
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
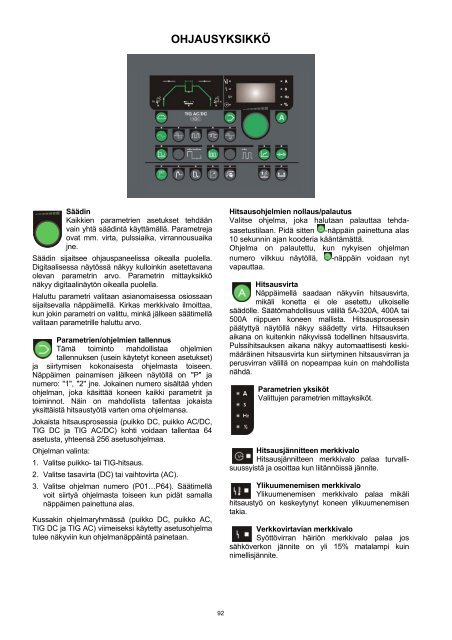
OHJAUSYKSIKKÖSäädinKaikkien parametrien asetukset tehdäänvain yhtä säädintä käyttämällä. Parametrejaovat mm. virta, pulssiaika, virrannousuaikajne.Säädin sijaitsee ohjauspaneelissa oikealla puolella.Digitaalisessa näytössä näkyy kulloinkin asetettavanaolevan parametrin arvo. Parametrin mittayksikkönäkyy digitaalinäytön oikealla puolella.Haluttu parametri valitaan asianomaisessa osiossaansijaitsevalla näppäimellä. Kirkas merkkivalo ilmoittaa,kun jokin parametri on valittu, minkä jälkeen säätimellävalitaan parametrille haluttu arvo.Parametrien/ohjelmien tallennusTämä toiminto mahdollistaa ohjelmientallennuksen (usein käytetyt koneen asetukset)ja siirtymisen kokonaisesta ohjelmasta toiseen.Näppäimen painamisen jälkeen näytöllä on "P" janumero: "1", "2" jne. Jokainen numero sisältää yhdenohjelman, joka käsittää koneen kaikki parametrit jatoiminnot. Näin on mahdollista tallentaa jokaistayksittäistä hitsaustyötä varten oma ohjelmansa.Jokaista hitsausprosessia (puikko <strong>DC</strong>, puikko <strong>AC</strong>/<strong>DC</strong>,TIG <strong>DC</strong> ja TIG <strong>AC</strong>/<strong>DC</strong>) kohti voidaan tallentaa 64asetusta, yhteensä 256 asetusohjelmaa.Ohjelman valinta:1. Valitse puikko- tai TIG-hitsaus.2. Valitse tasavirta (<strong>DC</strong>) tai vaihtovirta (<strong>AC</strong>).3. Valitse ohjelman numero (P01…P64). Säätimellävoit siirtyä ohjelmasta toiseen kun pidät samallanäppäimen painettuna alas.Kussakin ohjelmaryhmässä (puikko <strong>DC</strong>, puikko <strong>AC</strong>,TIG <strong>DC</strong> ja TIG <strong>AC</strong>) viimeiseksi käytetty asetusohjelmatulee näkyviin kun ohjelmanäppäintä painetaan.Hitsausohjelmien nollaus/palautusValitse ohjelma, joka halutaan palauttaa tehdasasetustilaan.Pidä sitten -näppäin painettuna alas10 sekunnin ajan kooderia kääntämättä.Ohjelma on palautettu, kun nykyisen ohjelmannumero vilkkuu näytöllä, -näppäin voidaan nytvapauttaa.HitsausvirtaNäppäimellä saadaan näkyviin hitsausvirta,mikäli konetta ei ole asetettu ulkoisellesäädölle. Säätömahdollisuus välillä 5A-<strong>320</strong>A, <strong>400</strong>A tai<strong>500</strong>A riippuen koneen mallista. Hitsausprosessinpäätyttyä näytöllä näkyy säädetty virta. Hitsauksenaikana on kuitenkin näkyvissä todellinen hitsausvirta.Pulssihitsauksen aikana näkyy automaattisesti keskimääräinenhitsausvirta kun siirtyminen hitsausvirran japerusvirran välillä on nopeampaa kuin on mahdollistanähdä.Parametrien yksikötValittujen parametrien mittayksiköt.Hitsausjännitteen merkkivaloHitsausjännitteen merkkivalo palaa turvallisuussyistäja osoittaa kun liitännöissä jännite.Ylikuumenemisen merkkivaloYlikuumenemisen merkkivalo palaa mikälihitsaustyö on keskeytynyt koneen ylikuumenemisentakia.Verkkovirtavian merkkivaloSyöttövirran häiriön merkkivalo palaa jossähköverkon jännite on yli 15% matalampi kuinnimellisjännite.92