
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
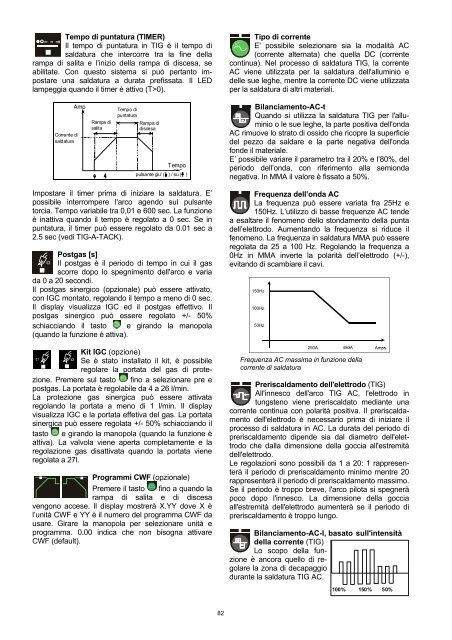
Tempo di puntatura (TIMER)Il tempo di puntatura in TIG è il tempo disaldatura che intercorre tra la fine dellarampa di salita e l’inizio della rampa di discesa, seabilitate. Con questo sistema si può pertanto impostareuna saldatura a durata prefissata. Il LEDlampeggia quando il timer è attivo (T>0).Tipo di correnteE' possibile selezionare sia la modalità <strong>AC</strong>(corrente alternata) che quella <strong>DC</strong> (correntecontinua). Nel processo di saldatura TIG, la corrente<strong>AC</strong> viene utilizzata per la saldatura dell'alluminio edelle sue leghe, mentre la corrente <strong>DC</strong> viene utilizzataper la saldatura di altri materiali.Corrente disaldaturaAmpRampa disalitaTempo dipuntaturaRampa didiscesaTempopulsante giu' ( ) / su ( )Bilanciamento-<strong>AC</strong>-tQuando si utilizza la saldatura TIG per l'alluminioo le sue leghe, la parte positiva dell'onda<strong>AC</strong> rimuove lo strato di ossido che ricopre la superficiedel pezzo da saldare e la parte negativa dell'ondafonde il materiale.E’ possibile variare il parametro tra il 20% e l’80%, delperiodo dell’onda, con riferimento alla semiondanegativa. In MMA il valore è fissato a 50%.Impostare il timer prima di iniziare la saldatura. E’possibile interrompere l'arco agendo sul pulsantetorcia. Tempo variabile tra 0,01 e 600 sec. La funzioneè inattiva quando il tempo è regolato a 0 sec. Se inpuntatura, il timer può essere regolato da 0.01 sec a2.5 sec (vedi TIG-A-T<strong>AC</strong>K).Postgas [s]Il postgas è il periodo di tempo in cui il gasscorre dopo lo spegnimento dell'arco e variada 0 a 20 secondi.Il postgas sinergico (opzionale) può essere attivato,con IGC montato, regolando il tempo a meno di 0 sec.Il display visualizza IGC ed il postgas effettivo. Ilpostgas sinergico può essere regolato +/- 50%schiacciando il tasto e girando la manopola(quando la funzione è attiva).Kit IGC (opzione)Se è stato installato il kit, è possibileregolare la portata del gas di protezione.Premere sul tasto fino a selezionare pre epostgas. La portata è regolabile da 4 a 26 l/min.La protezione gas sinergica può essere attivataregolando la portata a meno di 1 l/min. Il displayvisualizza IGC e la portata effetiva del gas. La portatasinergica può essere regolata +/- 50% schiacciando iltasto e girando la manopola (quando la funzione èattiva). La valvola viene aperta completamente e laregolazione gas disattivata quando la portata vieneregolata a 27l.Programmi CWF (opzionale)Premere il tasto fino a quando larampa di salita e di discesavengono accese. Il display mostrerà X.YY dove X èl’unità CWF e YY è il numero del programma CWF dausare. Girare la manopola per selezionare unità eprogramma. 0.00 indica che non bisogna attivareCWF (default).Frequenza dell’onda <strong>AC</strong>La frequenza può essere variata fra 25Hz e150Hz. L’utilizzo di basse frequenze <strong>AC</strong> tendea esaltare il fenomeno dello stondamento della puntadell’elettrodo. Aumentando la frequenza si riduce ilfenomeno. La frequenza in saldatura MMA può essereregolata da 25 a 100 Hz. Regolando la frequenza a0Hz in MMA inverte la polarità dell’elettrodo (+/-),evitando di scambiare il cavi.Frequenza <strong>AC</strong> massima in funzione dellacorrente di saldaturaPreriscaldamento dell'elettrodo (TIG)All'innesco dell'arco TIG <strong>AC</strong>, l'elettrodo intungsteno viene preriscaldato mediante unacorrente continua con polarità positiva. Il preriscaldamentodell'elettrodo è necessario prima di iniziare ilprocesso di saldatura in <strong>AC</strong>. La durata del periodo dipreriscaldamento dipende sia dal diametro dell'elettrodoche dalla dimensione della goccia all'estremitàdell'elettrodo.Le regolazioni sono possibili da 1 a 20: 1 rappresenteràil periodo di preriscaldamento minimo mentre 20rappresenterà il periodo di preriscaldamento massimo.Se il periodo è troppo breve, l'arco pilota si spegneràpoco dopo l'innesco. La dimensione della gocciaall'estremità dell'elettrodo aumenterà se il periodo dipreriscaldamento è troppo lungo.Bilanciamento-<strong>AC</strong>-I, basato sull'intensitàdella corrente (TIG)Lo scopo della funzioneè ancora quello di regolarela zona di decapaggiodurante la saldatura TIG <strong>AC</strong>.100% 150% 50%82