


Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
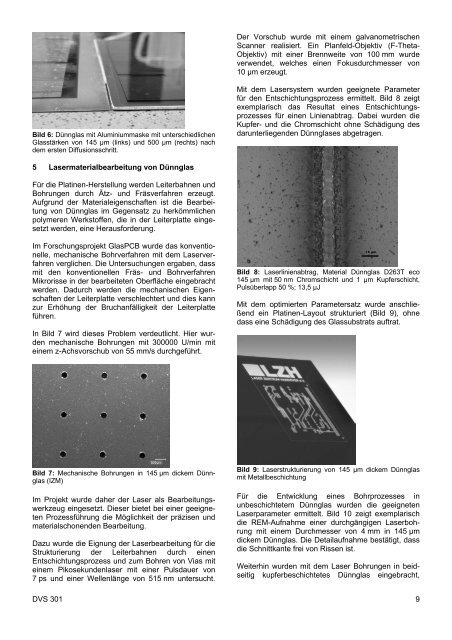
Der Vorschub wurde mit einem galvanometrischenScanner realisiert. Ein Planfeld-Objektiv (F-Theta-Objektiv) mit einer Brennweite von 100 mm wurdeverwendet, welches einen Fokusdurchmesser von10 µm erzeugt.Bild 6: Dünnglas mit Aluminiummaske mit unterschiedlichenGlasstärken von 145 µm (links) und 500 µm (rechts) nachdem ersten Diffusionsschritt.Mit dem Lasersystem wurden geeignete Parameterfür den Entschichtungsprozess ermittelt. Bild 8 zeigtexemplarisch das Resultat eines Entschichtungsprozessesfür einen Linienabtrag. Dabei wurden dieKupfer- und die Chromschicht ohne Schädigung desdarunterliegenden Dünnglases abgetragen.5 Lasermaterialbearbeitung von DünnglasFür die Platinen-Herstellung werden Leiterbahnen undBohrungen durch Ätz- und Fräsverfahren erzeugt.Aufgrund der Materialeigenschaften ist die Bearbeitungvon Dünnglas im Gegensatz zu herkömmlichenpolymeren Werkstoffen, die in der Leiterplatte eingesetztwerden, eine Herausforderung.Im Forschungsprojekt GlasPCB wurde das konventionelle,mechanische Bohrverfahren mit dem Laserverfahrenverglichen. Die Untersuchungen ergaben, dassmit den konventionellen Fräs- und BohrverfahrenMikrorisse in der bearbeiteten Oberfläche eingebrachtwerden. Dadurch werden die mechanischen Eigenschaftender Leiterplatte verschlechtert und dies kannzur Erhöhung der Bruchanfälligkeit der Leiterplatteführen.In Bild 7 wird dieses Problem verdeutlicht. Hier wurdenmechanische Bohrungen mit 300000 U/min miteinem z-Achsvorschub von 55 mm/s durchgeführt.Bild 8: Laserlinienabtrag, Material Dünnglas D263T eco145 µm mit 50 nm Chromschicht und 1 µm Kupferschicht,Pulsüberlapp 50 %; 13,5 µJMit dem optimierten Parametersatz wurde anschließendein Platinen-Layout strukturiert (Bild 9), ohnedass eine Schädigung des Glassubstrats auftrat.Bild 7: Mechanische Bohrungen in 145 µm dickem Dünnglas(IZM)Im Projekt wurde daher der Laser als Bearbeitungswerkzeugeingesetzt. Dieser bietet bei einer geeignetenProzessführung die Möglichkeit der präzisen undmaterialschonenden Bearbeitung.Dazu wurde die Eignung der Laserbearbeitung für dieStrukturierung der Leiterbahnen durch einenEntschichtungsprozess und zum Bohren von Vias miteinem Pikosekundenlaser mit einer Pulsdauer von7 ps und einer Wellenlänge von 515 nm untersucht.Bild 9: Laserstrukturierung von 145 µm dickem Dünnglasmit MetallbeschichtungFür die Entwicklung eines Bohrprozesses inunbeschichtetem Dünnglas wurden die geeignetenLaserparameter ermittelt. Bild 10 zeigt exemplarischdie REM-Aufnahme einer durchgängigen Laserbohrungmit einem Durchmesser von 4 mm in 145 µmdickem Dünnglas. Die Detailaufnahme bestätigt, dassdie Schnittkante frei von Rissen ist.Weiterhin wurden mit dem Laser Bohrungen in beidseitigkupferbeschichtetes Dünnglas eingebracht,<strong>DVS</strong> <strong>301</strong> 9














