Ausgabe 4 / 2012 - technik + EINKAUF
Ausgabe 4 / 2012 - technik + EINKAUF
Ausgabe 4 / 2012 - technik + EINKAUF

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Automation und Antriebs<strong>technik</strong><br />
1 2<br />
Prozessfähigkeit<br />
gewinnen<br />
Gießerei-Beispiel zeigt Wege zu höherer Produktivität<br />
Ein ganzheitliches Konzept der<br />
Automation bildet den Schlüssel,<br />
um unterschiedliche Verfahrensschritte<br />
miteinander zu verknüpfen.<br />
In den Branchen der industriellen<br />
Produktion werden dabei immer<br />
mehr auch solche Arbeitsabläufe<br />
einbezogen, die bisher<br />
separat erfolgten.<br />
Die Lösung für das Luftpfeifenstechen<br />
in der Aluminiumgießerei<br />
Ohm & Häner zeigt, dass es sich<br />
lohnt, neue Wege zu beschreiten. Dort<br />
gelang es, einen peripheren, aber wesentlichen<br />
Arbeitsschritt beim Aluminiumgießen<br />
sicher in die automatisierten<br />
basalen Prozesse zu integrieren – mit<br />
gravierendem Produktivitäts- und Qualitätsvorteilen.<br />
Beim Metallgießen ist das Stechen von<br />
Löchern, den Luftpfeifen, in die Sandform<br />
ein qualitätsbestimmender Schritt.<br />
Durch die Öffnungen entweicht während<br />
des Gießens die Luft aus den Hohlräumen<br />
der Form. Nur wenn die Luftpfeifen<br />
präzise in den Formsand gestochen sind,<br />
bleibt der anschließend erforderliche<br />
Putzaufwand am Gussteil in wirtschaftlich<br />
vertretbaren Grenzen und die Produktqualität<br />
gewährleistet. Bisher üblich<br />
sind das manuelle Luftpfeifenstechen,<br />
meist bei Einzelstücken, und das maschinelle<br />
Stechen mit hydraulischen Vorrichtungen,<br />
vorwiegend bei höheren Loszahlen.<br />
Das Feingefühl der menschlichen<br />
Hand, viel Übung und Erfahrungswissen<br />
sind Voraussetzungen beim manuellen<br />
Stechen. Sandausbrüche auf der gegenüberliegenden<br />
Formseite sind zu vermeiden.<br />
Und beim händischen Einstechen<br />
46 <strong>technik</strong>+<strong>EINKAUF</strong> · 04 <strong>2012</strong><br />
Bild: ABB<br />
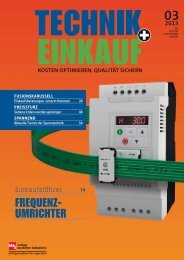
1: Ohne spezifische Programmierkenntnisse<br />
gibt der Nutzer<br />
über intuitiv erfassbare<br />
grafische Oberflächen dem Roboter<br />
seine Arbeit vor.<br />
2: Zu qualitativ hochwertigen<br />
Gussprodukten, effizient hergestellt,<br />
trägt das Luftpfeifen-<br />
Stechsystem bei.<br />
3: Automatisiert, in hoher Qualität<br />
und Geschwindigkeit sticht<br />
das System FlexMouldVenter<br />
Entgasungslöcher in Sandformen.<br />
von der Außenseite her in die Form entsteht<br />
das Risiko der Ausbrüche auf der<br />
Gutseite (Modellseite) und bedeutet: Am<br />
gegossenen Werkstück muss aufwändig<br />
nachgearbeitet werden.<br />
Die etablierte mechanische Lösung besteht<br />
aus einer hydraulisch absenkbare<br />
Platte, auf der werkstückspezifisch angeordnete<br />
Nadeln sitzen. Der Former platziert<br />
sie nach der Zeichnungsvorgabe<br />
und den Positionsdaten der Formteile.<br />
Das mit Nadeln bestückte Werkzeug<br />
senkt er dann hydraulisch betrieben in<br />
Kinematik des Roboters kombiniert<br />
mit Bewegung der Stechnadeln<br />
die Sandform und fährt es anschließend<br />
wieder heraus. Dieses konventionelle<br />
Luftpfeifenstechen zeigt jedoch insbesondere<br />
bei wechselnden Losen einen Nachteil:<br />
Der Former muss Position, Anzahl<br />
und Einstechtiefe der Nadel jeweils wieder<br />
anpassen – fehleranfällig, zeit- und<br />
kostenaufwändig.<br />
Die Experten in der Aluminiumgießerei<br />
bei Ohm & Häner in Olpe hatten das Luftpfeifenstechen<br />
der konventionellen Art<br />
als eine Produktivitätsbremse im Gesamtablauf<br />
erkannt. Denn bei jährlich<br />
500 000 bis 750 000 zu stechenden Luftpfeifen<br />
spielt höhere Wirtschaftlichkeit<br />
eine wesentliche Rolle. Die Lösung auf<br />
dem automatisierungstechnischen Neuland<br />
fanden und realisierten sie in Kooperation<br />
mit ABB. Anfang 2009 startete in<br />
der Aluminiumgießerei-Abteilung zunächst<br />
der Probebetrieb des automatisierten<br />
Luftpfeifenstechens, und seit Ende<br />
desselben Jahres bewährt sich das neue<br />
System im betrieblichen Alltag. Es besteht<br />
aus einem Industrieroboter IRB<br />
6620, einem speziellen Werkzeug zum<br />
Führen der Nadel und dem Softwarepaket<br />
FlexMouldVenter.<br />
Vor diesem Erfolg stand die Bereitschaft<br />
zum Betreten von Neuland. Denn<br />
reproduzierbare, konstant hohe Produktqualität<br />
setzt Prozessfähigkeit und<br />
eine automatisierte Fertigung voraus. Von<br />
den Ergebnissen fühlen sie sich bestätigt.<br />
„Der Roboter arbeitet unter Gießereibedingungen<br />
zuverlässig, ist sehr wartungsarm<br />
und vorbildlich hinsichtlich seiner<br />
Verfügbarkeit. Seit der Inbetriebnahme<br />
läuft der FlexMouldVenter störungsfrei“,<br />
resümiert Werksleiter Dr. Georg Dieckhues.<br />
Als ein moderner Industrieroboter ist<br />
der IRB 6620 mit dem Softwarepaket<br />
FlexMouldVenter ohne spezifische Programmierkenntnisse<br />
zu bedienen. Frei<br />
von Medienbrüchen übernimmt die Steuerungssoftware<br />
die 3D-CAD-Daten des<br />
Werkstückes als Basis für das Luftpfeifenstechen.<br />
Manuelle Übertragungen und Einstellungen<br />
entfallen. Dies verringert Fehlerquellen<br />
und die Vorbereitungs- sowie<br />
Werkzeugwechselzeiten.<br />
Flexibilitätsgewinn bei kleinen,<br />
häufig wechselnden Losgrößen<br />
Eine zentrale Datenbank des Anlagenleitsystems,<br />
enthält alle Werkstückdaten,<br />
und die Mitarbeiter können sie von dort<br />
jederzeit aufrufen. Dies betrifft neben<br />
den CAD-Geometriedaten der zu gießenden<br />
Werkstücke auch Informationen zum<br />
optimalen Belegen der Formkästen und<br />
zum Setzen der Einstechpunkte. So minimiert<br />
sich für ein bereits bekanntes<br />
Werkstück die Vorbereitungszeit.<br />
Das Parametrieren der Roboter erfolgt<br />
automatisiert direkt aus dem Anlagen-