SCHNITTDATEN FÜR HM-SORTE TH35KN Al-Legierung 90 1000 1000v cist abhängig vom Werkzeug-Ø und damit eingeschränktBerechnung des Vorschubs: 2rdurch die Höchstdrehzahl der Maschine.Vorschub/Zahn f Z= hm√ aeVorschubgeschwindigkeit v f= n • f z• z mm/minLegierungenTitan-Basis350 90-45 1,0 0,55xD 0,35 0,25 0,20 0,20 90-450,10,2xD0,120,300,250,25S350 60-15 12 2,0 0,75xD 0,30 0,20 0,16 0,16 60-151,5 0,65xD 0,30 0,20 0,16 0,160,30,3xD0,120,300,200,18SuperlegierungenNi/Co-Basis120,50,4xD0,120,200,180,18Grauguss 160 180-300 4,0 0,9xD 0,25 0,16 0,12 0,12 200-3603,0 0,85xD 0,25 0,16 0,12 0,120,80,5xD0,120,250,170,141,00,55xD0,120,250,170,14Kugelgraphitgussperlitisch260 180-250200-300KKugelgraphitgussferritisch/perlitisch180 270-400 300-450Tempergussperlitisch230 240-360 1,0 0,6xD 0,30 0,20 0,17 0,17 260-3800,10,2xD0,10,250,250,251,50,7xD0,250,170,130,130,30,35xD0,10,250,180,15Tempergussferritisch130 180-300 10 2,0 0,8xD 0,25 0,17 0,13 0,13 200-360100,50,45xD0,10,250,180,152,50,85xD0,200,150,110,100,80,55xD0,10,200,140,12Rostfreier Stahlaustenitisch180 120-170 3,0 0,9xD 0,20 0,15 0,11 0,10 200-3601,00,6xD0,10,200,140,12MRostfreier Stahlmartensitisch240 150-200140-190hochlegierter Stahl 200 120-170 140-1901,0 0,83xD 0,20 0,16 0,13 0,13niedrig legierter Stahl 300 190-270 210-2900,5 0,54xD 0,23 0,22 0,15 0,150,10,21xD0,090,250,250,200,20,29xD0,090,250,170,15Pniedrig legierter Stahl 200 230-300 8 1,5 0,75xD 0,20 0,16 0,13 0,13 250-32080,30,36xD0,090,250,170,152,5 0,9xD 0,18 0,13 0,10 0,09unlegierter Stahl 190 250-320 270-3402,0 0,83xD 0,18 0,13 0,10 0,090,50,46xD0,090,190,130,110,70,45xD0,090,190,130,11unlegierter Stahl 125 280-360300-380m/min(mm)(mm/Z)ISO Werkstoff v cHärteHBDa pWØ 10% 20% 40% 50%f zf zf zf z(mm/Z) (mm/Z) (mm/Z) (mm/Z)m/min(mm)(mm/Z)v cDa pWØ 2% 5% 10% 15%f zf zf zf z(mm/Z) (mm/Z) (mm/Z) (mm/Z)a e/ D a e/ DKopierfräsen KopierfräsenK26
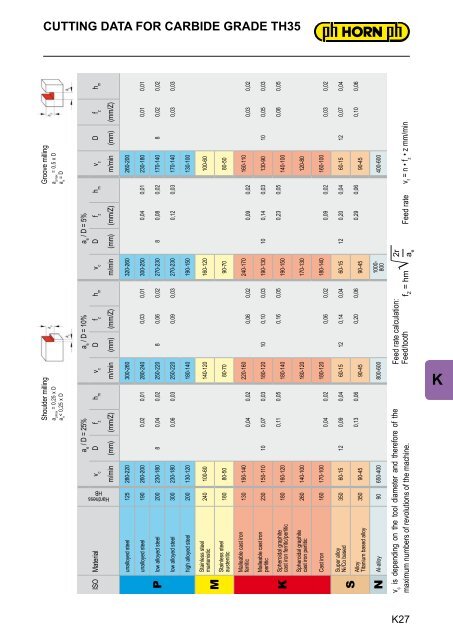
CUTTING DATA FOR CARBIDE GRADE TH35a e/ D = 25% a e/ D = 10% a e/ D = 5%h mf zDh mv cf zDh mv c0,010,020,03f zDh mv cf zD0,02ISO Material v c0,030,05HardnessHB(mm/Z)(mm)m/min(mm/Z)(mm)m/min(mm/Z)(mm)0,020,040,06Groove millinga pmax= 0,5 x Da e= DShoulder millinga pmax= 0,25 x Da e< 0,25 x Dm/min(mm/Z)(mm)m/min300-260 320-260 260-200unalloyed steel 125 280-220unalloyed steel 190 260-200 0,02 0,01 280-2400,03 0,01 300-2500,04 0,01 230-180 0,01low alloyed steel 200 230-180 8 0,04 0,02 250-220 8 0,06 0,02 270-230 8 0,08 0,02 170-140 8 0,02Plow alloyed steel 300 230-180 0,06 0,03 250-220 0,09 0,03 270-230 0,12 0,03 170-1400,03high alloyed steel 200 130-120 180-140 190-150 130-100240 100-60 140-120 160-120 100-60Stainless steelmartenisticM180 80-50 80-70 90-70 80-50Stainless steelaustenitic0,03160-1100,020,09240-1700,020,06220-1600,020,04130 190-140Malleable cast ironferritic0,05230 150-110 10 0,07 0,03 180-120 10 0,10 0,03 190-130 10 0,14 0,03 130-90 10Malleable cast ironperlitic0,080,11 0,050,16 0,050,23 0,05180 160-120 180-140 190-150 140-100Spheroidal graphitecast iron ferritic/perliticK260 140-100 160-120 170-130 120-80Spheroidal graphitecast iron perliticCast iron 160 170-100180-120180-140160-1000,04 0,020,06 0,020,09 0,020,030,07350 60-15 12 0,09 0,04 60-15 12 0,14 0,04 60-15 12 0,20 0,04 60-15 12Super alloyNi/Co based0,10S0,13 0,060,20 0,060,29 0,06350 90-45 90-45 90-45 90-45AlloyTitanium based alloy400-600N Al-alloy 90 650-400 800-600 1000-8002rFeed rate v f= n • f z• z mm/minf Z= hm√ aeFeed rate calculation:Feed/toothv cis depending on the tool diameter and therefore of themaximum numbers of revolutions of the machine.KK27
- Seite 2:
Sehr geehrte Kunden,der neue HORN-K
- Seite 5:
NUTFRÄSENGROOVE MILLINGBNutfräsen
- Seite 10 und 11:
HMEHRKANTSCHLAGENPOLYGON MILLLINGSc
- Seite 12 und 13:
KSYSTEM DMSYSTEM DMEckfräsen/Nutfr
- Seite 14 und 15:
MSYSTEM DSSYSTEM DSNutfräsenGroove
- Seite 16 und 17:
OSYSTEM URMASYSTEM URMAAusspindelnB
- Seite 18 und 19:
QUALITÄT UND UMWELT VERPFLICHTENQU
- Seite 20 und 21:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 22 und 23:
ANUTFRÄSEN / STIRNFRÄSENGROOVE MI
- Seite 24 und 25:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 26 und 27:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 28 und 29:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 30:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 33 und 34:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 35 und 36:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 37 und 38:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 39 und 40:
BOHRUNGSFRÄSEN und FASENMILLING OF
- Seite 41 und 42:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 43 und 44:
FASENCHAMFERINGASCHNEIDPLATTE Typ60
- Seite 45 und 46:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 47 und 48:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 49 und 50:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 51 und 52:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 53 und 54:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 55 und 56:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 57 und 58:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 59 und 60:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 61 und 62:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 63 und 64:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 66 und 67:
ANUTFRÄSEN / STIRNFRÄSENGROOVE MI
- Seite 68 und 69:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 70 und 71:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 72 und 73:
ANUTFRÄSEN / STIRNFRÄSENGROOVE MI
- Seite 74 und 75:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 76 und 77:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 78 und 79:
ABOHRUNGSFRÄSEN und FASENMILLING O
- Seite 80 und 81:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 82 und 83:
AFASENCHAMFERINGSCHNEIDPLATTE Typ61
- Seite 84 und 85:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 86 und 87:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 88 und 89:
ANUTFRÄSEN (linear)GROOVE MILLING
- Seite 90 und 91:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 92 und 93:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 94 und 95:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 96 und 97:
ANUTFRÄSEN / STIRNFRÄSENGROOVE MI
- Seite 98 und 99:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 100 und 101:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 102 und 103:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 104 und 105:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 106 und 107:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 108 und 109:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 110 und 111:
ASTIRNFRÄSENFACE MILLINGSCHNEIDPLA
- Seite 112 und 113:
AFASENCHAMFERINGSCHNEIDPLATTE Typ61
- Seite 114 und 115:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 116 und 117:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 118 und 119:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 120 und 121:
ANUTFRÄSEN / STIRNFRÄSENGROOVE MI
- Seite 122 und 123:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 124 und 125:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 126 und 127:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 128 und 129:
ATRENNFRÄSENSLOT MILLINGSCHNEIDPLA
- Seite 130 und 131:
AFASENCHAMFERINGSCHNEIDPLATTE Typ62
- Seite 132 und 133:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 134 und 135:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 136 und 137:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 138 und 139:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 140 und 141:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 142 und 143:
APKD-bestückte FräsplattenPCD-tip
- Seite 144 und 145:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 146 und 147:
ANUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 148 und 149:
BNUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 150 und 151:
BNUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 152 und 153:
BNUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 154 und 155:
BNUTFRÄSEN (Zirkular)GROOVE MILLIN
- Seite 156 und 157:
BNUTFRÄSEN (linear)GROOVE MILLING
- Seite 158 und 159:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 160 und 161:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 162 und 163:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 164 und 165:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 166 und 167:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 168 und 169:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 170 und 171:
NUTFRÄSENGROOVE MILLINGSCHEIBENFR
- Seite 172 und 173:
NUTFRÄSENGROOVE MILLINGSCHEIBENFR
- Seite 174 und 175:
NUTFRÄSENGROOVE MILLINGWENDESCHNEI
- Seite 176 und 177:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 178 und 179:
TRENNFRÄSENSLOT MILLINGTRENNFRÄSE
- Seite 180 und 181:
TRENNFRÄSENSLOT MILLINGTRENNFRÄSE
- Seite 182 und 183:
TRENNFRÄSENSLOT MILLINGWENDESCHNEI
- Seite 184 und 185:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 186 und 187:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 188 und 189:
GEWINDEFRÄSEN (innen) VollprofilTH
- Seite 190 und 191:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 192 und 193:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 194 und 195:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 196 und 197:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 198 und 199:
GEWINDEFRÄSEN (innen) VollprofilTH
- Seite 200 und 201:
GEWINDE-ÜBERSICHT IIITHREAD-OVERVI
- Seite 202 und 203:
GEWINDEFRÄSEN (innen) VollprofilTH
- Seite 204 und 205:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 206 und 207:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 208 und 209:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 210 und 211:
GEWINDEFRÄSEN (innen) VollprofilTH
- Seite 212 und 213:
GEWINDEFRÄSEN (innen) VollprofilTH
- Seite 214 und 215:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 216 und 217:
GEWINDE-ÜBERSICHT VTHREAD-OVERVIEW
- Seite 218 und 219:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 220 und 221:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 222 und 223:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 224 und 225:
GEWINDEFRÄSEN (innen)THREAD MILLIN
- Seite 226 und 227:
GEWINDEFRÄSEN (innen) TeilprofilTH
- Seite 228 und 229:
T-NUTEN-FRÄSENMILLING OF T-SLOTSFR
- Seite 230 und 231:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 232 und 233:
T-NUTEN-FRÄSENMILLING OF T-SLOTSFR
- Seite 234 und 235:
T-NUTEN-FRÄSENMILLING OF T-SLOTSFR
- Seite 236 und 237:
T-NUTEN-FRÄSENMILLING OF T-SLOTSAn
- Seite 238 und 239:
TECHNISCHE INFORMATIONENFräsrichtu
- Seite 240 und 241:
TECHNICAL INFORMATIONFeed rates and
- Seite 242 und 243:
TECHNICAL INFORMATIONSinlge edged i
- Seite 244 und 245:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 246 und 247:
ÜBERSICHTSUMMARYLieferbare Fräser
- Seite 248 und 249:
ÜBERSICHTSUMMARYLieferbare Fräser
- Seite 250 und 251:
SCHNITTDATENCUTTING DATARichtwerte
- Seite 252 und 253:
MEHRKANTSCHLAGENPOLYGON MILLINGSCHL
- Seite 254 und 255:
MEHRKANTSCHLAGENPOLYGON MILLINGFRÄ
- Seite 256 und 257: MEHRKANTSCHLAGENPOLYGON MILLINGSCHL
- Seite 258 und 259: MEHRKANTSCHLAGENPOLYGON MILLINGSCHL
- Seite 260 und 261: MEHRKANTSCHLAGENPOLYGON MILLINGSCHL
- Seite 262 und 263: MEHRKANTSCHLAGENPOLYGON MILLINGFRÄ
- Seite 264 und 265: MEHRKANTSCHLAGENPOLYGON MILLINGSCHL
- Seite 266 und 267: MEHRKANTSCHLAGENPOLYGON MILLINGWEND
- Seite 268 und 269: TECHNISCHE INFORMATIONENFunktionspr
- Seite 270 und 271: TECHNICAL INFORMATIONThe concept of
- Seite 272 und 273: TECHNISCHE INFORMATIONENFormSchneid
- Seite 274 und 275: ÜBERSICHTSUMMARYSchlagmesserPolygo
- Seite 276 und 277: WIRBELKOPF TYP M302WHIRLING HEAD Ty
- Seite 278 und 279: WIRBELKOPF TYP M302WHIRLING HEAD Ty
- Seite 280 und 281: BESTELLVORGABENORDER GUIDELINESchni
- Seite 282 und 283: NUTFRÄSENGROOVE MILLINGFRÄSERSCHA
- Seite 284 und 285: NUTFRÄSENGROOVE MILLINGFRÄSERSCHA
- Seite 286 und 287: FASENCHAMFERINGSCHNEIDKOPF TypCUTTI
- Seite 288 und 289: KOPIERFRÄSENCOPY MILLINGSCHNEIDKOP
- Seite 290 und 291: NUTFRÄSENGROOVE MILLINGFRÄSERSCHA
- Seite 292 und 293: ECK- und NUTFRÄSENCORNER and GROOV
- Seite 294 und 295: ZENTRIEREN und FASENCENTERING and C
- Seite 296 und 297: NUTFRÄSENGROOVE MILLINGFRÄSERSCHA
- Seite 298 und 299: NUTFRÄSENGROOVE MILLINGFRÄSERSCHA
- Seite 300 und 301: FASENCHAMFERINGSCHNEIDKOPF TypCUTTI
- Seite 302 und 303: KOPIERFRÄSENCOPY MILLINGSCHNEIDKOP
- Seite 304 und 305: TECHNICAL INSTRUCTIONSCarbide Groov
- Seite 308 und 309: CUTTING DATA FOR CARBIDE GRADE TH35
- Seite 310 und 311: ZUBEHÖRADDITIONAL EQUIPMENTS.DM8An
- Seite 312 und 313: TAUCHFRÄSENPLUNGE MILLINGFRÄSERSC
- Seite 314 und 315: FASENCHAMFERINGFRÄSERSCHAFT TypMIL
- Seite 316 und 317: TAUCHFRÄSENPLUNGE MILLINGFRÄSERSC
- Seite 318 und 319: TAUCHFRÄSENPLUNGE MILLINGAUFNAHME
- Seite 320 und 321: TAUCHFRÄSENPLUNGE MILLINGVERLÄNGE
- Seite 322 und 323: TAUCHFRÄSENPLUNGE MILLINGWENDESCHN
- Seite 324 und 325: FORMELNFORMULASZ =ZähnezahlNumber
- Seite 326 und 327: SCHNITTDATENCUTTING DATAEintauchwin
- Seite 328 und 329: HOCHVORSCHUBFRÄSENHIGH FEED MILLIN
- Seite 330 und 331: HOCHVORSCHUBFRÄSENHIGH FEED MILLIN
- Seite 332 und 333: SCHNITTDATEN System DAH37CUTTING DA
- Seite 334 und 335: SYSTEM DSSYSTEM DSGrundlage für da
- Seite 336 und 337: Kupfer / CopperSYSTEM DSSYSTEM DSHO
- Seite 338 und 339: Kupfer / CopperSCHAFTFRÄSER Vollra
- Seite 340 und 341: Kupfer / CopperSCHAFTFRÄSER Mehrsc
- Seite 342 und 343: Kupfer / CopperMICROFRÄSER Vollrad
- Seite 344 und 345: SYSTEM DSSYSTEM DSHOCHLEISTUNGSBEAR
- Seite 346 und 347: SCHAFTFRÄSER VollradiusBALLNOSE EN
- Seite 348 und 349: TORUSFRÄSERTORUS ENDMILLfür Graph
- Seite 350 und 351: TORUSFRÄSERTORUS ENDMILLfür Graph
- Seite 352 und 353: MICROFRÄSER VollradiusMICRO ENDMIL
- Seite 354 und 355: SYSTEM DSSYSTEM DSHOCHLEISTUNGSBEAR
- Seite 356 und 357:
SCHAFTFRÄSER VollradiusBALLNOSE EN
- Seite 358 und 359:
SCHAFTFRÄSER VollradiusBALLNOSE EN
- Seite 360 und 361:
SCHAFTFRÄSER 220° VollradiusBALLN
- Seite 362 und 363:
SCHAFTFRÄSER VollradiusBALLNOSE EN
- Seite 364 und 365:
MICROFRÄSER VollradiusMICRO ENDMIL
- Seite 366 und 367:
SCHAFTFRÄSER DoppelradiusENDMILL D
- Seite 368 und 369:
TORUSFRÄSERTORUS ENDMILLBevorzugte
- Seite 370 und 371:
TORUSFRÄSERTORUS ENDMILLHartfräse
- Seite 372 und 373:
TORUSFRÄSERTORUS ENDMILLBevorzugte
- Seite 374 und 375:
SCHAFTFRÄSER MehrschneiderENDMILL
- Seite 376 und 377:
SCHAFTFRÄSER MehrschneiderENDMILL
- Seite 378 und 379:
SCHAFTFRÄSER MehrschneiderENDMILL
- Seite 380 und 381:
SCHRUPPFRÄSERROUGHING ENDMILLBevor
- Seite 382 und 383:
SCHRUPPFRÄSER geriffeltROUGHING RI
- Seite 384 und 385:
SCHAFTFRÄSER MehrschneiderENDMILL
- Seite 386 und 387:
SYSTEM DSSYSTEM DSHOCHLEISTUNGSBEAR
- Seite 388 und 389:
SCHAFTFRÄSERENDMILLBevorzugte Werk
- Seite 390 und 391:
SCHAFTFRÄSERENDMILLBevorzugte Werk
- Seite 392 und 393:
SCHAFTFRÄSER VollradiusBALLNOSE EN
- Seite 394 und 395:
SCHRUPPFRÄSER geriffeltROUGHING RI
- Seite 396 und 397:
Genauigkeit und PräzisionBeispiel:
- Seite 398 und 399:
FORMELNFORMULASSchnittgeschwindigke
- Seite 400 und 401:
DSKKMaterial / MaterialTSRHärte /
- Seite 402 und 403:
DSMKMaterial / MaterialTSRHärte /
- Seite 404 und 405:
DSKMKMaterial / MaterialTSRHärte /
- Seite 406 und 407:
DSKGMaterial / MaterialTSRHärte /
- Seite 408 und 409:
DSTG / DSTLGMaterial / MaterialTSRH
- Seite 410 und 411:
DSKMGMaterial / MaterialTSRHärte /
- Seite 412 und 413:
DSKMaterial / MaterialTSRHärte / H
- Seite 414 und 415:
DSKLMaterial / MaterialTSRHärte /
- Seite 416 und 417:
DSK 220°Material / MaterialTSRHär
- Seite 418 und 419:
DSKMaterial / MaterialTSRHärte / H
- Seite 420 und 421:
DSDSSchaftfräser Doppelradius / En
- Seite 422 und 423:
DST Torusfräser / Torus EndmillMat
- Seite 424 und 425:
DSTMaterial / MaterialTSRHärte / H
- Seite 426 und 427:
DSMH/DSMRHMaterial / MaterialTSRHä
- Seite 428 und 429:
DSF Schruppfräser / Roughing Endmi
- Seite 430 und 431:
DSRFSchruppfräser / Roughing Endmi
- Seite 432 und 433:
DSRVMaterial / MaterialTSR(N/mm)Hä
- Seite 434 und 435:
DSAMaterial / MaterialTSRHärte / H
- Seite 436 und 437:
DSAKHMaterial / MaterialTSRHärte /
- Seite 438 und 439:
DSAR Schruppfräser / Roughing Endm
- Seite 440 und 441:
Auswahlliste - SYSTEM DSSelection c
- Seite 442 und 443:
BOHRENDRILLINGWECHSELKOPFBOHRER Typ
- Seite 444 und 445:
BOHRENDRILLINGWECHSELKOPF TypINDEXA
- Seite 446 und 447:
EINSATZEMPFEHLUNG SYSTEM DDAPPLICAT
- Seite 448 und 449:
Ausspindeln mit Feinbohrkopf URMA 0
- Seite 450 und 451:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 452 und 453:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 454 und 455:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 456 und 457:
AUSSPINDELN SYSTEM URMABORING SYSTE
- Seite 458 und 459:
AUSSPINDELN SYSTEM URMABORING SYSTE
- Seite 460 und 461:
AUSSPINDELN ≥ Ø 0,2 mmBORINGSCHN
- Seite 462 und 463:
AUSSPINDELN ≥ Ø 2,0 mmBORINGSCHN
- Seite 464 und 465:
AUSSPINDELN ≥ Ø 5,0 mmBORINGSCHN
- Seite 466 und 467:
AUSSPINDELN ≥ Ø 4,0 mmBORINGSCHN
- Seite 468 und 469:
AUSSPINDELN ≥ Ø 3,0 mmBORINSCHNE
- Seite 470 und 471:
AUSSPINDELN ≥ Ø 6,0 mmBORINGSCHN
- Seite 472 und 473:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 474 und 475:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 476 und 477:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 478 und 479:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 480 und 481:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 482 und 483:
AXIALEINSTECHEN SYSTEM URMAFACE GRO
- Seite 484 und 485:
AXIALEINSTECHENFACE GROOVINGSCHNEID
- Seite 486 und 487:
AXIALEINSTECHENFACE GROOVINGSCHNEID
- Seite 488 und 489:
FASENCHAMFERINGSCHNEIDPLATTE Typ105
- Seite 490 und 491:
HM-SORTENCARBIDE GRADESUNBESCHICHTE
- Seite 492 und 493:
SCHNITTDATEN EinstechdrehenCUTTING
- Seite 494 und 495:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 496 und 497:
INHALTSVERZEICHNISSUMMARYSystem DRS
- Seite 498 und 499:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 500 und 501:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 502 und 503:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 504 und 505:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 506 und 507:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 508 und 509:
HOCHLEISTUNGSREIBENHIGH-PERFORMANCE
- Seite 510 und 511:
HandhabungUser guideHandhabungZentr
- Seite 512 und 513:
WERKSTOFFTABELLEMATERIAL COMPARISON
- Seite 514 und 515:
SCHNEIDSTOFFECUTTING MATERIALHORN-S
- Seite 516 und 517:
SCHNITTDATENCUTTING DATAunbeschicht
- Seite 518 und 519:
PROBLEMBEHEBUNGTROUBLESHOOTING SOLU
- Seite 520 und 521:
AnfrageformularTechnical EnquiryAbs
- Seite 522 und 523:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 524 und 525:
NUTFRÄSEN (Zirkular)GROOVE MILLING
- Seite 526 und 527:
ZUBEHÖRADDITIONAL EQUIPMENTDT6PKDT
- Seite 528 und 529:
ZUBEHÖRADDITIONAL EQUIPMENTD14ZBQU
- Seite 530 und 531:
Schneidstoffgruppen nach DIN ISO 51