

Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...
Rationelle Angebotserarbeitung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Zeitkalkulation 95<br />
Dennoch sind die Vorüberlegungen zunächst vergleichbar.<br />
Es wird davon ausgegangen, dass ein unmittelbarer Zusammenhang zwischen der<br />
Formzeit und dem verarbeitenden Formstoffvolumen, welches sich aus Kastenvolumen<br />
abzüglich Rohteilvolumen sowie abzüglich Anschnitt und Speiser ergibt, bestehen muss.<br />
Ein weiterer Ansatz für die Ermittlung des Zeitaufwands für die Formherstellung wäre die<br />
Abhängigkeit vom Gussstückvolumen. Aufgrund der Proportionalität<br />
m Ç Ä ÅV<br />
kann auch<br />
die Gussstückmasse, die im PPS-System erfasst wird, als Ansatz dienen, da die Dichte Ä<br />
durch die Berücksichtigung des Werkstoffs indirekt erfasst wird.<br />
Beide Größen: Formstoffvolumen und Rohteilmasse liegen ohnehin als Standarddaten aus<br />
PPS-Systemen vor.<br />
Für das Maschinenformen werden in der Referenzgießerei nur drei verschiedene<br />
Modellplattenformate verwendet: (1) 430x350, (2) 580x520 und (3) 630x280. Während die<br />
Platten (1) und (3) etwa den gleichen Flächeninhalt besitzen (15 dm² bzw. 17,6 dm²) ist<br />
der der Platte (2) mit 30 dm² fast doppelt so groß.<br />
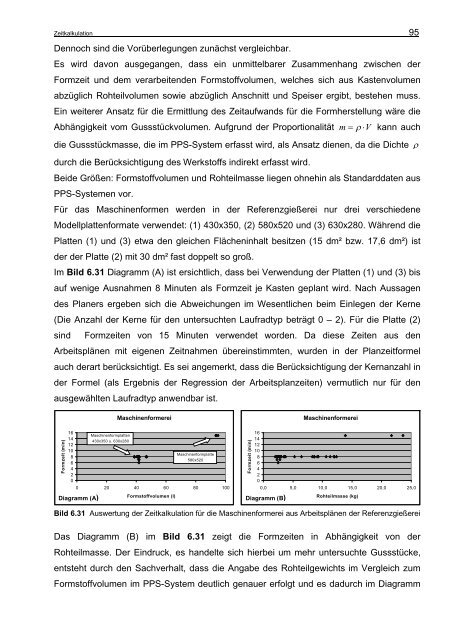
Im Bild 6.31 Diagramm (A) ist ersichtlich, dass bei Verwendung der Platten (1) und (3) bis<br />
auf wenige Ausnahmen 8 Minuten als Formzeit je Kasten geplant wird. Nach Aussagen<br />
des Planers ergeben sich die Abweichungen im Wesentlichen beim Einlegen der Kerne<br />
(Die Anzahl der Kerne für den untersuchten Laufradtyp beträgt 0 – 2). Für die Platte (2)<br />
sind Formzeiten von 15 Minuten verwendet worden. Da diese Zeiten aus den<br />
Arbeitsplänen mit eigenen Zeitnahmen übereinstimmten, wurden in der Planzeitformel<br />
auch derart berücksichtigt. Es sei angemerkt, dass die Berücksichtigung der Kernanzahl in<br />
der Formel (als Ergebnis der Regression der Arbeitsplanzeiten) vermutlich nur für den<br />
ausgewählten Laufradtyp anwendbar ist.<br />
Maschinenformerei<br />
Maschinenformerei<br />
Formzeit (min)<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
Maschinenformplatten<br />
430x350 u. 630x280<br />
0 20 40 60 80 100<br />
Diagramm (A)<br />
Formstoffvolumen (l)<br />
Maschinenformplatte<br />
580x520<br />
Formzeit (min)<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
0,0 5,0 10,0 15,0 20,0 25,0<br />
Diagramm (B)<br />
Rohteilmasse (kg)<br />
Bild 6.31 Auswertung der Zeitkalkulation für die Maschinenformerei aus Arbeitsplänen der Referenzgießerei<br />
Das Diagramm (B) im Bild 6.31 zeigt die Formzeiten in Abhängigkeit von der<br />
Rohteilmasse. Der Eindruck, es handelte sich hierbei um mehr untersuchte Gussstücke,<br />
entsteht durch den Sachverhalt, dass die Angabe des Rohteilgewichts im Vergleich zum<br />
Formstoffvolumen im PPS-System deutlich genauer erfolgt und es dadurch im Diagramm













