

Thyssenkrupp
Thyssenkrupp
Thyssenkrupp

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
12 / Tailored Tempering – Maßgeschneiderte Werkstoffeigenschaften für warmumgeformte Bauteile<br />
Optimierungsansätze für gehärtete Strukturbauteile<br />
Parallel zu der bereits genannten Möglichkeit der hohen<br />
Festigkeitseinstellung durch das Härten des MBW ® 1500<br />
besteht derzeit großes Interesse seitens der Karosserieentwickler,<br />
eine lokale Festigkeitsreduzierung mit ver-<br />
besserten Restbruchdehnungswerten in einem Bauteil<br />
vorzunehmen. Dies resultiert aus den bei einer Bauteil-<br />
belastung auftretenden Spannungen und den damit<br />
verbundenen Verformungszuständen. Eine Verformung<br />
bzw. Deformation eines Karosseriebauteiles würde unter<br />
anderem durch die eingeleitete Energie bei einem<br />
Crash entstehen. Um für das gehärtete Bauteil mehr<br />
Verformungsreserve vorzuhalten, wird daher über eine<br />
lokale Verbesserung der Duktilität in Form erhöhter Restbruchdehnungswerte<br />
nachgedacht. Hierzu bestehen<br />
in der Warmumformung generell mehrere technologische<br />
Möglichkeiten. Allerdings müssen bei einer neuen<br />
Technologieauslegung auch die wirtschaftlichen Ferti-<br />
gungsaspekte berücksichtigt werden. Aus wirtschaftlicher<br />
Sicht bietet sich an, die Einstellung lokaler mechanischer<br />
Eigenschaften in den eigentlichen Presshärteprozess<br />
zu verlagern, um Fertigungsschritte einzusparen.<br />
ThyssenKrupp Steel Europe hat sich dieser Heraus-<br />
forderung gestellt und ein solches Verfahren zur<br />
gezielten lokalen Verbesserung der Duktilität unter<br />
Beachtung der wirtschaftlichen Randbedingungen ent-<br />
wickelt. Dabei wurde der Prozess für die so genannte<br />
direkte Warmumformung’ ausgelegt. Diese sieht nach<br />
der homogenen Austenitisierung der Formplatine eine<br />
Umformung dieser im Werkzeug vor. Dabei wird nur ein<br />
Umwandlungstemperatur [°C]<br />
1.000<br />
750<br />
500<br />
250<br />
0<br />
arbeitsbereich presshärten<br />
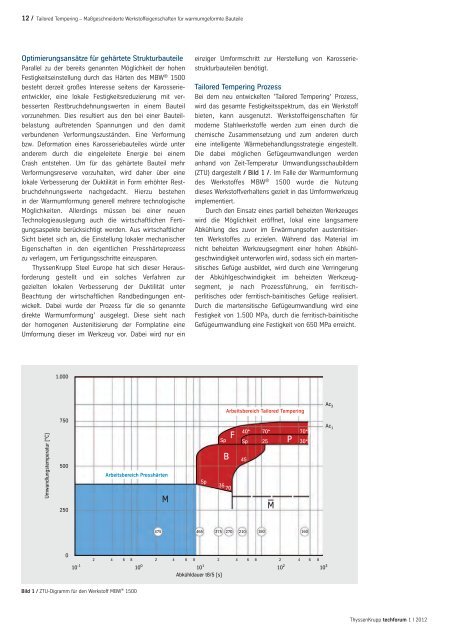
Bild 1 / ZTU-Digramm für den Werkstoff MBW ® 1500<br />
M<br />
einziger Umformschritt zur Herstellung von Karosserie-<br />
strukturbauteilen benötigt.<br />
Tailored Tempering Prozess<br />
Bei dem neu entwickelten ’Tailored Tempering’ Prozess,<br />
wird das gesamte Festigkeitsspektrum, das ein Werkstoff<br />
bieten, kann ausgenutzt. Werkstoffeigenschaften für<br />
moderne Stahlwerkstoffe werden zum einen durch die<br />
chemische Zusammensetzung und zum anderen durch<br />
eine intelligente Wärmebehandlungsstrategie eingestellt.<br />
Die dabei möglichen Gefügeumwandlungen werden<br />
anhand von Zeit-Temperatur Umwandlungsschaubildern<br />
(ZTU) dargestellt / Bild 1 /. Im Falle der Warmumformung<br />
des Werkstoffes MBW ® 1500 wurde die Nutzung<br />
dieses Werkstoffverhaltens gezielt in das Umformwerkzeug<br />
implementiert.<br />
Durch den Einsatz eines partiell beheizten Werkzeuges<br />
wird die Möglichkeit eröffnet, lokal eine langsamere<br />
Abkühlung des zuvor im Erwärmungsofen austenitisierten<br />
Werkstoffes zu erzielen. Während das Material im<br />
nicht beheizten Werkzeugsegment einer hohen Abkühlgeschwindigkeit<br />
unterworfen wird, sodass sich ein marten-<br />
sitisches Gefüge ausbildet, wird durch eine Verringerung<br />
der Abkühlgeschwindigkeit im beheizten Werkzeugsegment,<br />
je nach Prozessführung, ein ferritisch-<br />
perlitisches oder ferritisch-bainitisches Gefüge realisiert.<br />
Durch die martensitische Gefügeumwandlung wird eine<br />
Festigkeit von 1.500 MPa, durch die ferritisch-bainitische<br />
Gefügeumwandlung eine Festigkeit von 650 MPa erreicht.<br />
10 -1 10 0 10 1 10 2 10 3<br />
Sp<br />
Sp<br />
B<br />
35 70<br />
F<br />
40*<br />
Sp<br />
45<br />
70*<br />
25<br />
M<br />
P<br />
70*<br />
30*<br />
475 465 375 270 210 180 160<br />
2 4 6 8 2 4 6 8 2 4 6 8 2 4 6 8<br />
Abkühldauer t8/5 [s]<br />
arbeitsbereich Tailored Tempering<br />
Ac 3<br />
Ac 1<br />
ThyssenKrupp techforum 1 I 2012














