

Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Zeitkalkulation 97<br />
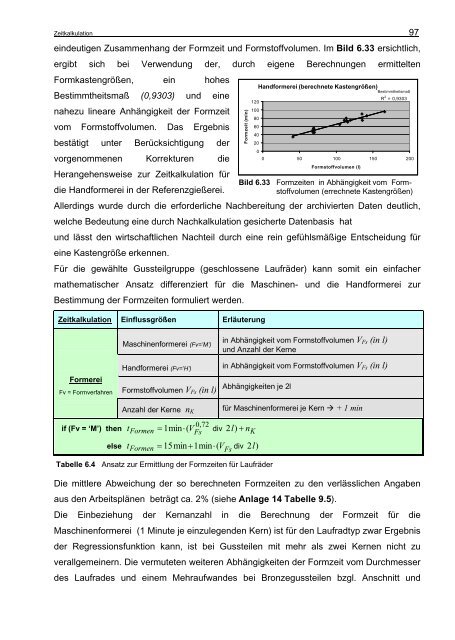
eindeutigen Zusammenhang der Formzeit und Formstoffvolumen. Im Bild 6.33 ersichtlich,<br />
ergibt sich bei Verwendung der, durch eigene Berechnungen ermittelten<br />
Formkastengrößen, ein hohes<br />
Bestimmtheitsmaß (0,9303) und eine<br />
nahezu lineare Anhängigkeit der Formzeit<br />
vom Formstoffvolumen. Das Ergebnis<br />
bestätigt unter Berücksichtigung der<br />
vorgenommenen Korrekturen die<br />
Herangehensweise zur Zeitkalkulation für<br />
die Handformerei in der Referenzgießerei.<br />
Allerdings wurde durch die erforderliche Nachbereitung der archivierten Daten deutlich,<br />
welche Bedeutung eine durch Nachkalkulation gesicherte Datenbasis hat<br />
und lässt den wirtschaftlichen Nachteil durch eine rein gefühlsmäßige Entscheidung für<br />
eine Kastengröße erkennen.<br />
Für die gewählte Gussteilgruppe (geschlossene Laufräder) kann somit ein einfacher<br />
mathematischer Ansatz differenziert für die Maschinen- und die Handformerei zur<br />
Bestimmung der Formzeiten formuliert werden.<br />
Zeitkalkulation Einflussgrößen Erläuterung<br />
Formzeit (min)<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Handformerei (berechnete Kastengrößen)<br />
Bestimmtheitsmaß<br />
R 2 = 0,9303<br />
0 50 100 150 200<br />
Formstoffvolumen (l)<br />
Bild 6.33 Formzeiten in Abhängigkeit vom Formstoffvolumen<br />
(errechnete Kastengrößen)<br />
Maschinenformerei (Fv=’M’)<br />
in Abhängigkeit vom Formstoffvolumen V Fs (in l)<br />
und Anzahl der Kerne<br />
Formerei<br />
Fv = Formverfahren<br />
Handformerei (Fv=’H’) in Abhängigkeit vom Formstoffvolumen V Fs (in l)<br />
Formstoffvolumen V Fs (in l)<br />
Abhängigkeiten je 2l<br />
Anzahl der Kerne n K<br />
für Maschinenformerei je Kern Ä + 1 min<br />
if (Fv = ‘M’) then<br />
else<br />
0,72<br />
tFormen<br />
Ç 1minÅ(<br />
VFs<br />
div 2l)<br />
É n K<br />
t Formen Ç 15min<br />
É1minÅ(<br />
V Fs<br />
div 2l)<br />
Tabelle 6.4 Ansatz zur Ermittlung der Formzeiten für Laufräder<br />
Die mittlere Abweichung der so berechneten Formzeiten zu den verlässlichen Angaben<br />
aus den Arbeitsplänen beträgt ca. 2% (siehe Anlage 14 Tabelle 9.5).<br />
Die Einbeziehung der Kernanzahl in die Berechnung der Formzeit für die<br />
Maschinenformerei (1 Minute je einzulegenden Kern) ist für den Laufradtyp zwar Ergebnis<br />
der Regressionsfunktion kann, ist bei Gussteilen mit mehr als zwei Kernen nicht zu<br />
verallgemeinern. Die vermuteten weiteren Abhängigkeiten der Formzeit vom Durchmesser<br />
des Laufrades und einem Mehraufwandes bei Bronzegussteilen bzgl. Anschnitt und













