

1 - Все форумы для проектировщиков
1 - Все форумы для проектировщиков
1 - Все форумы для проектировщиков

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
358 Раздел V. Сварочные работы<br />
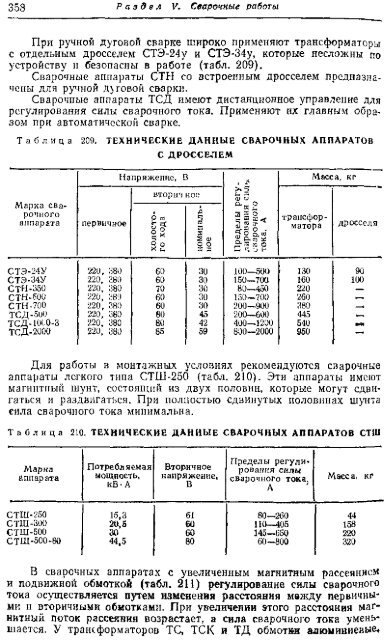
При ручной дуговой сварке широко применяют трансформаторы<br />
с отдельным дросселем СТЭ-24у и СТЭ-34у, которые несложны по<br />
устройству и безопасны в работе (табл. 209).<br />
Сварочные аппараты СТН со встроенным дросселем предназначены<br />
<strong>для</strong> ручной дуговой сварки.<br />
Сварочпые аппараты ТСД имеют дистанционное управление <strong>для</strong><br />
регулирования силы сварочного тока. Применяют их главным образом<br />
при автоматической сварке.<br />
Таблица<br />
209. ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АППАРАТОВ<br />
С ДРОССЕЛЕМ<br />
Масс а, кг<br />
трансфор<br />
матора дросселя<br />
Напряжение, В<br />
>>5<br />
вторичное<br />
Марка сва • К (-.<br />
рочного О га ч<br />
аппарата первичное<br />
О о<br />
* и.<br />
ина<br />
Е 0><br />
2 2<br />
делы<br />
ованн<br />
рочно<br />
а, А<br />
о. я и О<br />
СТЭ-24У 220, 380 60 30 100—500 130 90<br />
СТЭ-34У 220, 380 60 30 150—700 160 100<br />
СТН-350 220, 380 70 30 80—450 220 —<br />
СТН-500 220, 380 60 30 150—700 260 —<br />
СТН-700 220, 380 60 30 200—900 380<br />
i<br />
ТСД-500 220, 380 80 45 200—600 445 »_<br />
ТСД-ЮЮ-3 220, 380 80 42 400—1200 540 S-*<br />
ТСД-2000 220, 380 85 59 800—2000 950 —<br />
Для работы в монтажных условиях рекомендуются сварочные<br />
аппараты легкого типа СТШ-250 (табл. 210). Эти аппараты имеют<br />
магнитный шунт, состоящий из двух половин, которые могут сдвигаться<br />
и раздвигаться. При полностью сдвинутых половинах шунта<br />
сила сварочного тока минимальна.<br />
Таблица<br />
210. ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АППАРАТОВ СТШ<br />
Марка<br />
аппар ата<br />
Потребляемая<br />
мощность,<br />
кВ-А<br />
Вторичное<br />
напряжение,<br />
В<br />
Пределы регулирования<br />
силы<br />
сварочного тока.<br />
А<br />
Масса, КР<br />
СТШ-250<br />
СТШ-300<br />
СТШ-500<br />
СТШ-500-80<br />
15,3<br />
20,5<br />
30<br />
44,5<br />
61<br />
60<br />
60<br />
80<br />
80—260<br />
110—405<br />
145—650<br />
60—800<br />
44<br />
158<br />
220<br />
320<br />
В сварочных аппаратах с увеличенным магнитным рассеянием<br />
и подвижной обмоткой (табл. 211) регулирование силы сварочного<br />
тока осуществляется путем изменения расстояния между первичными<br />
и вторичными обмотками. При увеличении этого расстояния магнитный<br />
поток рассеяния возрастает, а сила сварочного тока уменьшается.<br />
У трансформаторов ТС, ТСК и ТД обмотш алюминиевые»













