

Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Zeitkalkulation 105<br />
Teil<br />
Formverfahren<br />
Kernformverfahren<br />
Rohteil-Gewicht (in kg)<br />
Werkstofffaktor<br />
Spaltbreite (in mm)<br />
Anz. d. Kerne<br />
Schaufelkrümmung<br />
Kernschwierigkeit<br />
Durchmesser (in mm)<br />
Formstoff-Volumen (in l)<br />
Formzeit (beobachtet)<br />
(in min)<br />
B M M 2,4 1,0 8 1 1 1 170 42 8 8 0% 7 7 0% 2 2 0% 4 5 25%<br />
C M M 2,7 1,7 8 2 1 1 170 42 8 9 13% 7 7 0% 2 2 0% 6 6 0%<br />
B M M 2,6 1,0 9 1 1 1 165 39 8 7 -13% 7 7 0% 2 2 0% 5 5 0%<br />
C M M 2,8 1,7 9 1 1 1 165 42 8 8 0% 7 7 0% 2 2 0% 8 6 -25%<br />
D M M 8,6 1,0 22 1 1 1 280 41 8 8 0% 7 7 0% 2 2 0% 6 6 0%<br />
D1 mod M M 10,6 1,7 22 1 1 1 280 41 8 8 0% 7 8 14% 2 2 0% 10 11 10%<br />
D M M 9,3 1,0 22 2 0 2 280 41 8 9 13% 11 10 -9% 2 2 0% 6 6 0%<br />
D1 mod M M 12,4 1,7 22 2 0 2 280 47 8 9 13% 11 11 0% 2 2 0% 10 11 10%<br />
E H H 45,0 1,0 21 1 1 4 514 135 80 82 2% 25 28 12% 10 9 -10% 15 18 20%<br />
F H H 48,0 1,0 31 2 1 5 514 119 75 74 -1% 28 33 18% 9 9 0% 15 18 20%<br />
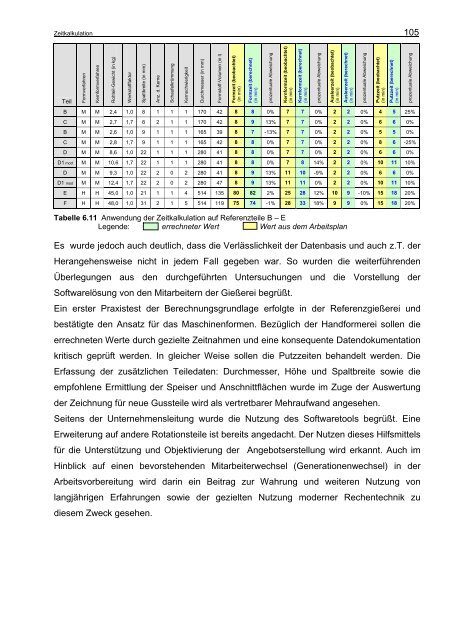
Tabelle 6.11 Anwendung der Zeitkalkulation auf Referenzteile B – E<br />
Legende: errechneter Wert Wert aus dem Arbeitsplan<br />
Es wurde jedoch auch deutlich, dass die Verlässlichkeit der Datenbasis und auch z.T. der<br />
Herangehensweise nicht in jedem Fall gegeben war. So wurden die weiterführenden<br />
Überlegungen aus den durchgeführten Untersuchungen und die Vorstellung der<br />
Softwarelösung von den Mitarbeitern der Gießerei begrüßt.<br />
Ein erster Praxistest der Berechnungsgrundlage erfolgte in der Referenzgießerei und<br />
bestätigte den Ansatz für das Maschinenformen. Bezüglich der Handformerei sollen die<br />
errechneten Werte durch gezielte Zeitnahmen und eine konsequente Datendokumentation<br />
kritisch geprüft werden. In gleicher Weise sollen die Putzzeiten behandelt werden. Die<br />
Erfassung der zusätzlichen Teiledaten: Durchmesser, Höhe und Spaltbreite sowie die<br />
empfohlene Ermittlung der Speiser und Anschnittflächen wurde im Zuge der Auswertung<br />
der Zeichnung für neue Gussteile wird als vertretbarer Mehraufwand angesehen.<br />
Seitens der Unternehmensleitung wurde die Nutzung des Softwaretools begrüßt. Eine<br />
Erweiterung auf andere Rotationsteile ist bereits angedacht. Der Nutzen dieses Hilfsmittels<br />
für die Unterstützung und Objektivierung der Angebotserstellung wird erkannt. Auch im<br />
Hinblick auf einen bevorstehenden Mitarbeiterwechsel (Generationenwechsel) in der<br />
Arbeitsvorbereitung wird darin ein Beitrag zur Wahrung und weiteren Nutzung von<br />
langjährigen Erfahrungen sowie der gezielten Nutzung moderner Rechentechnik zu<br />
diesem Zweck gesehen.<br />
Formzeit (berechnet)<br />
(in min)<br />
prozentuale Abweichung<br />
Kernformzeit (beobachtet)<br />
(in min)<br />
Kernformzeit (berechnet)<br />
(in min)<br />
prozentuale Abweichung<br />
Ausleerzeit (beobachtet)<br />
(in min)<br />
Ausleerzeit (berechnet)<br />
(in min)<br />
prozentuale Abweichung<br />
Putzzeit (beobachtet)<br />
(in min)<br />
Putzzeit (berechnet)<br />
(in min)<br />
prozentuale Abweichung













