

zu den Plattformen - x-technik
zu den Plattformen - x-technik
zu den Plattformen - x-technik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
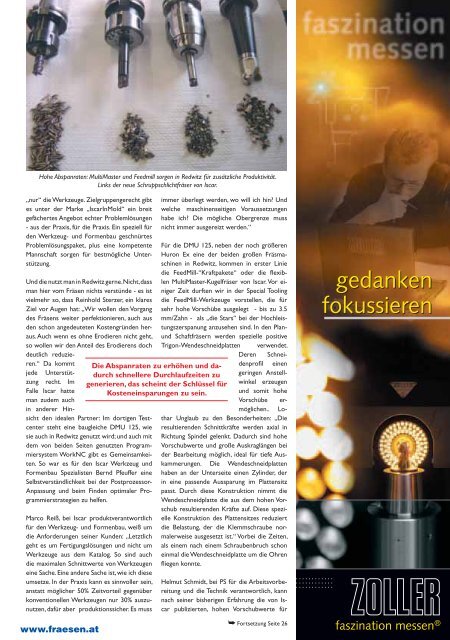
Hohe Abspanraten: MultiMaster und Feedmill sorgen in Redwitz für <strong>zu</strong>sätzliche Produktivität.<br />
Links der neue Schruppschlichtfräser von Iscar.<br />
„nur“ die Werkzeuge. Zielgruppengerecht gibt<br />
es unter der Marke „IscarInMold“ ein breit<br />
gefächertes Angebot echter Problemlösungen<br />
- aus der Praxis, für die Praxis. Ein speziell für<br />
<strong>den</strong> Werkzeug- und Formenbau geschnürtes<br />
Problemlösungspaket, plus eine kompetente<br />
Mannschaft sorgen für bestmögliche Unterstüt<strong>zu</strong>ng.<br />
Und die nutzt man in Redwitz gerne. Nicht, dass<br />
man hier vom Fräsen nichts verstünde - es ist<br />
vielmehr so, dass Reinhold Sterzer, ein klares<br />
Ziel vor Augen hat: „Wir wollen <strong>den</strong> Vorgang<br />
des Fräsens weiter perfektionieren, auch aus<br />
<strong>den</strong> schon angedeuteten Kostengrün<strong>den</strong> heraus.<br />
Auch wenn es ohne Erodieren nicht geht,<br />
so wollen wir <strong>den</strong> Anteil des Erodierens doch<br />
deutlich reduzie-<br />
ren.“ Da kommt<br />
jede Unterstüt<strong>zu</strong>ng<br />
recht. Im<br />
Falle Iscar hatte<br />
man <strong>zu</strong>dem auch<br />
in anderer Hinsicht<br />
<strong>den</strong> idealen Partner: Im dortigen Testcenter<br />
steht eine baugleiche DMU 125, wie<br />
sie auch in Redwitz genutzt wird; und auch mit<br />
dem von bei<strong>den</strong> Seiten genutzten Programmiersystem<br />
WorkNC gibt es Gemeinsamkeiten.<br />
So war es für <strong>den</strong> Iscar Werkzeug und<br />
Formenbau Spezialisten Bernd Pfeuffer eine<br />
Selbstverständlichkeit bei der Postprozessor-<br />
Anpassung und beim Fin<strong>den</strong> optimaler Programmierstrategien<br />
<strong>zu</strong> helfen.<br />
Marco Reiß, bei Iscar produktverantwortlich<br />
für <strong>den</strong> Werkzeug- und Formenbau, weiß um<br />
die Anforderungen seiner Kun<strong>den</strong>: „Letztlich<br />
geht es um Fertigungslösungen und nicht um<br />
Werkzeuge aus dem Katalog. So sind auch<br />
die maximalen Schnittwerte von Werkzeugen<br />
eine Sache. Eine andere Sache ist, wie ich diese<br />
umsetze. In der Praxis kann es sinnvoller sein,<br />
anstatt möglicher 50% Zeitvorteil gegenüber<br />
konventionellen Werkzeugen nur 30% aus<strong>zu</strong>nutzen,<br />
dafür aber produktionssicher. Es muss<br />
www.fraesen.at<br />
immer überlegt wer<strong>den</strong>, wo will ich hin? Und<br />
welche maschinenseitigen Vorausset<strong>zu</strong>ngen<br />
habe ich? Die mögliche Obergrenze muss<br />
nicht immer ausgereizt wer<strong>den</strong>.“<br />
Für die DMU 125, neben der noch größeren<br />
Huron Ex eine der bei<strong>den</strong> großen Fräsmaschinen<br />
in Redwitz, kommen in erster Linie<br />
die FeedMill-“Kraftpakete“ oder die fl exiblen<br />
MultiMaster-Kugelfräser von Iscar. Vor einiger<br />
Zeit durften wir in der Special Tooling<br />
die FeedMill-Werkzeuge vorstellen, die für<br />
sehr hohe Vorschübe ausgelegt - bis <strong>zu</strong> 3.5<br />
mm/Zahn - als „die Stars“ bei der Hochleistungszerspanung<br />
an<strong>zu</strong>sehen sind. In <strong>den</strong> Plan-<br />
und Schaftfräsern wer<strong>den</strong> spezielle positive<br />
Trigon-Wendeschneidplatten verwendet.<br />
Deren Schnei-<br />
<strong>den</strong>profi l einen<br />
geringen Anstellwinkel<br />
erzeugen<br />
und somit hohe<br />
Vorschübe ermöglichen..Lothar<br />
Unglaub <strong>zu</strong> <strong>den</strong> Besonderheiten: „Die<br />
resultieren<strong>den</strong> Schnittkräfte wer<strong>den</strong> axial in<br />
Richtung Spindel gelenkt. Dadurch sind hohe<br />
Vorschubwerte und große Auskraglängen bei<br />
der Bearbeitung möglich, ideal für tiefe Auskammerungen.<br />
Die Wendeschneidplatten<br />
haben an der Unterseite einen Zylinder, der<br />
in eine passende Aussparung im Plattensitz<br />
passt. Durch diese Konstruktion nimmt die<br />
Wendeschneidplatte die aus dem hohen Vorschub<br />
resultieren<strong>den</strong> Kräfte auf. Diese spezielle<br />
Konstruktion des Plattensitzes reduziert<br />
die Belastung, der die Klemmschraube normalerweise<br />
ausgesetzt ist.“ Vorbei die Zeiten,<br />
als einem nach einem Schraubenbruch schon<br />
einmal die Wendeschneidplatte um die Ohren<br />
fl iegen konnte.<br />
Die Abspanraten <strong>zu</strong> erhöhen und dadurch<br />
schnellere Durchlaufzeiten <strong>zu</strong><br />
generieren, das scheint der Schlüssel für<br />
Kosteneinsparungen <strong>zu</strong> sein.<br />
Helmut Schmidt, bei PS für die Arbeitsvorbereitung<br />
und die Technik verantwortlich, kann<br />
nach seiner bisherigen Erfahrung die von Iscar<br />
publizierten, hohen Vorschubwerte für<br />
Fortset<strong>zu</strong>ng Seite 26<br />
. ...........<br />
. ...........<br />
. ...........<br />
gedanken<br />
fokussieren<br />
faszination messen ®<br />
x-<strong>technik</strong> 4. Quartal 2004 25














