- Page 1 and 2:
平 成 21 年度 火力 関 係設
- Page 3 and 4:
報告書(1/2) 目 次 Ⅰ.はじ
- Page 5 and 6:
Ⅰ.はじめに 1. 背景及び目
- Page 7 and 8:
2.2.1 技術基準に関する調
- Page 9 and 10:
ら、これらの概要調査等
- Page 11 and 12:
原子力安全・保安院 委託
- Page 13 and 14:
表Ⅰ.4-1 委員等の名簿(2/6)
- Page 15 and 16:
表Ⅰ.4-1 委員等の名簿(4/6)
- Page 17 and 18:
規格基準室 本多 隆 吉田
- Page 19 and 20:
表Ⅱ-1 火力関係設備効率
- Page 21 and 22:
表Ⅱ.1-1 700℃級超々臨界圧
- Page 23 and 24:
表Ⅱ.1-3 700℃級超々臨界圧
- Page 25 and 26:
1.1 材料特性データ調査 700
- Page 27 and 28:
1.1.1 発電用火力設備にお
- Page 29 and 30:
図Ⅱ.1.1.1-2 A-USC ボイラー
- Page 31 and 32:
図Ⅱ.1.1.1-7 HR6W の応力-破
- Page 33 and 34:
図Ⅱ.1.1.1-11 Alloy800H クリー
- Page 35 and 36:
. 時間・温度パラメータ外
- Page 37 and 38:
Dyson and McLean (CRISPEN)、Omega
- Page 39 and 40:
による試験片直径の減少
- Page 41 and 42:
Section 1.1.1 の参考文献 [1]
- Page 43 and 44:
表Ⅱ.1.1.1-1 検討候補材料 N
- Page 45 and 46:
表Ⅱ.1.1.1-2 調査対象材の
- Page 47 and 48:
表Ⅱ.1.1.1-2 調査対象材の
- Page 49 and 50:
表Ⅱ.1.1.1-3 クリープ変形
- Page 51 and 52:
1.1.2 発電用火力設備にお
- Page 53 and 54:
ク. 負荷方法(曲げ、引張-
- Page 55 and 56:
収集し、S-N 曲線を作成す
- Page 57 and 58:
- 54 - 表Ⅱ.1.1.2-2 材料特性
- Page 59 and 60:
表Ⅱ.1.1.2-3 疲労強度/物性
- Page 61 and 62:
表Ⅱ.1.1.2-4 疲労設計に関
- Page 63 and 64:
表Ⅱ.1.1.2-6 選定材料の物
- Page 65 and 66:
表Ⅱ.1.1.2-6 選定材料の物
- Page 67 and 68:
Grade 122 表Ⅱ.1.1.2-6 選定材
- Page 69 and 70:
ソン比):これらの係数を項
- Page 71 and 72:
(1/7) 表Ⅱ.1.1.3-1 A-USC材料の
- Page 73 and 74:
(3/7) 表Ⅱ.1.1.3-1 A-USC材料の
- Page 75 and 76:
(5/7) 表Ⅱ.1.1.3-1 A-USC材料の
- Page 77 and 78:
(7/7) 表Ⅱ.1.1.3-1 A-USC材料の
- Page 79 and 80:
G8 は、全ての先進国間で
- Page 81 and 82:
具体的には次の計画がさ
- Page 83 and 84:
2009 年 10 月、国際エネル
- Page 85 and 86:
捗状況の評価・報告、最
- Page 87 and 88:
・ 市場ベースの長期投資
- Page 89 and 90:
建設・運営費用)に充当さ
- Page 91 and 92:
ハ 新エネルギー等の導入
- Page 93 and 94:
図Ⅱ.1.2.1-1 総合エネルギ
- Page 95 and 96:
図Ⅱ.1.2.1-3 石炭火力発電
- Page 97 and 98:
る。また、2001 年以降、バ
- Page 99 and 100:
設計・建設コストの増加
- Page 101 and 102:
高クロム鋼の許容引張応
- Page 103 and 104:
又は 0.85 であり、この数
- Page 105 and 106:
(Opening)を有する円筒殻又
- Page 107 and 108:
発行された。この規格の
- Page 109 and 110:
(427℃)に上限温度を制限し
- Page 111 and 112:
年石炭火力発電所の効率
- Page 113 and 114:
and Piping Division Conference, Jul
- Page 115 and 116:
温度 (℃) 700 600 表Ⅱ.1.2.1-1
- Page 117 and 118:
図Ⅱ.1.2.1-6 EN12952-3, Annex B
- Page 119 and 120:
図Ⅱ.1.2.1-9 圧力容器と平
- Page 121 and 122:
図Ⅱ.1.2.1-12 コークス製造
- Page 123 and 124:
図Ⅱ.1.2.1-16 応力緩和条件
- Page 125 and 126:
図Ⅱ.1.2.1-20 破壊試験結果
- Page 127 and 128:
1.2.2 溶接及び検査・補修
- Page 129 and 130:
高温割れに関しては、Incon
- Page 131 and 132:
③ 微小領域を評価する試
- Page 133 and 134:
処理も必要としないため
- Page 135 and 136:
Section 1.2.2 の参考文献 [299]
- Page 137 and 138:
[548] 有川秀一、宗木政一
- Page 139 and 140:
Corrosion in French Nuclear Power P
- Page 141 and 142:
表Ⅱ.1.2.2-3(a) 溶接施工・
- Page 143 and 144:
表Ⅱ.1.2.2-3(c) 溶接施工・
- Page 145 and 146:
表Ⅱ.1.2.2-3(e) 溶接施工・
- Page 147 and 148:
表Ⅱ.1.2.2-4 ニッケル合金
- Page 149 and 150:
図Ⅱ.1.2.2-2 HST (Hot wire Switch
- Page 151 and 152:
図Ⅱ.1.2.2-6 マルテサイト
- Page 153 and 154:
図Ⅱ.1.2.2.1-9 炭素鋼の石炭
- Page 155 and 156:
表Ⅱ.1.2.2-6(b) 溶接材料整
- Page 157 and 158:
なった。この原因は、時
- Page 159 and 160:
図Ⅱ.1.2.3-7(a)(b)(c)は 700℃
- Page 161 and 162:
Section 1.2.3 の参考文献 [250]
- Page 163 and 164:
[583] Special Metal:INCONEL®alloy6
- Page 165 and 166:
表Ⅱ.1.2.3-1(a) 溶接部の靭
- Page 167 and 168:
表Ⅱ.1.2.3-1(c) 溶接部の靭
- Page 169 and 170:
図Ⅱ.1.2.3-2(a) 溶接された
- Page 171 and 172:
図Ⅱ.1.2.3-4 溶接金属およ
- Page 173 and 174:
表Ⅱ.1.2.3-2(b) 溶接部のク
- Page 175 and 176:
表Ⅱ.1.2.3-3(a) 溶接部の疲
- Page 177 and 178:
表Ⅱ.1.2.3-3(c) 溶接部の疲
- Page 179 and 180:
図Ⅱ.1.2.3-7(a) 973K における
- Page 181 and 182:
2. 規格基準に関する調査
- Page 183 and 184:
設計の規格・基準を適用
- Page 185 and 186:
Ni 基、Fe-Ni 基合金 No. 部位
- Page 187 and 188:
表Ⅱ.2.1.1-1 一般的な劣化
- Page 189 and 190:
No. PCC の ダメージメカニ
- Page 191 and 192:
No. PCC の ダメージメカニ
- Page 193 and 194:
表Ⅱ.2.1.1-4 平成11 年度の
- Page 195 and 196:
表Ⅱ.2.1.1-5 平成11 年度の
- Page 197 and 198:
表Ⅱ.2.1.1-5 平成11 年度の
- Page 199 and 200:
表Ⅱ.2.1.1-5 平成11 年度の
- Page 201 and 202:
表Ⅱ.2.1.1-6 平成16 年度の
- Page 203 and 204:
表Ⅱ.2.1.1-6 平成16 年度の
- Page 205 and 206:
表Ⅱ.2.1.1-6 平成16 年度の
- Page 207 and 208:
表Ⅱ.2.1.1-7 平成17 年度の
- Page 209 and 210:
表Ⅱ.2.1.1-7 平成17 年度の
- Page 211 and 212:
表Ⅱ.2.1.1-7 平成17 年度の
- Page 213 and 214:
表Ⅱ.2.1.1-7 平成17 年度の
- Page 215 and 216:
表Ⅱ.2.1.1-7 平成17 年度の
- Page 217 and 218:
表Ⅱ.2.1.1-8 平成18 年度の
- Page 219 and 220:
表Ⅱ.2.1.1-8 平成18 年度の
- Page 221 and 222:
表Ⅱ.2.1.1-8 平成18 年度の
- Page 223 and 224:
表Ⅱ.2.1.1-9 ISO の損傷モー
- Page 225 and 226:
表Ⅱ.2.1.1-11 損傷モードと
- Page 227 and 228:
表Ⅱ.2.1.1-13 A-USCボイラー
- Page 229 and 230:
(39) ⑦ ⑧ ⑨ (32) (38) (33) (37
- Page 231 and 232:
(1) 損傷防止要件の検討 損
- Page 233 and 234:
表Ⅱ.2.1.2-1 損傷防止要件(2
- Page 235 and 236:
表Ⅱ.2.1.2-1 損傷防止要件(4
- Page 237 and 238:
表Ⅱ.2.1.2-1 損傷防止要件(6
- Page 239 and 240:
表Ⅱ.2.1.2-1 損傷防止要件(8
- Page 241 and 242:
表Ⅱ.2.1.2-2 損傷モード防
- Page 243 and 244:
表Ⅱ.2.1.2-2 損傷モード防
- Page 245 and 246:
参考文献 表Ⅱ.2.1.2-2 損傷
- Page 247 and 248:
2.2 設計・建設の技術基準
- Page 249 and 250:
表Ⅱ.2.2.1-1 技術要素及び
- Page 251 and 252:
表Ⅱ.2.2.1-1 技術要素及び
- Page 253 and 254:
表Ⅱ.2.2.1-1 技術要素及び
- Page 255 and 256:
表Ⅱ.2.2.1-2 技術要素及び
- Page 257 and 258:
表Ⅱ.2.2.1-2 技術要素及び
- Page 259 and 260:
表Ⅱ.2.2.1-2 技術要素及び
- Page 261 and 262:
2.2.2 仕様規定の調査 (1) 仕
- Page 263 and 264:
表Ⅱ.2.2.2-1 基本プラン(1/29
- Page 265 and 266:
表Ⅱ.2.2.2-1 基本プラン(3/29
- Page 267 and 268:
表Ⅱ.2.2.2-1 基本プラン(5/29
- Page 269 and 270:
表Ⅱ.2.2.2-1 基本プラン(7/29
- Page 271 and 272:
表Ⅱ.2.2.2-1 基本プラン(9/29
- Page 273 and 274:
② 除外条件について決定
- Page 275 and 276:
表Ⅱ.2.2.2-1 基本プラン(13/2
- Page 277 and 278:
表Ⅱ.2.2.2-1 基本プラン(15/2
- Page 279 and 280:
表Ⅱ.2.2.2-1 基本プラン(17/2
- Page 281 and 282:
表Ⅱ.2.2.2-1 基本プラン(19/2
- Page 283 and 284:
表Ⅱ.2.2.2-1 基本プラン(21/2
- Page 285 and 286: 表Ⅱ.2.2.2-1 基本プラン(23/2
- Page 287 and 288: 表Ⅱ.2.2.2-1 基本プラン(25/2
- Page 289 and 290: 溶接鋼管毎に実施すれば
- Page 291 and 292: 表Ⅱ.2.2.2-1 基本プラン(29/2
- Page 293 and 294: 厳 し さ 脆性破壊 火技第
- Page 295 and 296: 2.2.2.1 仕様規定(材料)構成
- Page 297 and 298: No 1 2 2.2.2.1.2 基本プランに
- Page 299 and 300: このうち②板材の制限は
- Page 301 and 302: 表Ⅱ.2.2.2.1-2 技術基準に対
- Page 303 and 304: 水素損傷脆化・遅れ割れ
- Page 305 and 306: 表Ⅱ.2.2.2.1-4 ボイラ内部の
- Page 307 and 308: 表Ⅱ.2.2.2.1-4 ボイラ内部の
- Page 309 and 310: 表Ⅱ.2.2.2.1-5 母材の非破壊
- Page 311 and 312: No. 規格 5 ASME Sec.Ⅷ Div.1UHT
- Page 313 and 314: 引 張 試 験 分 析 試 験 機
- Page 315 and 316: ⑧ 水圧試験又は非破壊試
- Page 317 and 318: 母材の 区分 P グルーフ
- Page 319 and 320: 表Ⅱ.2.2.2.2-2 候補材と母材
- Page 321 and 322: 表Ⅱ.2.2.2.2-3 候補材料の化
- Page 323 and 324: 表Ⅱ.2.2.2.2-3 候補材料の化
- Page 325 and 326: 表Ⅱ.2.2.2.2.-4 候補材の ASME
- Page 327 and 328: 表Ⅱ.2.2.2.2-6 室温での機械
- Page 329 and 330: 表Ⅱ.2.2.2.2-8 表面仕上げに
- Page 331 and 332: 表Ⅱ.2.2.2.2-10 化学分析に
- Page 333 and 334: 表Ⅱ.2.2.2.2-10 化学分析に
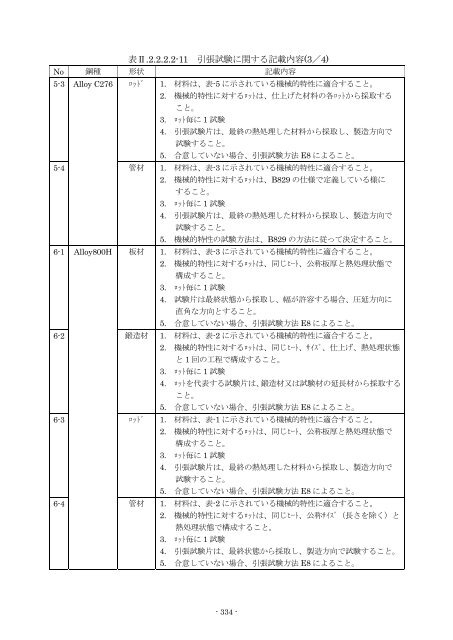
- Page 335: 表Ⅱ.2.2.2.2-11 引張試験に
- Page 339 and 340: 表Ⅱ.2.2.2.2-12 水圧試験又
- Page 341 and 342: 表Ⅱ.2.2.2.2-13 検査と再検
- Page 343 and 344: 許容値 板 シート& ストリ
- Page 345 and 346: 表Ⅱ.2.2.2.2-15 製品のマー
- Page 347 and 348: 2.2.2.3 材料に関する規定の
- Page 349 and 350: 表Ⅱ.2.2.2.3-3 各規格の衝撃
- Page 351 and 352: USC-別図第 1 USC-別図第 2 No
- Page 353 and 354: 2.2.2.4 仕様規定(構造)構成
- Page 355 and 356: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 357 and 358: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 359 and 360: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 361 and 362: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 363 and 364: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 365 and 366: 表Ⅱ.2.2.2.4-1 仕様規定(構
- Page 367 and 368: ASME Section III Division 1 Subsect
- Page 369 and 370: 表Ⅱ.2.2.2.4-参考1 仕様規定
- Page 371 and 372: ASME Sec. III Div. 1 Subsec. NH 表
- Page 373 and 374: また、EN においては、ク
- Page 375 and 376: 表Ⅱ.2.2.2.5-1 火技解釈及び
- Page 377 and 378: 表Ⅱ.2.2.2.5-参考 1 設計マ
- Page 379 and 380: である。 現行のボイラー
- Page 381 and 382: LMPn=[-a1-{a1 2 -4×a2×(a0-logσn)
- Page 383 and 384: と考える。 従って、現段
- Page 385 and 386: E ⋅t σ C ≈ 0. 2 ~ r 0 . 3 E
- Page 387 and 388:
クリープ疲労損傷算出に
- Page 389 and 390:
次に、ASME Sec.Ⅲ NH ,T-1400
- Page 391 and 392:
【Step-3】・・・ 疲労損傷
- Page 393 and 394:
ASME Sec.Ⅲ NH のクリープ‐
- Page 395 and 396:
クリープ破断曲線につい
- Page 397 and 398:
寿命評価に用いていると
- Page 399 and 400:
応力 ksi 100 10 曲線-4 1 17 18
- Page 401 and 402:
表Ⅱ.2.2.2.6-19 クリープ疲
- Page 403 and 404:
表Ⅱ.2.2.2.6-2 ボイラー及び
- Page 405 and 406:
表Ⅱ.2.2.2.6-3 ボイラー及び
- Page 407 and 408:
表Ⅱ.2.2.2.6-5 A-USC ボイラー
- Page 409 and 410:
表Ⅱ.2.2.2.6-6 設計荷重 規
- Page 411 and 412:
表Ⅱ.2.2.2.6-6 設計荷重 規
- Page 413 and 414:
表Ⅱ.2.2.2.6-6 設計荷重 規
- Page 415 and 416:
表Ⅱ.2.2.2.6-8 A-USC ボイラー
- Page 417 and 418:
【表Ⅱ.2.2.2.6-8 の検討のた
- Page 419 and 420:
表Ⅱ.2.2.2.6-11 損傷モード
- Page 421 and 422:
表Ⅱ.2.2.2.6-12 計算規定と
- Page 423 and 424:
表Ⅱ.2.2.2.6-14 火技解釈に
- Page 425 and 426:
表Ⅱ.2.2.2.6-14 火技解釈に
- Page 427 and 428:
表Ⅱ.2.2.2.6-15 円筒殻の厚
- Page 429 and 430:
図Ⅱ.2.2.2.6-1 ボイラ、ボイ
- Page 431 and 432:
応力 σu、σy、f (ksi) 応力
- Page 433 and 434:
許容応力 f (ksi) 許容応力 f
- Page 435 and 436:
各々×応力した場合の等価
- Page 437 and 438:
等価な合計運転時間 Th (h)
- Page 439 and 440:
図Ⅱ.2.2.2.6-11 溶接継手強
- Page 441 and 442:
* ASME Sec. III Appendices の Appe
- Page 443 and 444:
図Ⅱ2.2.2.6-14 ASME Sec. III Subs
- Page 445 and 446:
* 溶接構造物の場合の設計
- Page 447 and 448:
ボイラーの運用形態の推
- Page 449 and 450:
溶接で作り込む品質が、
- Page 451 and 452:
表Ⅱ.2.2.2.7-1 火技解釈第10
- Page 453 and 454:
表Ⅱ.2.2.2.7-2 ASME Sec. I に規
- Page 455 and 456:
表Ⅱ.2.2.2.7-4 仕様規定(溶
- Page 457 and 458:
表Ⅱ.2.2.2.7-5 700℃級火力発
- Page 459 and 460:
表Ⅱ.2.2.2.7-6 ’09b Add. ASME S
- Page 461 and 462:
表Ⅱ.2.2.2.7-6 ’09b Add. ASME S
- Page 463 and 464:
表Ⅱ.2.2.2.7-6 ’09b Add. ASME S
- Page 465 and 466:
表Ⅱ.2.2.2.7-6 ’09b Add. ASME S
- Page 467 and 468:
表Ⅱ.2.2.2.7-6 ’09b Add. ASME S
- Page 469 and 470:
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME S
- Page 471 and 472:
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME S
- Page 473 and 474:
項 目 仕様規定(溶接)構成
- Page 475 and 476:
項 目 仕様規定(溶接)構成
- Page 477 and 478:
項 目 仕様規定(溶接)構成
- Page 479 and 480:
項 目 仕様規定(溶接)構成
- Page 481 and 482:
項 目 仕様規定(溶接)構成
- Page 483 and 484:
- 480 - 2.2.2.8 製作技術の調
- Page 485 and 486:
- 482 - b. じん性値、クリー
- Page 487 and 488:
- 484 - 示す。これらの試験
- Page 489 and 490:
- 486 - は、熱間塑性加工が
- Page 491 and 492:
- 488 - ① 溶接工程におけ
- Page 493 and 494:
- 490 - 定に従い自主規定と
- Page 495 and 496:
- 492 - じないのか検証して
- Page 497 and 498:
- 494 - 表Ⅱ.2.2.2.8 -1 A-USC 候
- Page 499 and 500:
- 496 - [続き]表Ⅱ.2.2.2.8-2
- Page 501 and 502:
- 498 - 表Ⅱ.2.2.2.8-4 溶接に
- Page 503 and 504:
表Ⅱ.2.2.2.8-5 溶接工程にお
- Page 505 and 506:
表Ⅱ.2.2.2.8-5 溶接工程にお
- Page 507 and 508:
表Ⅱ.2.2.2.8-5 溶接工程にお
- Page 509 and 510:
表Ⅱ.2.2.2.8-6 試験検査工程
- Page 511 and 512:
表Ⅱ.2.2.2.8-6 試験検査工程
- Page 513 and 514:
表Ⅱ.2.2.2.8-7 加工工程にお
- Page 515 and 516:
表Ⅱ.2.2.2.8-8 熱処理工程に
- Page 517 and 518:
- 514 - 図Ⅱ.2.2.2.8-1(a) アン
- Page 519 and 520:
- 516 - 表Ⅱ.2.2.2.8-10(a) 局部
- Page 521 and 522:
- 518 - 58 82 図Ⅱ.2.2.2.8-5(b)
- Page 523 and 524:
- 520 - 表Ⅱ.2.2.2.8-11 冷間加
- Page 525 and 526:
表Ⅱ.2.2.2.8-13 食違い量の
- Page 527 and 528:
- 524 - 規格 表Ⅱ.2.2.2.8-14(b)
- Page 529 and 530:
- 526 - 【算出事例】 条件 (
- Page 531 and 532:
- 528 - 表Ⅱ.2.2.2.8-19 冷間加
- Page 533 and 534:
- 530 - 表Ⅱ.2.2.2.8-19 冷間加
- Page 535 and 536:
- 532 - スエージ加工 L t Lf L
- Page 537 and 538:
表Ⅱ.2.2.2.8-22 厚さが異な
- Page 539 and 540:
- 536 - 表Ⅱ.2.2.2.8-24 JIS B 225
- Page 541 and 542:
2.2.2.9 溶接の施工方法に関
- Page 543 and 544:
程度] d. HR6W(43Ni-23Cr-6W-NB-Ti-
- Page 545 and 546:
(e) 割れ感受性の評価を行
- Page 547 and 548:
時間をおきパス間温度(一
- Page 549 and 550:
されることによりじん性
- Page 551 and 552:
① オーステナイト系ステ
- Page 553 and 554:
② 溶接士の技能の確認項
- Page 555 and 556:
表Ⅱ.2.2.2.9-1(a) 溶接工程
- Page 557 and 558:
表Ⅱ.2.2.2.9-1(a) 溶接工程
- Page 559 and 560:
表Ⅱ.2.2.2.9-1(a) 溶接工程
- Page 561 and 562:
表Ⅱ.2.2.2.9-1(b) 溶接工程
- Page 563 and 564:
表Ⅱ.2.2.2.9-1(c) 溶接工程
- Page 565 and 566:
表Ⅱ.2.2.2.9-1(c) 溶接工程
- Page 567 and 568:
表Ⅱ.2.2.2.9-2 確認項目及び
- Page 569 and 570:
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにお
- Page 571 and 572:
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにお
- Page 573 and 574:
表Ⅱ.2.2.2.9-5(別表第7参照)
- Page 575 and 576:
表Ⅱ.2.2.2.9-6 溶接方法別の
- Page 577 and 578:
表Ⅱ.2.2.2.9-8(別表第10参照)
- Page 579 and 580:
表Ⅱ.2.2.2.9-9(別表第11参照)
- Page 581 and 582:
被 覆 ア ー ク 溶 接 棒 ガ
- Page 583 and 584:
表Ⅱ.2.2.2.9-12(別表第20参照
- Page 585 and 586:
表Ⅱ.2.2.2.9-14(検査解釈別
- Page 587 and 588:
表Ⅱ.2.2.2.9-15(別表第 13 参
- Page 589 and 590:
表Ⅱ.2.2.2.9-16(別表第 14 参
- Page 591 and 592:
表Ⅱ.2.2.2.9-16(別表第 14 参
- Page 593 and 594:
表Ⅱ.2.2.2.9-18(a)(附図第 2
- Page 595 and 596:
表Ⅱ.2.2.2.9-19(附図第1参照)
- Page 597 and 598:
表Ⅱ.2.2.2.9-21 断面マクロ/
- Page 599 and 600:
表Ⅱ.2.2.2.9-22(検査解釈別
- Page 601 and 602:
表Ⅱ.2.2.2.9-25 海外 A-USC ボ
- Page 603 and 604:
表Ⅱ.2.2.2.9-27 A-USC異材継手
- Page 605 and 606:
図Ⅱ.2.2.2.9-1 各種ニッケル
- Page 607 and 608:
- 604 - 火 STPA28 (改良 9%Cr 鋼
- Page 609 and 610:
図Ⅱ.2.2.2.9-10 Effect of Ni,Mn a
- Page 611 and 612:
温 度 [℃] 温 度 [℃] 1,200 1
- Page 613 and 614:
2.2.2.10 製作に関する設計
- Page 615 and 616:
表Ⅱ.2.2.2.10-2 ISO 16528 技術
- Page 617 and 618:
2.2.2.11 試験検査方法に関
- Page 619 and 620:
厚の約 10%である場合の疲
- Page 621 and 622:
溶接中の入熱が抑えられ
- Page 623 and 624:
確認していく必要がある
- Page 625 and 626:
来の超音波探傷試験にて
- Page 627 and 628:
外観検査 の判定基 準 表
- Page 629 and 630:
P.No. 火技解釈別表第 24 放
- Page 631 and 632:
表Ⅱ.2.2.2.11-5 ISO 16528 技術
- Page 633 and 634:
表Ⅱ.2.2.2.11-7(別表第24参照
- Page 635 and 636:
表Ⅱ.2.2.2.11-9(a) ISO16528-1 Boi
- Page 637 and 638:
表Ⅱ.2.2.2.11-10 放射線透過
- Page 639 and 640:
溶接欠陥 (きずの種類) 1.
- Page 641 and 642:
表Ⅱ.2.2.2.11-12 超音波探傷
- Page 643 and 644:
表Ⅱ.2.2.2.11-12 超音波探傷
- Page 645 and 646:
表Ⅱ.2.2.2.11-13 ASME Code Case22
- Page 647 and 648:
表Ⅱ.2.2.2.11-13 ASME Code Case22
- Page 649 and 650:
TOFD探傷法の原理 : Time of Fl
- Page 651 and 652:
表Ⅱ.2.2.2.11-15 浸透探傷試
- Page 653 and 654:
2.2.2.12 耐圧試験等に関す
- Page 655 and 656:
表Ⅱ.2.2.2.12-1 仕様規定(耐
- Page 657 and 658:
基準化した耐圧試験圧力
- Page 659 and 660:
表Ⅱ.2.2.2.12-参考 2 耐圧試
- Page 661 and 662:
2.2.2.12.2 最終試験(水圧試
- Page 663 and 664:
表Ⅱ.2.2.2.12-5 耐圧試験の
- Page 665 and 666:
定することができる。 ③
- Page 667 and 668:
⑥ FITNET FFS[12] FITNET FFS は
- Page 669 and 670:
表Ⅱ.2.3-2 トルク管理[7] ス
- Page 671 and 672:
表Ⅱ.2.3-4 Inspection Planning Ri
- Page 673 and 674:
表Ⅱ.2.3-5 Damage Mechanism と
- Page 675 and 676:
表Ⅱ.2.3-5 Damage Mechanism と
- Page 677 and 678:
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI
- Page 679 and 680:
2630 容器 表Ⅱ.2.3-6 ASME B&PV
- Page 681 and 682:
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI
- Page 683 and 684:
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI
- Page 685 and 686:
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI
- Page 687 and 688:
石油精製・石油化学プラ
- Page 689 and 690:
計画的な検査 腐食の検出
- Page 691 and 692:
継続使用 YES クラス 1 機器
- Page 693 and 694:
締め付け方向 Group 1 → Grou
- Page 695 and 696:
Design of New Structures Flaw Infor
- Page 697 and 698:
No Detected or postulated defect? Y
- Page 699 and 700:
Calculate critical flaw size Determ
- Page 701 and 702:
3. 国際規格等調査 「1. 高