

SB_19874BGLP

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Seite 5 des Schlussberichts zu IGF-Vorhaben 19874 BG<br />
können Eigenspannungswerte erreicht werden, welche betragsmäßig größer sind als die Werte<br />
der Haftzugfestigkeit, was bei bestimmten Geometriemerkmalen der Bauteile, wie Kanten, bei<br />
mehrachsigen Spannungszuständen durch mechanische Punkt- und Linienlasten oder bei thermischer<br />
Beanspruchung der beschichteten Bauteile zu katastrophalem Versagen führen kann<br />
(Delamination, Abplatzung von Schichtbestandteilen). Da Spritzschichten nach der Herstellung<br />
im spritzrauen Zustand vorliegen, ist für die meisten technischen Anwendungen eine mechanische,<br />
zumeist spanende Nachbearbeitung notwendig. Diese ist relativ aufwendig, da hohe Bearbeitungskräfte<br />
aus den oben genannten Gründen zu vermeiden sind. Beim Zerspanen ergeben<br />
sich bezogen auf den gesamten Herstellungsprozess weitere Probleme, da die Schichten mit<br />
deutlichem Übermaß aufgebracht werden müssen, nur geringe Vorschübe beim Spanen eingestellt<br />
werden können (lange Bearbeitungszeit) und da aufgrund der Schichtporosität beim Spanen<br />
nur eingeschränkt mit flüssigen Kühlschmierstoffen gearbeitet werden kann. Zusammenfassend<br />
betrachtet, bestehen bei Thermischen Spritzschichten zahlreiche technologiebedingten Nachteile,<br />
welche die Konkurrenzfähigkeit des Verfahrens und damit die Wettbewerbsfähigkeit von<br />
Spritzfachbetrieben einschränken:<br />
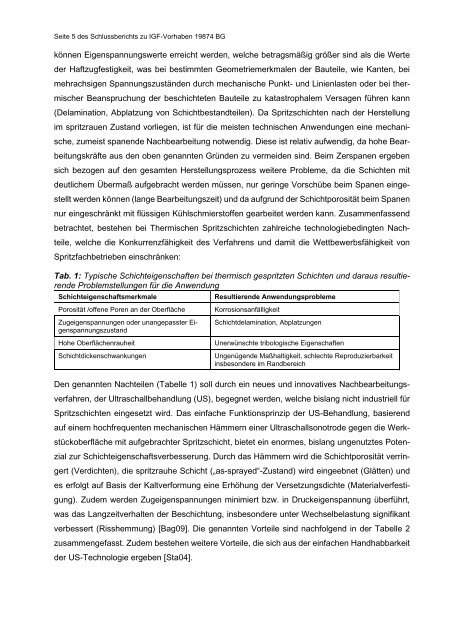
Tab. 1: Typische Schichteigenschaften bei thermisch gespritzten Schichten und daraus resultierende<br />
Problemstellungen für die Anwendung<br />
Schichteigenschaftsmerkmale<br />
Porosität /offene Poren an der Oberfläche<br />
Zugeigenspannungen oder unangepasster Eigenspannungszustand<br />
Hohe Oberflächenrauheit<br />
Schichtdickenschwankungen<br />
Resultierende Anwendungsprobleme<br />
Korrosionsanfälligkeit<br />
Schichtdelamination, Abplatzungen<br />
Unerwünschte tribologische Eigenschaften<br />
Ungenügende Maßhaltigkeit, schlechte Reproduzierbarkeit<br />
insbesondere im Randbereich<br />
Den genannten Nachteilen (Tabelle 1) soll durch ein neues und innovatives Nachbearbeitungsverfahren,<br />
der Ultraschallbehandlung (US), begegnet werden, welche bislang nicht industriell für<br />
Spritzschichten eingesetzt wird. Das einfache Funktionsprinzip der US-Behandlung, basierend<br />
auf einem hochfrequenten mechanischen Hämmern einer Ultraschallsonotrode gegen die Werkstückoberfläche<br />
mit aufgebrachter Spritzschicht, bietet ein enormes, bislang ungenutztes Potenzial<br />
zur Schichteigenschaftsverbesserung. Durch das Hämmern wird die Schichtporosität verringert<br />
(Verdichten), die spritzrauhe Schicht („as-sprayed“-Zustand) wird eingeebnet (Glätten) und<br />
es erfolgt auf Basis der Kaltverformung eine Erhöhung der Versetzungsdichte (Materialverfestigung).<br />
Zudem werden Zugeigenspannungen minimiert bzw. in Druckeigenspannung überführt,<br />
was das Langzeitverhalten der Beschichtung, insbesondere unter Wechselbelastung signifikant<br />
verbessert (Risshemmung) [Bag09]. Die genannten Vorteile sind nachfolgend in der Tabelle 2<br />
zusammengefasst. Zudem bestehen weitere Vorteile, die sich aus der einfachen Handhabbarkeit<br />
der US-Technologie ergeben [Sta04].














