

Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
96 Untersuchungsergebnisse<br />
(A) zu Überdeckungen von Wertdarstellungen kommt. Das Diagramm (B) bestätigt<br />
zusätzlich den Kalkulationsansatz, da die größeren (schweren) Laufräder einen größeren<br />
Kasten erfordern. So kann für die Berechnung der Formzeit für die Maschinenformerei in<br />
Abhängigkeit vom Formstoffvolumen erfolgen.<br />
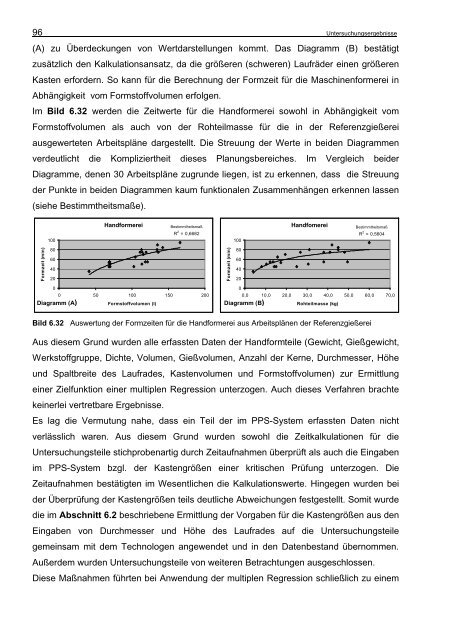
Im Bild 6.32 werden die Zeitwerte für die Handformerei sowohl in Abhängigkeit vom<br />
Formstoffvolumen als auch von der Rohteilmasse für die in der Referenzgießerei<br />
ausgewerteten Arbeitspläne dargestellt. Die Streuung der Werte in beiden Diagrammen<br />
verdeutlicht die Kompliziertheit dieses Planungsbereiches. Im Vergleich beider<br />
Diagramme, denen 30 Arbeitspläne zugrunde liegen, ist zu erkennen, dass die Streuung<br />
der Punkte in beiden Diagrammen kaum funktionalen Zusammenhängen erkennen lassen<br />
(siehe Bestimmtheitsmaße).<br />
100<br />
Handformerei<br />
Bestimmtheitsmaß<br />
R 2 = 0,6682<br />
100<br />
Handfomerei<br />
Bestimmtheitsmaß<br />
R 2 = 0,5604<br />
Formzeit (min)<br />
80<br />
60<br />
40<br />
20<br />
Formzeit (min)<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0 50 100 150 200<br />
Diagramm (A)<br />
Formstoffvolumen (l)<br />
0<br />
0,0 10,0 20,0 30,0 40,0 50,0 60,0 70,0<br />
Diagramm (B)<br />
Rohteilmasse (kg)<br />
Bild 6.32 Auswertung der Formzeiten für die Handformerei aus Arbeitsplänen der Referenzgießerei<br />
Aus diesem Grund wurden alle erfassten Daten der Handformteile (Gewicht, Gießgewicht,<br />
Werkstoffgruppe, Dichte, Volumen, Gießvolumen, Anzahl der Kerne, Durchmesser, Höhe<br />
und Spaltbreite des Laufrades, Kastenvolumen und Formstoffvolumen) zur Ermittlung<br />
einer Zielfunktion einer multiplen Regression unterzogen. Auch dieses Verfahren brachte<br />
keinerlei vertretbare Ergebnisse.<br />
Es lag die Vermutung nahe, dass ein Teil der im PPS-System erfassten Daten nicht<br />
verlässlich waren. Aus diesem Grund wurden sowohl die Zeitkalkulationen für die<br />
Untersuchungsteile stichprobenartig durch Zeitaufnahmen überprüft als auch die Eingaben<br />
im PPS-System bzgl. der Kastengrößen einer kritischen Prüfung unterzogen. Die<br />
Zeitaufnahmen bestätigten im Wesentlichen die Kalkulationswerte. Hingegen wurden bei<br />
der Überprüfung der Kastengrößen teils deutliche Abweichungen festgestellt. Somit wurde<br />
die im Abschnitt 6.2 beschriebene Ermittlung der Vorgaben für die Kastengrößen aus den<br />
Eingaben von Durchmesser und Höhe des Laufrades auf die Untersuchungsteile<br />
gemeinsam mit dem Technologen angewendet und in den Datenbestand übernommen.<br />
Außerdem wurden Untersuchungsteile von weiteren Betrachtungen ausgeschlossen.<br />
Diese Maßnahmen führten bei Anwendung der multiplen Regression schließlich zu einem













