

DuPontâ„¢ Technische Kunststoffe Allgemeine Konstruktionsprinzipien
DuPontâ„¢ Technische Kunststoffe Allgemeine Konstruktionsprinzipien
DuPontâ„¢ Technische Kunststoffe Allgemeine Konstruktionsprinzipien

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Anschnitt<br />
1,5 t<br />
Relative Fertigungskosten<br />
Cycle Cost Factor<br />
8<br />
4<br />
1<br />
schlecht<br />
Auskernung<br />
scharfe Ecke<br />
DELRIN® 100,500,900<br />
besser<br />
Abb. 3.05 Übergang zwischen unterschiedlichen Wanddicken<br />
1 6<br />
Wanddicke Part Thickness des Teils (mm) in mm<br />
Konizität und Auswerferstifte<br />
3 t<br />
gut<br />
Toleranzbereich<br />
Fine Tolerance<br />
«Präzision»<br />
Toleranzbereich<br />
«Standard»<br />
Normal Tolerance<br />
Anschnitt<br />
Abb. 3.06 Relative Fertigungskosten als Funktion der Teiledicke<br />
Die Konizität ist entscheidend für das Entformen der Teile<br />
aus dem Werkzeug. Wird eine minimale Konizität erwünscht,<br />
kann ein Polieren der Entformungsschräge dazu beitragen,<br />
das Ausdrücken der Teile aus dem Werkzeug zu erleichtern.<br />
Die nachstehende Tabelle kann als Richtlinie verwendet<br />
werden.<br />
Tabelle 3.01 Winkel der Konizität*<br />
Flache Konizität Tiefe Konizität<br />
(weniger als (mehr als<br />
25 mm tief) 25 mm tief)<br />
CRASTIN ® PBT 0 – 1 ⁄4° 1 ⁄2°<br />
DELRIN ® 0 – 1 ⁄4° 1 ⁄2°<br />
ZYTEL ® 0 – 1 ⁄8° 1 ⁄4° – 1 ⁄2°<br />
Verstärkte Polyamide 1 ⁄4° – 1 ⁄2° 1 ⁄2° – 1°<br />
Verstärktes PBT<br />
1 ⁄2°<br />
1 ⁄2° – 1°<br />
RYNITE ® PET<br />
1 ⁄2°<br />
1 ⁄2° – 1°<br />
* Für hochglänzende strukturierte Oberflächen Konizität um 1° pro 0,025 mm Strukturtiefe<br />
erhöhen.<br />
12<br />
Werden zur Zwangsentformung Auswerferstifte verwendet,<br />
ist deren richtige Anordnung wichtig, da sie die Teile beim<br />
Ausdrücken beschädigen können. Auch muß die Stiftfläche<br />
groß genug sein, um ein Durchstoßen, Beschädigen oder<br />
Markieren der Teile zu verhindern. In einigen Fällen kann es<br />
erforderlich sein, die Auswerferstifte durch Abstreifplatten<br />
oder -ringe zu ergänzen oder zu ersetzen.<br />
Ausrundungen und Rundungshalbmesser<br />
Scharfe Ecken und Einkerbungen sind wohl die häufigsten<br />
Ursachen für das Versagen von Kunststoffteilen. Dies ist auf<br />
eine abrupte Spannungszunahme in den scharfen Ecken<br />
zurückzuführen und hängt von der spezifischen Geometrie<br />
des Teils und der Schärfe der Ecke oder der Einkerbung ab.<br />
Die meisten <strong>Kunststoffe</strong> sind kerbempfindlich, und die<br />
höhere Spannung im Bereich der Einkerbung, auch «Kerbspannung»<br />
genannt, führt zur Rißbildung. Um sicherzustellen,<br />
daß eine bestimmte Zone einer Konstruktion innerhalb<br />
sicherer Spannungsgrenzen liegt, können die Spannungskonzentrationsfaktoren<br />
für alle Eckbereiche berechnet werden.<br />
Formeln für spezifische Profile finden sich in den Nachschlagewerken<br />
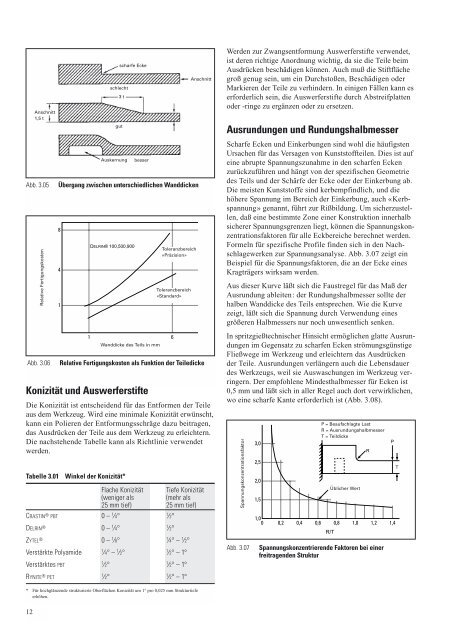
zur Spannungsanalyse. Abb. 3.07 zeigt ein<br />
Beispiel für die Spannungsfaktoren, die an der Ecke eines<br />
Kragträgers wirksam werden.<br />
Aus dieser Kurve läßt sich die Faustregel für das Maß der<br />
Ausrundung ableiten: der Rundungshalbmesser sollte der<br />
halben Wanddicke des Teils entsprechen. Wie die Kurve<br />
zeigt, läßt sich die Spannung durch Verwendung eines<br />
größeren Halbmessers nur noch unwesentlich senken.<br />
In spritzgießtechnischer Hinsicht ermöglichen glatte Ausrundungen<br />
im Gegensatz zu scharfen Ecken strömungsgünstige<br />
Fließwege im Werkzeug und erleichtern das Ausdrücken<br />
der Teile. Ausrundungen verlängern auch die Lebensdauer<br />
des Werkzeugs, weil sie Auswaschungen im Werkzeug verringern.<br />
Der empfohlene Mindesthalbmesser für Ecken ist<br />
0,5 mm und läßt sich in aller Regel auch dort verwirklichen,<br />
wo eine scharfe Kante erforderlich ist (Abb. 3.08).<br />
Spannungskonzentrationsfaktor<br />
Stress-Concentration Factor<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0<br />
P = Beaufschlagte Last<br />
P = Applied Load<br />
R = Ausrundungshalbmesser<br />
Fillet Radius<br />
T = Teildicke Thickness<br />
Üblicher Usual Wert<br />
0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
R/T<br />
Abb. 3.07 Spannungskonzentrierende Faktoren bei einer<br />
freitragenden Struktur<br />
R<br />
P<br />
T














