
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
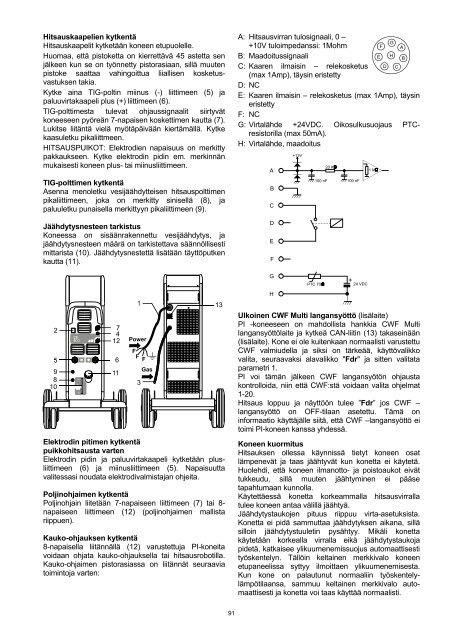
Hitsauskaapelien kytkentäHitsauskaapelit kytketään koneen etupuolelle.Huomaa, että pistoketta on kierrettävä 45 astetta senjälkeen kun se on työnnetty pistorasiaan, sillä muutenpistoke saattaa vahingoittua liiallisen kosketusvastuksentakia.Kytke aina TIG-poltin miinus (-) liittimeen (5) japaluuvirtakaapeli plus (+) liittimeen (6).TIG-polttimesta tulevat ohjaussignaalit siirtyvätkoneeseen pyöreän 7-napaisen koskettimen kautta (7).Lukitse liitäntä vielä myötäpäivään kiertämällä. Kytkekaasuletku pikaliittmeen.HITSAUSPUIKOT: Elektrodien napaisuus on merkittypakkaukseen. Kytke elektrodin pidin em. merkinnänmukaisesti koneen plus- tai miinusliittimeen.A: Hitsausvirran tulosignaali, 0 –+10V tuloimpedanssi: 1MohmB: MaadoitussignaaliC: Kaaren ilmaisin – relekosketus(max 1Amp), täysin eristettyD: NCE: Kaaren ilmaisin – relekosketus (max 1Amp), täysineristettyF: NCG: Virtalähde +24V<strong>DC</strong>. Oikosulkusuojaus PTCresistorilla(max 50mA).H: Virtalähde, maadoitusTIG-polttimen kytkentäAsenna menoletku vesijäähdytteisen hitsauspolttimenpikaliittimeen, joka on merkitty sinisellä (8), japaluuletku punaisella merkittyyn pikaliittimeen (9).Jäähdytysnesteen tarkistusKoneessa on sisäänrakennettu vesijäähdytys, jajäähdytysnesteen määrä on tarkistettava säännöllisestimittarista (10). Jäähdytysnestettä lisätään täyttöputkenkautta (11).Elektrodin pitimen kytkentäpuikkohitsausta vartenElektrodin pidin ja paluuvirtakaapeli kytketään plusliittimeen(6) ja miinusliittimeen (5). Napaisuuttavalitessasi noudata elektrodivalmistajan ohjeita.Poljinohjaimen kytkentäPoljinohjain liitetään 7-napaiseen liittimeen (7) tai 8-napaiseen liittimeen (12) (poljinohjaimen mallistariippuen).Kauko-ohjauksen kytkentä8-napaisella liitännällä (12) varustettuja <strong>PI</strong>-koneitavoidaan ohjata kauko-ohjauksella tai hitsausrobotilla.Kauko-ohjaimen pistorasiassa on liitännät seuraaviatoimintoja varten:Ulkoinen CWF Multi langansyöttö (lisälaite)<strong>PI</strong> -koneeseen on mahdollista hankkia CWF Multilangansyöttölaite ja kytkeä CAN-liitin (13) takaseinään(lisälaite). Kone ei ole kuitenkaan normaalisti varustettuCWF valmiudella ja siksi on tärkeää, käyttövalikkovalita, seuraavaksi alavalikko "Fdr" ja sitten valitataparametri 1.<strong>PI</strong> voi tämän jälkeen CWF langansyötön ohjaustakontrolloida, niin että CWF:stä voidaan valita ohjelmat1-20.Hitsaus loppuu ja näyttöön tulee ”Fdr” jos CWF –langansyöttö on OFF-tilaan asetettu. Tämä oninformaatio käyttäjälle siitä, että CWF –langansyöttö eitoimi <strong>PI</strong>-koneen kanssa yhdessä.Koneen kuormitusHitsauksen ollessa käynnissä tietyt koneen osatlämpenevät ja taas jäähtyvät kun konetta ei käytetä.Huolehdi, että koneen ilmanotto- ja poistoaukot eivättukkeudu, sillä muuten jäähtyminen ei pääsetapahtumaan kunnolla.Käytettäessä konetta korkeammalla hitsausvirrallatulee koneen antaa välillä jäähtyä.Jäähdytystaukojen pituus riippuu virta-asetuksista.Konetta ei pidä sammuttaa jäähdytyksen aikana, silläsilloin jäähdytystuuletin pysähtyy. Mikäli konettakäytetään korkealla virralla eikä jäähdytystaukojapidetä, katkaisee ylikuumenemissuojus automaattisestityöskentelyn. Tällöin keltainen merkkivalo koneenetupaneelissa syttyy ilmoittaen ylikuumenemisesta.Kun kone on palautunut normaaliin työskentelylämpötilaansa,sammuu keltainen merkkivalo automaattisestija konetta voi taas käyttää normaalisti.91