

SCHWEIßINVERTER NUR MUSKELN ENTDECKENS - Kemppi
SCHWEIßINVERTER NUR MUSKELN ENTDECKENS - Kemppi
SCHWEIßINVERTER NUR MUSKELN ENTDECKENS - Kemppi

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
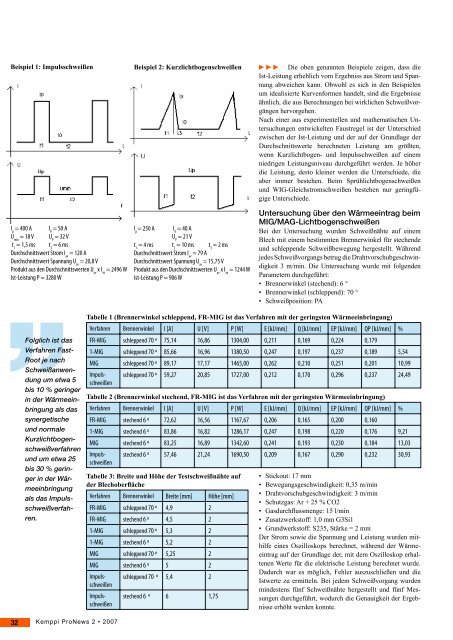
Beispiel 1: Impulsschweißen<br />
I p<br />
= 400 A I 0<br />
= 50 A<br />
U min<br />
= 18 V U P<br />
= 32 V<br />
t 1<br />
= 1,5 ms t 2<br />
= 6 ms<br />
Durchschnittswert Strom I av<br />
= 120 A<br />
Durchschnittswert Spannung U av<br />
= 20,8 V<br />
Produkt aus den Durchschnittswerten U av<br />
x I av<br />
= 2496 W<br />
Ist-Leistung P = 3280 W<br />
Beispiel 2: Kurzlichtbogenschweißen<br />
I p<br />
= 250 A I 0<br />
= 40 A<br />
U P<br />
= 21 V<br />
t 1<br />
= 4 ms t 2<br />
= 10 ms t 3<br />
= 2 ms<br />
Durchschnittswert Strom I av<br />
= 79 A<br />
Durchschnittswert Spannung U av<br />
= 15,75 V<br />
Produkt aus den Durchschnittswerten U av<br />
x I av<br />
= 1244 W<br />
Ist-Leistung P = 906 W<br />
►►► Die oben genannten Beispiele zeigen, dass die<br />
Ist-Leistung erheblich vom Ergebniss aus Strom und Spannung<br />
abweichen kann. Obwohl es sich in den Beispielen<br />
um idealisierte Kurvenformen handelt, sind die Ergebnisse<br />
ähnlich, die aus Berechnungen bei wirklichen Schweißvorgängen<br />
hervorgehen.<br />
Nach einer aus experimentellen und mathematischen Untersuchungen<br />
entwickelten Faustregel ist der Unterschied<br />
zwischen der Ist-Leistung und der auf der Grundlage der<br />
Durchschnittswerte berechneten Leistung am größten,<br />
wenn Kurzlichtbogen- und Impulsschweißen auf einem<br />
niedrigen Leistungsniveau durchgeführt werden. Je höher<br />
die Leistung, desto kleiner werden die Unterschiede, die<br />
aber immer bestehen. Beim Sprühlichtbogenschweißen<br />
und WIG-Gleichstromschweißen bestehen nur geringfügige<br />
Unterschiede.<br />
Untersuchung über den Wärmeeintrag beim<br />
MIG/MAG-Lichtbogenschweißen<br />
Bei der Untersuchung wurden Schweißnähte auf einem<br />
Blech mit einem bestimmten Brennerwinkel für stechende<br />
und schleppende Schweißbewegung hergestellt. Während<br />
jedes Schweißvorgangs betrug die Drahtvorschubgeschwindigkeit<br />
3 m/min. Die Untersuchung wurde mit folgenden<br />
Parametern durchgeführt:<br />
• Brennerwinkel (stechend): 6 °<br />
• Brennerwinkel (schleppend): 70 °<br />
• Schweißposition: PA<br />
32 <strong>Kemppi</strong> ProNews 2 • 2007<br />
Tabelle 2 (Brennerwinkel stechend, FR-MIG ist das Verfahren mit der geringsten Wärmeeinbringung)<br />
”<br />
Folglich ist das<br />
Verfahren Fast-<br />
Root je nach<br />
Schweißanwendung<br />
um etwa 5<br />
bis 10 % geringer<br />
in der Wärmeeinbringung<br />
als das<br />
synergetische<br />
und normale<br />
Kurzlichtbogenschweißverfahren<br />
und um etwa 25<br />
bis 30 % geringer<br />
in der Wärmeeinbringung<br />
als das Impulsschweißverfahren.<br />
Verfahren Brennerwinkel I [A] U [V] P [W] E [kJ/mm] Q [kJ/mm] EP [kJ/mm] QP [kJ/mm] %<br />
FR-MIG stechend 6 º 72,62 16,56 1167,67 0,206 0,165 0,200 0,160<br />
1-MIG stechend 6 º 83,86 16,82 1286,17 0,247 0,198 0,220 0,176 9,21<br />
MIG stechend 6 º 83,25 16,89 1342,60 0,241 0,193 0,230 0,184 13,03<br />
Impulsschweißen<br />
stechend 6 º 57,46 21,24 1690,50 0,209 0,167 0,290 0,232 30,93<br />
Tabelle 3: Breite und Höhe der Testschweißnähte auf<br />
der Blechoberfläche<br />
Tabelle 1 (Brennerwinkel schleppend, FR-MIG ist das Verfahren mit der geringsten Wärmeeinbringung)<br />
Verfahren Brennerwinkel I [A] U [V] P [W] E [kJ/mm] Q [kJ/mm] EP [kJ/mm] QP [kJ/mm] %<br />
FR-MIG schleppend 70 º 75,14 16,86 1304,00 0,211 0,169 0,224 0,179<br />
1-MIG schleppend 70 º 85,66 16,96 1380,50 0,247 0,197 0,237 0,189 5,54<br />
MIG schleppend 70 º 89,17 17,17 1465,00 0,262 0,210 0,251 0,201 10,99<br />
Impulsschweißen<br />
schleppend 70 º 59,27 20,85 1727,00 0,212 0,170 0,296 0,237 24,49<br />
Verfahren Brennerwinkel Breite [mm] Höhe [mm]<br />
FR-MIG schleppend 70 º 4,9 2<br />
FR-MIG stechend 6 º 4,5 2<br />
1-MIG schleppend 70 º 5,3 2<br />
1-MIG stechend 6 º 5,2 2<br />
MIG schleppend 70 º 5,25 2<br />
MIG stechend 6 º 5 2<br />
Impulsschweißen<br />
schleppend 70 º 5,4 2<br />
Impulsschweißen<br />
stechend 6 º 6 1,75<br />
• Stickout: 17 mm<br />
• Bewegungsgeschwindigkeit: 0,35 m/min<br />
• Drahtvorschubgeschwindigkeit: 3 m/min<br />
• Schutzgas: Ar + 25 % CO2<br />
• Gasdurchflussmenge: 15 l/min<br />
• Zusatzwerkstoff: 1,0 mm G3Si1<br />
• Grundwerkstoff: S235, Stärke = 2 mm<br />
Der Strom sowie die Spannung und Leistung wurden mithilfe<br />
eines Oszilloskops berechnet, während der Wärmeeintrag<br />
auf der Grundlage der, mit dem Oszilloskop erhaltenen<br />
Werte für die elektrische Leistung berechnet wurde.<br />
Dadurch war es möglich, Fehler auszuschließen und die<br />
Istwerte zu ermitteln. Bei jedem Schweißvorgang wurden<br />
mindestens fünf Schweißnähte hergestellt und fünf Messungen<br />
durchgeführt, wodurch die Genauigkeit der Ergebnisse<br />
erhöht werden konnte.














