
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
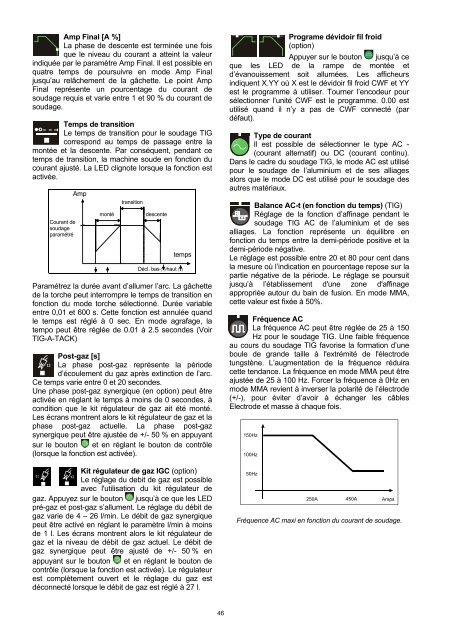
Amp Final [A %]La phase de descente est terminée une foisque le niveau du courant a atteint la valeurindiquée par le paramètre Amp Final. Il est possible enquatre temps de poursuivre en mode Amp Finaljusqu’au relâchement de la gâchette. Le point AmpFinal représente un pourcentage du courant desoudage requis et varie entre 1 et 90 % du courant desoudage.Temps de transitionLe temps de transition pour le soudage TIGcorrespond au temps de passage entre lamontée et la descente. Par conséquent, pendant cetemps de transition, la machine soude en fonction ducourant ajusté. La LED clignote lorsque la fonction estactivée.Courant desoudageparamétréAmpmontétransitiondescentetempsDécl. bas ( )/haut ( )Paramétrez la durée avant d’allumer l’arc. La gâchettede la torche peut interrompre le temps de transition enfonction du mode torche sélectionné. Durée variableentre 0,01 et 600 s. Cette fonction est annulée quandle temps est réglé à 0 sec. En mode agrafage, latempo peut être réglée de 0.01 à 2.5 secondes (VoirTIG-A-T<strong>AC</strong>K)Post-gaz [s]La phase post-gaz représente la périoded’écoulement du gaz après extinction de l’arc.Ce temps varie entre 0 et 20 secondes.Une phase post-gaz synergique (en option) peut êtreactivée en réglant le temps à moins de 0 secondes, àcondition que le kit régulateur de gaz ait été monté.Les écrans montrent alors le kit régulateur de gaz et laphase post-gaz actuelle. La phase post-gazsynergique peut être ajustée de +/- 50 % en appuyantsur le bouton et en réglant le bouton de contrôle(lorsque la fonction est activée).Kit régulateur de gaz IGC (option)Le réglage du debit de gaz est possibleavec l'utilisation du kit régulateur degaz. Appuyez sur le bouton jusqu’à ce que les LEDpré-gaz et post-gaz s’allument. Le réglage du débit degaz varie de 4 – 26 l/min. Le débit de gaz synergiquepeut être activé en réglant le paramètre l/min à moinsde 1 l. Les écrans montrent alors le kit régulateur degaz et la niveau de débit de gaz actuel. Le débit degaz synergique peut être ajusté de +/- 50 % enappuyant sur le bouton et en réglant le bouton decontrôle (lorsque la fonction est activée). Le régulateurest complètement ouvert et le réglage du gaz estdéconnecté lorsque le débit de gaz est réglé à 27 l.Programe dévidoir fil froid(option)Appuyer sur le bouton jusqu’à ceque les LED de la rampe de montée etd’évanouissement soit allumées. Les afficheursindiquent X.YY où X est le dévidoir fil froid CWF et YYest le programme à utiliser. Tourner l’encodeur poursélectionner l’unité CWF est le programme. 0.00 estutilisé quand il n’y a pas de CWF connecté (pardéfaut).Type de courantIl est possible de sélectionner le type <strong>AC</strong> -(courant alternatif) ou <strong>DC</strong> (courant continu).Dans le cadre du soudage TIG, le mode <strong>AC</strong> est utilisépour le soudage de l’aluminium et de ses alliagesalors que le mode <strong>DC</strong> est utilisé pour le soudage desautres matériaux.Balance <strong>AC</strong>-t (en fonction du temps) (TIG)Réglage de la fonction d’affinage pendant lesoudage TIG <strong>AC</strong> de l’aluminium et de sesalliages. La fonction représente un équilibre enfonction du temps entre la demi-période positive et lademi-période négative.Le réglage est possible entre 20 et 80 pour cent dansla mesure où l’indication en pourcentage repose sur lapartie négative de la période. Le réglage se poursuitjusqu’à l’établissement d'une zone d'affinageappropriée autour du bain de fusion. En mode MMA,cette valeur est fixée à 50%.Fréquence <strong>AC</strong>La fréquence <strong>AC</strong> peut être réglée de 25 à 150Hz pour le soudage TIG. Une faible fréquenceau cours du soudage TIG favorise la formation d’uneboule de grande taille à l'extrémité de l'électrodetungstène. L’augmentation de la fréquence réduiracette tendance. La fréquence en mode MMA peut êtreajustée de 25 à 100 Hz. Forcer la fréquence à 0Hz enmode MMA revient à inverser la polarité de l’électrode(+/-), pour éviter d’avoir à échanger les câblesElectrode et masse à chaque fois.Fréquence <strong>AC</strong> maxi en fonction du courant de soudage.46