

Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
II<br />
Anlagen<br />
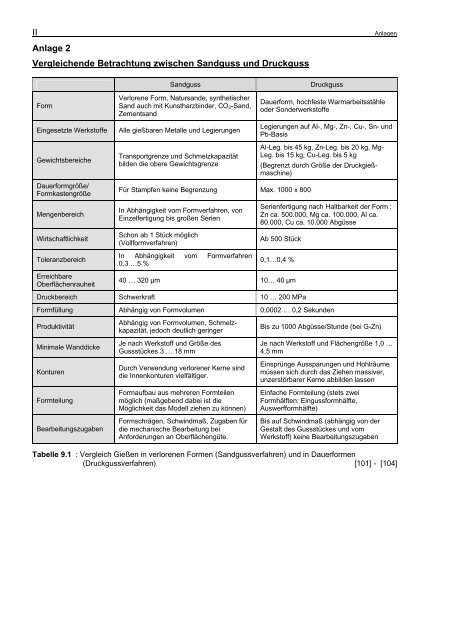
Anlage 2<br />
Vergleichende Betrachtung zwischen Sandguss und Druckguss<br />
Form<br />
Eingesetzte Werkstoffe<br />
Gewichtsbereiche<br />
Sandguss<br />
Verlorene Form, Natursande, synthetischer<br />
Sand auch mit Kunstharzbinder, CO 2-Sand,<br />
Zementsand<br />
Alle gießbaren Metalle und Legierungen<br />
Transportgrenze und Schmelzkapazität<br />
bilden die obere Gewichtsgrenze<br />
Druckguss<br />
Dauerform, hochfeste Warmarbeitsstähle<br />
oder Sonderwerkstoffe<br />
Legierungen auf Al-, Mg-, Zn-, Cu-, Sn- und<br />
Pb-Basis<br />
Al-Leg. bis 45 kg, Zn-Leg. bis 20 kg, Mg-<br />
Leg. bis 15 kg, Cu-Leg. bis 5 kg<br />
(Begrenzt durch Größe der Druckgießmaschine)<br />
Dauerformgröße/<br />
Formkastengröße<br />
Für Stampfen keine Begrenzung Max. 1000 x 800<br />
Mengenbereich<br />
Wirtschaftlichkeit<br />
Toleranzbereich<br />
In Abhängigkeit vom Formverfahren, von<br />
Einzelfertigung bis großen Serien<br />
Schon ab 1 Stück möglich<br />
(Vollformverfahren)<br />
In Abhängigkeit vom Formverfahren<br />
0,3 …5 %<br />
Serienfertigung nach Haltbarkeit der Form :<br />
Zn ca. 500.000, Mg ca. 100.000, Al ca.<br />
80.000, Cu ca. 10.000 Abgüsse<br />
Ab 500 Stück<br />
0,1…0,4 %<br />
Erreichbare<br />
Oberflächenrauheit<br />
40 … 320 µm 10… 40 µm<br />
Druckbereich Schwerkraft 10 … 200 MPa<br />
Formfüllung Abhängig von Formvolumen 0,0002 … 0,2 Sekunden<br />
Produktivität<br />
Minimale Wanddicke<br />
Konturen<br />
Formteilung<br />
Bearbeitungszugaben<br />
Abhängig von Formvolumen, Schmelzkapazität,<br />
jedoch deutlich geringer<br />
Je nach Werkstoff und Größe des<br />
Gussstückes 3 … 18 mm<br />
Durch Verwendung verlorener Kerne sind<br />
die Innenkonturen vielfältiger.<br />
Formaufbau aus mehreren Formteilen<br />
möglich (maßgebend dabei ist die<br />
Möglichkeit das Modell ziehen zu können)<br />
Formschrägen, Schwindmaß, Zugaben für<br />
die mechanische Bearbeitung bei<br />
Anforderungen an Oberflächengüte.<br />
Bis zu 1000 Abgüsse/Stunde (bei G-Zn)<br />
Je nach Werkstoff und Flächengröße 1,0 …<br />
4,5 mm<br />
Einsprünge Aussparungen und Hohlräume<br />
müssen sich durch das Ziehen massiver,<br />
unzerstörbarer Kerne abbilden lassen<br />
Einfache Formteilung (stets zwei<br />
Formhälften: Eingussformhälfte,<br />
Auswerfformhälfte)<br />
Bis auf Schwindmaß (abhängig von der<br />
Gestalt des Gussstückes und vom<br />
Werkstoff) keine Bearbeitungszugaben<br />
Tabelle 9.1 : Vergleich Gießen in verlorenen Formen (Sandgussverfahren) und in Dauerformen<br />
(Druckgussverfahren) [101] - [104]













