
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
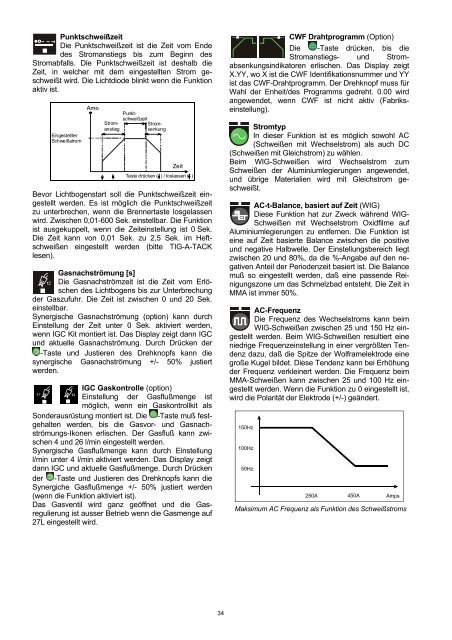
PunktschweißzeitDie Punktschweißzeit ist die Zeit vom Endedes Stromanstiegs bis zum Beginn desStromabfalls. Die Punktschweißzeit ist deshalb dieZeit, in welcher mit dem eingestellten Strom geschweißtwird. Die Lichtdiode blinkt wenn die Funktionaktiv ist.EingestellterSchweißstromAmpStromanstiegPunktschweißzeitStromsenkungZeitTaste drücken ( ) / loslassen ( )Bevor Lichtbogenstart soll die Punktschweißzeit eingestelltwerden. Es ist möglich die Punktschweißzeitzu unterbrechen, wenn die Brennertaste losgelassenwird. Zwischen 0,01-600 Sek. einstellbar. Die Funktionist ausgekuppelt, wenn die Zeiteinstellung ist 0 Sek.Die Zeit kann von 0,01 Sek. zu 2,5 Sek. im Heftschweißeneingestellt werden (bitte TIG-A-T<strong>AC</strong>Klesen).Gasnachströmung [s]Die Gasnachströmzeit ist die Zeit vom Erlöschendes Lichtbogens bis zur Unterbrechungder Gaszufuhr. Die Zeit ist zwischen 0 und 20 Sek.einstellbar.Synergische Gasnachströmung (option) kann durchEinstellung der Zeit unter 0 Sek. aktiviert werden,wenn IGC Kit montiert ist. Das Display zeigt dann IGCund aktuelle Gasnachströmung. Durch Drücken der-Taste und Justieren des Drehknopfs kann diesynergische Gasnachströmung +/- 50% justiertwerden.IGC Gaskontrolle (option)Einstellung der Gasflußmenge istmöglich, wenn ein Gaskontrollkit alsSonderausrüstung montiert ist. Die -Taste muß festgehaltenwerden, bis die Gasvor- und Gasnachströmungs-Ikonenerlischen. Der Gasfluß kann zwischen4 und 26 l/min eingestellt werden.Synergische Gasflußmenge kann durch Einstellungl/min unter 4 l/min aktiviert werden. Das Display zeigtdann IGC und aktuelle Gasflußmenge. Durch Drückender -Taste und Justieren des Drehknopfs kann dieSynergiche Gasflußmenge +/- 50% justiert werden(wenn die Funktion aktiviert ist).Das Gasventil wird ganz geöffnet und die Gasregulierungist ausser Betrieb wenn die Gasmenge auf27L eingestellt wird.CWF Drahtprogramm (Option)Die -Taste drücken, bis dieStromanstiegs- und Stromabsenkungsindikatorenerlischen. Das Display zeigtX.YY, wo X ist die CWF Identifikationsnummer und YYist das CWF-Drahtprogramm. Der Drehknopf muss fürWahl der Enheit/des Programms gedreht. 0.00 wirdangewendet, wenn CWF ist nicht aktiv (Fabrikseinstellung).StromtypIn dieser Funktion ist es möglich sowohl <strong>AC</strong>(Schweißen mit Wechselstrom) als auch <strong>DC</strong>(Schweißen mit Gleichstrom) zu wählen.Beim WIG-Schweißen wird Wechselstrom zumSchweißen der Aluminiumlegierungen angewendet,und übrige Materialien wird mit Gleichstrom geschweißt.<strong>AC</strong>-t-Balance, basiert auf Zeit (WIG)Diese Funktion hat zur Zweck während WIG-Schweißen mit Wechselstrom Oxidfilme aufAluminiumlegierungen zu entfernen. Die Funktion isteine auf Zeit basierte Balance zwischen die positiveund negative Halbwelle. Der Einstellungsbereich liegtzwischen 20 und 80%, da die %-Angabe auf den negativenAnteil der Periodenzeit basiert ist. Die Balancemuß so eingestellt werden, daß eine passende Reinigungszoneum das Schmelzbad entsteht. Die Zeit inMMA ist immer 50%.<strong>AC</strong>-FrequenzDie Frequenz des Wechselstroms kann beimWIG-Schweißen zwischen 25 und 150 Hz eingestelltwerden. Beim WIG-Schweißen resultiert eineniedrige Frequenzeinstellung in einer vergrößten Tendenzdazu, daß die Spitze der Wolframelektrode einegroße Kugel bildet. Diese Tendenz kann bei Erhöhungder Frequenz verkleinert werden. Die Frequenz beimMMA-Schweißen kann zwischen 25 und 100 Hz eingestelltwerden. Wenn die Funktion zu 0 eingestellt ist,wird die Polarität der Elektrode (+/-) geändert.Maksimum <strong>AC</strong> Frequenz als Funktion des Schweißstroms34