prassi igienica e buone pratichedi lavorazione, senza quindi dover attuareun vero e proprio sistema documentato di prevenzione(CCP).Azione correttiva: azione intrapresa quando ilmonitoraggio ad un CCP indica che un limitecritico non è rispettato.Misure di controllo: tutti gli interventi e le attivitàvolte a prevenire ciascun tipo di pericolo, ad eliminarloo a ridurne l’impatto o la probabilità diinsorgenza ad un livello accettabile.Limite critico: valore che separa l’accettabilità dall’inaccettabilità.Monitoraggio: sequenza pianificata di osservazionio misure di un parametro di controllo pervalutare se un CCP sia sotto controllo.Verifica: l’utilizzo di metodi, procedure o proveoltre a quelle usate nel monitoraggio per determinarese il metodo HACCP sia congruentecon il piano HACCP, e/o se il piano HACCPnecessita di modifiche e rivalidazioni.Manuale di corretta prassi igienica: questodocumento può essere redatto da parte dei varisettori dell’industria alimentare con la collaborazionedelle varie parti interessate (autoritàcompetenti, associazioni di prodotto e dei consumatori).È un documento che potrà essere diorientamento e consultivo per coloro che,appartenendo a quella stessa categoria produttiva,dovranno mettere in atto un sistema di autocontrolloaziendale. Ovviamente si mantiene a
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI43livello generico riferendosi ad un processo eprodotto “tipo”. Per avere valenza ufficiale deveessere validato dal Ministero della Sanità.Manuale Aziendale di Autocontrollo dell’Igiene(M.A.A.I.): è il documento dove viene descrittoil Sistema di Autocontrollo messo in atto inazienda per prevenire l’insorgenza e teneresotto controllo quei pericoli che potrebberomanifestarsi in una fase produttiva e provocaredanni al consumatore del prodotto aziendale. Èquindi un documento prescrittivo e proprio dell’aziendache lo redige, riferendosi specificatamenteal proprio processo/prodotto. Deveessere approvato e sottoscritto dal suo vertice edovrà essere tenuto a disposizione dell’autoritàcompetente preposta al controllo.
<strong>Linee</strong> guida per l’applicazionedel D.Lgs. 155/97 nella produzionedelle <strong>conserve</strong> <strong>veg</strong>etaliAllegati<strong>ARSIA</strong> • Agenzia Regionale per lo Sviluppo e l’Innovazionenel settore Agricolo-forestale, Firenze
Allegato A - Indicazioni generali di corretta prassi igienicae buone pratiche di lavorazionea) LocaliIl D.Lgs. 155/97 fornisce nel capitolo I, dell’allegato,delle prescrizioni su come dovrebbero essere i localiove vengono in qualsiasi modo manipolati alimenti.In generale tali ambienti dovranno essere tenutipuliti e sottoposti a manutenzioni in modo da garantirnel’efficienza e ridurre al minimo la possibilità di contaminazionidirette o indirette del ciclo produttivo o delprodotto.Il termine “locale” di seguito adottato va ovviamenteinteso come insieme di ambienti, o ambiente singolo, ovesi effettuano la lavorazione e/o conservazione e/o commercializzazionedel prodotto alimentare.Affinché vi sia conformità con quanto stabilito dalDecreto i locali dovrebbero essere:a) progettati, costruiti e dimensionati in modo dagarantire:• un’adeguata pulizia;• impedire l’accumulo di sporcizia ed il contatto con glielementi contaminanti;• consentire una corretta prassi igienica impedendoanche la contaminazione crociata;• fornire adeguate condizioni di temperatura, ovenecessario.b) disporre di un adeguato numero di lavabi e gabinetti;c) disporre di acqua corrente fredda e calda e, ovenecessario, con impianti separati fra acque utilizzate per illavaggio dei prodotti ed acque utilizzate per i lavabi;d) forniti di un’adeguata areazione ed illuminazionenaturale od artificiale;e) provvisti di impianti di scarico idonei e fatti inmodo da evitare il rischio di contaminazione dei prodottialimentari.Per quanto riguarda le strutture interne ai locali, nelcapitolo II del Decreto sono indicate le caratteristichetecniche/costruttive ed i requisiti igienici richiesti perpavimenti, finestre, soffitti, porte, piani di lavoro che nelcomplesso dovranno essere costruiti con materiali idonei,sanificabili e mantenuti in efficienza.Si ricorda che quanto indicato dal D.Lgs. 155/97deve essere integrato con quanto disposto dalla Legge283/62 e dal D.P.R. di applicazione 327/80, nonché dall’applicazionedelle Circolari ministeriali e delle disposizioniregionali.b) Indicazioni per la manutenzionedelle strutture e la pulizia dei localiAl fine di mantenere sempre efficienti le strutture deilocali, sarebbe opportuno prevedere una “procedura perla manutenzione dei locali” con controlli a cadenza prestabilitadello stato dei locali, una valutazione dello statodi conformità di questi ultimi ai requisiti igienici ed un’eventualeregistrazione delle non conformità.Gli interventi di manutenzione effettuati e la valutazionerelativa alla successiva ispezione di verifica possono essereregistrati, ed in tal caso tutta la documentazione prodottadovrà essere archiviata e conservata a cura del responsabiledell’autocontrollo ed andrà a far parte della documentazionedel Sistema di Autocontrollo Igienico Aziendale.Se oltre al controllo programmato, nel corso dell’annodovessero comparire altre non conformità, ognidipendente sarà tenuto ad informare il proprio superioree questi il responsabile dell’autocontrollo, che dovràintervenire come sopra.La pulizia dei locali dovrà essere fatta in modo dagarantire l’igienicità degli stessi ed ogni azienda potràregolarsi in merito sulla base delle proprie esigenze edisponibilità, operative ed economiche.Una “procedura di pulizia dei locali”, potrebbe esseredescritta in un documento dove verranno indicati:• il responsabile* delle pulizie e chi le effettua;
48 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>• come vengono organizzate le pulizie in termini di spazie di tempi;• come e con quale frequenza vengono effettuate le puliziedei locali e delle strutture di servizio annesse (finestre,pareti, soffitti, fognature);• quali sostanze detergenti e/o disinfettanti sono utilizzate(si raccomanda l’uso di prodotti che riportino in etichettal’idoneità allo specifico tipo di pulizia da effettuare);• come e chi effettua la verifica delle operazioni di pulizia.La procedura dovrebbe essere sottoposta periodicamentea verifiche da parte del responsabile* dell’autocontrolloper attestarne l’efficienza.* Sia in questo paragrafo che nei successivi si parla di“responsabile dell’autocontrollo” e/o di “responsabile diuna procedura”; si sottolinea che in una impresa dimedie/piccole dimensioni le due figure potrebbero identificarsianche in poche od in un’unica persona.C) Monitoraggio e lotta agli animali infestantiIn tutti i luoghi dove si trattano alimenti, è necessarioadottare misure di prevenzione atte ad ostacolareinfestazioni da parte di insetti e roditori, che prevedanola ricerca e l’eliminazione dei rifugi.La presenza di tali animali può provocare l’insorgenzadi pericoli igienici, soprattutto perché possono essereveicolo di sudiciume e microrganismi, anche molto dannosialla salute dell’uomo.Inoltre la presenza di un insetto morto o di un suoframmento nel prodotto alimentare è un evento vissutomolto negativamente dal consumatore, anche se può noncostituire necessariamente un rischio per la sua salute.La presenza di tali animali è comunque sempre negativaper l’immagine dell’azienda.Nei casi in cui si ritiene necessario ed è evidente lapresenza di animali infestanti, si consiglia di adottare una“procedura di monitoraggio e lotta agli animali infestanti”,che può essere applicata direttamente dal personaledell’azienda o affidata ad una ditta esterna specializzata.La procedura dovrebbe prevedere l’adozione di unaserie di documenti:• schede di intervento, dove descrivere le caratteristichetecniche degli interventi di lotta effettuati (sostanze utilizzate,dosi, attrezzature) e la loro frequenza;• schede di monitoraggio, dove documentare le operazionidi periodico monitoraggio che daranno un’ottimaindicazione sull’efficienza o meno degli interventi di lotta.Sarebbe inoltre ottimale segnalare su una planimetriaaziendale i punti dove vengono collocate le postazionifisse (es. trappole o esche tossiche) per il contenimentoe/o il monitoraggio degli animali infestanti, sia all’internoche all’esterno dello stabilimento.Saranno in tal modo facilitati i periodici sopralluoghidi monitoraggio.Tutti questi documenti andranno a far parte delladocumentazione del Sistema di Autocontrollo IgienicoAziendale.D) Igiene e manutenzione degli impiantiGli impianti, le macchine e le attrezzature utilizzatiall’interno dei locali dove vengono manipolati alimentidevono essere conformi alle prescrizioni del capitolo Vdell’allegato al D.Lgs. 155/97.In pratica il Decreto indica che tutti i materiali, leapparecchiature e le attrezzature che vengono in contattocon gli alimenti devono essere mantenuti puliti edessere progettati e costruiti in materiali da rendere minimi,se mantenuti in buono stato e sottoposti a regolaremanutenzione, i rischi di contaminazione degli alimenti.Per garantirne l’igienicità è consigliabile adottare una“procedura di pulizia degli impianti” che consenta larimozione dei residui dei prodotti alimentari, ottimo terrenodi sviluppo e crescita di microrganismi (detergenza),la distruzione di microrganismi e parassiti che possonoessere presenti sulle superfici (disinfezione), e successivamentel’eliminazione dei residui di detergenti e disinfettanti(risciacqui).La procedura dovrebbe essere organizzata in mododa definire:• chi è il responsabile delle pulizie e chi le esegue;• come sono organizzate tecnicamente le operazioni e laloro frequenza;• quali prodotti detergenti e/o disinfettanti (si raccomandal’uso di prodotti che riportino in etichetta l’idoneitàallo specifico tipo di pulizia da effettuare) e qualiattrezzature vengono utilizzate;• chi verifica le operazioni effettuate e la loro efficacia.Possono essere adottate delle schede per documentarela procedura adottata almeno per gli impianti piùimportanti.Raccomandazioni per il settore <strong>conserve</strong> <strong>veg</strong>etali:• il controllo dell’efficienza funzionale dei principaliimpianti/macchinari deve essere sottoposta ad una proceduradocumentata periodica di manutenzione; in particolarmodo dovranno essere riservate specifiche attenzioninella manutenzione e verifica degli impianti di trattamentotermico e dei relativi strumenti di controllo.E) Igiene del personaleIl personale che lavora nel settore alimentare deverispondere alle prescrizioni del capitolo VIII dell’allegatoal D.Lgs. 155/97 ossia essere in buone condizioni di
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI49salute, seguire i precetti dell’igiene sia per la manipolazionedei prodotti che per la propria persona.Per garantire ciò sarebbe opportuno mettere in attouna “procedura per l’igiene del personale” dove sianoelencate almeno le essenziali regole di comportamento,che devono prevedere:• il possesso del libretto sanitario;• una particolare attenzione all’igiene delle mani chedovranno essere lavate prima di entrare in contatto congli alimenti, dopo ogni sospensione di lavoro, dopo averfatto uso dei servizi igienici;• che nessuna persona riconosciuta o sospetta di essereaffetta da malattia trasmissibile attraverso gli alimenti,venga autorizzata a lavorare in qualsiasi area di trattamentodegli alimenti;• che le ferite o infezioni sulla pelle vengano medicateregolarmente e adeguatamente protette;• che il personale indossi indumenti adatti, puliti e senecessario protettivi;• che il personale venga informato sui principi dellenorme igieniche da rispettare.Tutta la procedura per l’igiene del personale sarà vigilatada un responsabile opportunamente individuato tra ilpersonale.F) Formazione del personaleIl personale deve essere pienamente consapevole cheil successo del Sistema di Autocontrollo IgienicoAziendale dipende in gran parte dal proprio comportamentoe quindi dovrebbe essere coinvolto ed adeguatamenteformato sulle problematiche igieniche legate all’esecuzionedelle proprie mansioni dentro l’azienda.Per questo sarebbe opportuno organizzare un programmadi formazione che preveda almeno questi argomenti:• aspetti generali sull’igiene personale ed ambientale;• il quadro normativo;• obblighi e responsabilità delle industrie alimentari;• rischi igienici legati alla produzione, manipolazione econfezionamento dei prodotti alimentari;• misure di prevenzione da adottare, anche in relazionealla mansione svolta;• relazioni con gli organi di controllo.In tal modo il personale dovrebbe essere messo ingrado di poter operare nel rispetto delle prescrizioni igienichee poter intervenire prontamente nelle attività diprevenzione di cui è responsabile.La formazione e l’addestramento del personaledovrebbero essere ripetuti secondo le periodicità indicatedal protocollo per l’applicazione della Deliberazione delConsiglio Regionale della Toscana n. 55 del 17 marzo1<strong>99</strong>8 e, comunque ogni volta che avviene un cambiamentodi mansione del personale od una nuova assunzione.Dichiarazioni di partecipazione e/o eventuali attestatidovranno entrare a far parte della documentazione delSistema di Autocontrollo Igienico Aziendale.Come indicato nel protocollo per l’applicazione dellaDeliberazione del Consiglio Regionale della Toscana n.55 del 17 marzo 1<strong>99</strong>8, questi corsi di formazioni/aggiornamentopotranno essere organizzati dalle associazionidi categoria interessate ed avvalersi dell’apporto disingoli professionisti o delle strutture organizzative deiDipartimenti di Prevenzione.Il protocollo suddetto costituisce un utile riferimentoin materia.Raccomandazioni per il settore <strong>conserve</strong> <strong>veg</strong>etali:• nei programmi di formazione del personale andràprestata particolare attenzione per gli addetti all’esecuzioneed al controllo del trattamento termico, poichéquando quest’ultimo è stato individuato come un CCP,solo una corretta esecuzione e documentazione dell’operazionegarantiscono un’adeguata prevenzione del“rischio botulinico”.G) Approvvigionamento materie prime,ingredienti vari e materiali accessoriL’impresa alimentare dovrà porre molta attenzione anon accettare materie prime, ingredienti vari (es. additivie/o coadiuvanti, aromi, spezie) o materiali accessori(contenitori, materiali per il confezionamento) che risultanocontaminati da sostanze estranee o microrganisminocivi, o lo siano con molta probabilità, e che anchedopo i necessari trattamenti di lavorazione non sianoadatti a contenere alimenti per il consumo umano.Tutti i materiali che verranno a contatto con gli alimentifiniti dovranno essere trattati in modo da garantirnel’igienicità e comunque preservati da qualsiasi tipo dicontaminazione che potrebbe trasferirsi agli alimenti ecausare danni al consumatore.Le materie prime, i prodotti intermedi e quelli finiti,su cui potrebbero svilupparsi agenti patogeni, dovranno,se necessario, essere conservati a temperature adeguate etenute sotto controllo.Le sostanze pericolose o non commestibili, dovrannoessere adeguatamente etichettate ed immagazzinate incontenitori separati dagli alimenti e ben chiusi, od inappositi vani.Raccomandazioni per il settore <strong>conserve</strong> <strong>veg</strong>etali:• debbono essere utilizzati contenitori “per alimenti”anche per travasi e soste temporanee delle materie prime,secondarie o semilavorati, valutando il grado di puliziadei contenitori in modo da applicare, se si rendessenecessaria, un’operazione di pulizia;
50 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>• oltre all’attrezzatura anche i “contenitori vuoti” (invetro o altro materiale) andranno conservati in luoghiidonei ed in confezioni integre od eventualmente richiusedopo l’uso, soprattutto quando intercorre moltotempo tra una loro utilizzazione ed un’altra;• gli imballaggi per il trasporto del prodotto destinatoal consumo e alla commercializzazione dovrebberoessere “per alimenti”, facilmente lavabili e sanificabiliquando riutilizzabili, oppure a perdere (es. di legno).H) Approvvigionamento idricoL’acqua che in un’azienda alimentare entrerà direttamenteod indirettamente in contatto con materie prime,semilavorati e prodotti finiti (da quella per la lavorazionee quella utilizzata per le operazioni di pulizia) deve esserepotabile ai sensi del D.P.R. n. 236 del 24 maggio 1988.È opportuno ricordare che le ASL possono permetterela deroga agli obblighi previsti dal D.P.R. 236/88, dalD.P.C.M. 8 febbraio 1985 e dal D.M. 24 marzo 1<strong>99</strong>1,quando, per necessità tecnologiche risulti giustificato l’impiegodi acque non rispondenti ai requisiti previsti, purchéil processo tecnologico assicuri in ogni caso l’assoluta salubritàdel prodotto finito (art. 29 del D.P.R. 327/80).Dove l’approvvigionamento avviene tramite pubblicoacquedotto la garanzia della potabilità è sufficiente, laddovel’azienda abbia adeguatamente valutato la conformitàdei propri impianti interni.Dove si faccia ricorso ad acque di pozzi od a tutte lealtre possibilità di approvvigionamento o di trattamentopossibili (es. stoccaggio di acqua potabile in depositiaziendali, fornitura occasionale da terzi autorizzati, usodi addolcitori, ecc.), si ritiene opportuno mettere in attouna procedura di controllo del rifornimento idrico.Tale procedura, sotto la vigilanza del responsabiledell’autocontrollo, deve indicare le attività di campionamentoed analisi (metodi, frequenze, limiti di nonconformità), con relative schede o risultati delle analisiche rappresenteranno la documentazione di prova, daarchiviare e conservare.In ogni caso occorre comunque prevedere che:• il vapore che entra in contatto diretto con l’alimentonon deve apportare sostanze o agenti contaminanti;• l’acqua non potabile eventualmente utilizzata inazienda (irrigazione, antincendio, ecc.) deve passare incondotte separate, ben identificabili e assolutamente isolatedal sistema di conduzione dell’acqua potabile.
Allegato B - Il botulismo: cos’è e come si previeneIl botulismo è una grave forma di intossicazione alimentare,che può portare al decesso dell’individuo colpito.Il botulismo è conosciuto da centinaia di anni, tuttaviail primo isolamento dall’alimento (prosciutto) e dalfegato delle vittime di un avvelenamento risale al 1897.La denominazione di botulismo (dal latino botulus =salsiccia), è stata coniata intorno ai primi dell’Ottocento.spore che però sono presenti in concentrazione modesta(in genere meno di 1 spora/g di terreno).Il microrganismo è stato occasionalmente isolato,anche dall’intestino sia di volatili che di mammiferi (inparticolare il maiale).Nell’ambiente acquatico e particolarmente a livellodella fanghiglia, trova le condizioni ideali per lo sviluppo.Caratteristiche del germeIl Clostridium botulinum è un germe che cresce inassenza di ossigeno (anaerobio obbligato) che può avereforme resistenti al calore (le spore) e produce tossine cheattaccano il sistema nervoso.Il Cl. Botulinum può degradare gli alimenti. Alcuni tipiattaccano le proteine dando odore di putrefazione, altriattaccano gli zuccheri dando fermentazione ed a voltesono capaci di attaccare i grassi causando irrancidimento.Ma in molti casi il germe può essere comunque presenteed aver prodotto la sua tossina senza aver provocatoalterazioni evidenti dell’alimento.Lo sviluppo di Cl. botulinum su qualsiasi substrato èseguito dalla produzione di tossine. Esistono molti tipi ditossine botuliniche quasi tutte ad azione neurotossica.Il Cl. botulinum è in grado di produrre tossine inambiente non acido (ad un pH compreso tra 4,6 e 8,5)ed a temperature superiori a 3,3°C.Tra le tossine batteriche conosciute quella botulinicaè sicuramente la più attiva, si calcola un grammo di tossinasarebbe in grado di provocare la morte di 100-500milioni di individui.La tossina agisce sul sistema nervoso provocando unaparalisi flaccida, ossia una perdita di tono della muscolaturae la morte interviene per insufficienza respiratoria.DistribuzioneIl Cl. botulinum è largamente diffuso in natura esopravvive per moltissimi anni nel terreno sotto forma diQuadro clinicoSulla base di caratteristiche cliniche ed epidemiologichesono attualmente distinte quattro forme di botulismo: classicao alimentare, da ferita, infantile e infettiva dell’adulto.La forma classica o alimentare è causata dall’ingestionedi alimenti contenenti tossina preformata. In generenegli alimenti contaminati con forme sporali o <strong>veg</strong>etativesi verificano condizioni favorevoli (pH, temperatura,ecc.) alla germinazione, alla moltiplicazione ed alla produzionedi tossine.Gli alimenti più frequentemente implicati sono quelliconservati sott’olio, inscatolati, insaccati, carne o pesceaffumicato o essiccato. Spesso gli alimenti inquinati mantengonoinalterati i caratteri organolettici.Il periodo d’incubazione medio va dalle 12 alle 24ore. In casi eccezionali il periodo d’incubazione si prolungafino a 7-8 giorni. Prevalgono le manifestazioni clinichea carico del sistema nervoso, mentre assenti o scarsesono le manifestazioni a carico dell’apparato gastrointestinale.I sintomi prodotti sono a carico dell’apparatooculare (diplopia, visione offuscata, midriasi, fotofobia,blefaroptosi) seguono alterazioni delle funzioni motoriee secretive ora faringee e laringee (secchezza delle fauci,disfagia, difficoltà nella fonazione).Nelle forme gravi compaiono paralisi flaccide discendentisimmetriche. L’insufficienza respiratoria può intervenirenel giro di 10-12 ore dall’esordio della sintomatologia,al più tardi entro una settimana.Il paziente è solitamente lucido senza febbre.
52 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Nel botulismo da ferita si verifica una contaminazionedi ferite di tipo lacero-contuso con terriccio contenentespore che trovano in ambiente anaerobio una condizionefavorevole alla germinazione con produzione in vivo ditossina. Il periodo d’incubazione varia da 4 a 18 giorni e lasintomatologia è simile a quella del botulismo alimentare.Questa rara sindrome è stata segnalata in tossicodipendentifacenti uso di droghe per via endovenosa.Il botulismo infantile è stato riconosciuto come entitàclinica nel 1976.Colpisce i bambini di età inferiore ai 12 mesi, il piùspesso intorno ai 3 mesi. I neonati possono ingerire lespore o le forme <strong>veg</strong>etative con gli alimenti. All’ingestionesegue la localizzazione a livello intestinale dove avviene laproduzione di tossina. Spesso questo tipo di tossinfezioneavviene in momenti di una variazione della flora intestinalecome nello svezzamento.I veicoli (polvere ambientale, terriccio) spesso nonvengono individuati.Il miele è stato implicato come responsabile in alcunicasi (soprattutto negli USA). In Italia sono stati segnalativari casi di botulismo infantile.Il periodo d’incubazione varia da 3-4 giorni a 1 mese.Clinicamente il botulismo infantile si presenta con sintomiiniziali quali stipsi seguita da torpore, difficoltà allasuzione, ipotonia generalizzata; i sintomi iniziali possonoessere seguiti dall’insufficienza respiratoria.Dal momento che la tossina viene assorbita manmano che viene prodotta si ha in genere una lenta progressionedella sintomatologia.Secondo studi epidemiologici il 5% circa delle mortiimprovvise dei lattanti potrebbero essere causate dabotulismo neonatale.Il botulismo infettivo dell’adulto è una rara sindromecon meccanismi patogenetici simili al botulismo infantileosservata in soggetti con alterazioni della microflora edella funzionalità intestinale in associazione a infezionisistemiche o neoplasie.La gravità della malattia impone nella maggior partedei casi un intervento terapeutico immediato, suggeritodal sospetto diagnostico e indirizzato dalla sintomatologiadei pazienti e dai risultati degli esami clinici.Il laboratorio di microbiologia specializzato, in relazioneai tempi di esecuzione degli esami di sua competenza,svolge un ruolo di conferma della diagnosi clinicae di aiuto nella diagnosi differenziale nelle forme menogravi; interviene inoltre per individuare gli alimentiresponsabili in caso di piccoli episodi epidemici.Le indagini si basano sulla ricerca della tossina botulinica(solo pochi laboratori sono in grado di effettuarla)e sull’isolamento colturale, sulla identificazione e sullatipizzazione del microrganismo; di fondamentale importanzaè la scelta del materiale da studiare in base allaforma clinica e al momento in cui il paziente giungeall’osservazione.Il costo e l’oggettiva difficoltà esecutiva fanno sì chele indagini analitiche non possano essere utilizzate per ilcontrollo di produzione, ma vengono soltanto utilizzateper la conferma delle eventuali diagnosi sospette.In Italia nel periodo 1<strong>99</strong>1-1<strong>99</strong>7 sono stati segnalatial Centro Nazionale Diagnosi Botulismo dell’IstitutoSuperiore di Sanità i casi riassunti nella Tabella 1.Tabella 1 - Botulismo alimentare in Italia (1<strong>99</strong>1 – 1<strong>99</strong>7)Anno N. episodi N. casi Conferme casi Casi da alimentiCNDB/ISSindustriali1<strong>99</strong>1 8 19 10 61<strong>99</strong>2 8 21 15 01<strong>99</strong>3 15 24 14 51<strong>99</strong>4 23 30 14 01<strong>99</strong>5 34 60 17 21<strong>99</strong>6 ? 133 32 111<strong>99</strong>7 34 50 29 3Fonte: Reparto di Microbiologia degli Alimenti – Centro Nazionale Diagnosi Botulismo – I.S.S.Tabella 2 - Alimenti responsabili di episodi di botulismo in Italia (1<strong>99</strong>1 – 1<strong>99</strong>7)Anno Latte e derivati Vegetali Pesce Carne e derivati Altro1<strong>99</strong>1 — 2 — — 11<strong>99</strong>2 — — — 1 —1<strong>99</strong>3 — — 1 — —1<strong>99</strong>4 — 5 — 1 —1<strong>99</strong>5 — 6 — 3 —1<strong>99</strong>6 1 7 1 1 —1<strong>99</strong>7 1 2 — 2 —Fonte: Reparto di Microbiologia degli Alimenti – Centro Nazionale Diagnosi Botulismo – I.S.S.
LINEE GUIDA PRODUZIONE CONSERVE VEGETALI53I principali alimenti responsabili di tali casi sono risultatiquelli esposti nella Tabella 2.Tra gli alimenti <strong>veg</strong>etali quelli più implicati sono funghi,melanzane, peperoni, peperoncini piccanti, asparagi,zucchine.La notevole diffusione del Cl. botulinum fa sì cheesso possa contaminare qualsiasi tipo di alimento, ne consegueche, almeno in teoria, tutti gli alimenti possonoessere responsabili di tossinfezioni.Tuttavia affinché un alimento sia effettivamente ingrado di provocare un evento morboso è indispensabileche si verifichino le seguenti condizioni:• le materie prime o gli ingredienti siano contaminatio si contaminino nel corso della lavorazione con sporedi Cl. botulinum;• l’alimento presenti caratteristiche (temperature diconservazione, acidità, assenza di ossigeno ed attività dell’acqua)tali da permettere la germinazione della spora equindi la moltiplicazione del germe;• l’alimento sia consumato freddo oppure dopo untrattamento termico insufficiente all’inattivazione dellatossina prodotta.In relazione alle condizioni su considerate non c’èdubbio che fra i vari alimenti quelli che maggiormente lesoddisfano sono le <strong>conserve</strong> poco acide, in particolarequelle di origine <strong>veg</strong>etale prodotte a livello domestico edartigianale nonché i prodotti ittici, affumicati e non, confezionatisottovuoto.PrevenzionePer inibire lo sviluppo del germe si può agire a varilivelli:• Igiene delle materie prime (ad es. accurata puliziadei <strong>veg</strong>etali da trattare allo scopo di allontanare ogni residuodi terra);• Acidificazione dell’alimento (bollitura in aceto,scottatura in aceto, aggiunta di acidificanti);• Trattamento termico (sterilizzazione industriale);• Controllo dell’attività dell’acqua (disidratazione);• Aggiunta di inibitori della crescita microbica.Per quanto riguarda il primo punto, occorre ricordareche l’accurata igiene dei prodotti da conservare da sola nonè certamente sufficiente ad evitare lo sviluppo del germe.È tuttavia utile in quanto determina una riduzionedella carica microbica presente sull’alimento.L’acidità rappresenta uno dei fattori di inibizione piùimportanti, conosciuto da tempi remoti. Per inibire losviluppo del Clostridium botulinum occorre però che ilpH del prodotto sia inferiore a 4,6.Per ottenere l’acidificazione si può intervenire attraversola fermentazione o con l’aggiunta di acidi; i piùusati sono acido lattico, acido acetico, acido citrico.L’uso di un prodotto rispetto ad un altro dovrà esserestabilito durante la formulazione della ricetta del prodotto.Pertanto nella fase intermedia di produzione (primadel trattamento termico) deve essere prevista una determinazionedel pH del prodotto stesso. A questo livelloinfatti è ancora possibile effettuare una azione correttiva,dopo sarà impossibile.Sul prodotto finito, che spesso è conservato sott’olio,tale determinazione diventa tecnicamente difficile daeffettuare e diventa impossibile la correzione.La misura del pH prima del trattamento termico consentedi graduare il trattamento termico stesso, in quantol’associazione tra pH e temperature di trattamentoconsente di ottenere la garanzia della salubrità del prodottofinale.Altri metodi in grado di garantire la salubrità del prodotto,che possono essere usati da soli od in associazionetra loro, sono l’aggiunta di soluti (cloruro sodico o dizuccheri) o la parziale essiccazione in grado di ridurrel’attività dell’acqua a valori inferiori a 0,93; questo valoreè considerato l’Aw limite inferiore di accrescimento delClostridium.Anche l’aggiunta di conservanti quali sorbato, nitrato,benzoato o di antibiotici quale nisina, può ridurre laprobabilità di germinazione delle spore botuliniche.Inoltre la conservazione degli alimenti non sterilizzatia temperature inferiori a 3,3°C può bloccare la germinazionedel batterio. Come detto anche l’interazione diquesti fattori è in grado di evitare la germinazione e laformazione di tossina botulinica.Quei prodotti che hanno un pH superiore od ugualea 4,6 ed un’attività dell’acqua superiore a 0,93 e che noncontengono additivi tali da inibire lo sviluppo delle tossinedebbono necessariamente essere sottoposti ad un trattamentodi sterilizzazione.Tabella 3 - Condizioni che inibiscono lo sviluppo delle spore botulinichepH < 4,6Aw < 0,94Concentrazione salina (NaCl) > 9,5%Saccarosio > 48%Glucosio >36,4%Acido acetico >2%Temperatura (°C) < 3,3Trattamento termico per denaturare le tossine in alimenti 85°C per 5’79°C per 20’Elaborazione su fonte del Ministero della Sanità.
54 QUADERNO <strong>ARSIA</strong> N. 8/<strong>99</strong>Si intende per “sterilizzazione” un trattamento chesia uguale od equivalente al mantenimento di una temperaturadi 121°C per 3 minuti al cuore del prodotto odal centro del contenitore.Questo trattamento o suoi equivalenti sono infattiindispensabili per ottenere l’eliminazione delle spore.Le tossine batteriche preformate sono invece moltosensibili al trattamento termico e possono essere facilmenteinattivate secondo i parametri riportati nellaTabella 3.NotepH: reciproco della concentrazione dello ione idrogeno.Acqua libera: rapporto tra la tensione di vapore del prodottoe la tensione di vapore dell’acqua pura alla stessatemperatura. Viene espressa con il simbolo Aw oActivity water e rappresenta l’acqua a disposizionedel microrganismo. Il valore di attività di Aw è correlatoalla percentuale di acqua presente nell’alimento,ma non si identifica con esso. Infatti acqua liberasignifica acqua a disposizione del microrganismo; essaviene influenzata da tutte le sostanze come il sale e lozucchero che hanno potere osmofilo e idrofilo.Potenziale redox: rappresenta lo stato di ossido-riduzionedel mezzo; si indica anche con il simbolo Eh esi esprime in mV (millivolt). Il Cl. botulinum si sviluppain condizioni di anaerobiosi cioè in assenza diossigeno. Le condizioni ottimali si realizzano a valoridi millivolt negativi. L’inizio della crescita puòavvenire anche sopra lo zero: +60 mV o anche valorisuperiori.
Finito di stamparenel dicembre 1<strong>99</strong>9da EFFEEMME LITO srla Firenzeper conto di<strong>ARSIA</strong> • Regione Toscana
Quaderno <strong>ARSIA</strong> 8/<strong>99</strong><strong>Linee</strong> guida per l’applicazionedel D.Lgs. 155/97 nella produzionedelle <strong>conserve</strong> <strong>veg</strong>etaliLÕanalisi dei rischi di contaminazione degli alimentisecondo il metodo HACCP nelle cosiddette ÒindustrieagrarieÓ potrebbe presentare, a prima vista, varie difficoltˆnonchŽ creare eccessivi allarmismi quando tali applicazionidiventino Òobblighi di leggeÓ. LÕobiettivo di queste lineeguida appunto quello di indicare percorsi applicativisostenibili e comunque tecnicamente validi.Tale lavoro stato infatti impostato, sviluppato e concordatonellÕambito di un Òtavolo di lavoroÓ tecnico cui hannopreso parte rappresentanti della Giunta Regionale edellÕ<strong>ARSIA</strong>, tecnici degli organi di controllo ufficiale, tecnicidelle associazioni di produttori e di tutte le organizzazionidi rappresentanza del mondo agricolo e agro-industrialetoscano.é comunque importante sottolineare che queste lineeguida non possono sostituire nŽ surrogare lÕanalisi specificadei singoli processi aziendali che dovrˆ concretizzarsinella stesura del Manuale aziendale di autocontrolloigienico, cos“ come espressamente richiesto dal DecretoLegislativo 155/97.L’<strong>ARSIA</strong>,AgenziaRegionale per loSviluppo el’Innovazionenel settoreAgricoloforestale,istituita con laLeggeRegionale37/93, èl’organismotecnicooperativo dellaRegioneToscana per lecompetenze nelcampo agricoloforestaleefaunistico/venatorio.Giunta RegionaleDipartimento delloSviluppo economicoGiunta RegionaleDipartimentodel Diritto alla salutee delle Politichedi solidarietà