

EPP 01.2024

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
TITEL » Verbindungstechnik<br />
sich die Baugruppe innerhalb der Dampfdecke befindet,<br />
desto schneller kann die Energieübertragung<br />
stattfinden.<br />
Maximale Lötqualität<br />
Für eine gleichmäßige Temperatursteigerung sorgt<br />
die patentierte „Soft Vapour Phase“ (SVP) Technologie.<br />
Das SVP führt dazu, dass die Komponenten während<br />
der Aufheizphase gleichmäßig erwärmt werden.<br />
Dank der integrierten Thermosensoren können die<br />
Zyklen zuverlässig aufgezeichnet und wiederholt<br />
werden. Durch das vibrationsfreie Transportsystem<br />
werden zuverlässige lineare- und Sattelprofile erzeugt.<br />
Im Anschluss findet das Abkühlen der Baugruppe<br />
statt. Generell bringt das Löten in der Dampfphase<br />
qualitativ sehr gute Ergebnisse. Falls Lunker<br />
vorhanden sind, ist das Vakuumverfahren die einzige<br />
Methode, diese nahezu komplett zu eliminieren. Mittels<br />
einer integrierten Vakuumeinheit wird während<br />
der Liquidusphase ein Vakuum erzeugt und die Lunker<br />
zuverlässig beseitigt. Die „InVapour“ Technologie<br />
des Unternehmens garantiert höchste Qualität der<br />
Lötergebnisse, indem die Baugruppe für den Vakuumprozess<br />
nicht aus dem Lötbereich bewegt werden<br />
muss.<br />
Trotzt der hohen Temperaturen in der Prozesskammer<br />
ist der Energieverbrauch wesentlich geringer als<br />
beim Konvektionslöten. Die Prozesskammer ist speziell<br />
isoliert, während die Dampfdecke durch gezielte<br />
Kühlung in einem bestimmten Level gehalten wird.<br />
Die Bereiche sind mittels Schleusen getrennt, somit<br />
ist der Wärmeverlust gering. Werkstückträger können<br />
gleichzeitig mehrere Platinen aufnehmen und<br />
zeitgleich löten. Individuell kann man die Träger mit<br />
mehreren Spuren ausrüsten, um so die bestmögliche<br />
Ausnutzung des Lötbereiches sicherzustellen.<br />
Eine Dampfphase für jeden Bedarf<br />
Die kompakte Hochleistungs-Inlineanlage CCS100<br />
arbeitet wie die bisherigen Maschinen des Herstellers<br />
ebenfalls mit nur einer Lötkammer. Für die neue<br />
Hochleistungsanlage wurde die Lötkammer deutlich<br />
vergrößert und durch den Einsatz eines Mehrfachträgersystems<br />
sind Handlingszeiten kein nennenswertes<br />
Thema mehr. Die Inlineanlage besteht aus mehreren<br />
Modulen, angefangen mit einer Pufferzone für Platinen,<br />
einer Beladestation, einer Prozesskammer, einem<br />
Kühlmodul, einer Entladestation sowie einem<br />
Rückführtransport für die Werkstückträger. Sie ist<br />
damit in der Lage, schnellste Taktzeiten zu ermöglichen.<br />
Platinen in Eurokartengröße können eine Taktzeit<br />
von 10 bis 12 Sekunden erreichen. Die IBL<br />
CCS100 Maschine wurde für den 24/7 Betrieb konzipiert<br />
und überzeugt mit ihrer hohen Prozessflexibilität<br />
und Produktivität inklusive ihrer zuverlässigen<br />
Lötqualität. Die moderne Anlagensteuerung ermöglicht<br />
eine präzise Prozesssteuerung sowie jederzeit<br />
einsehbare Prozessparameter und -schritte. Das<br />
komplette Datenmanagement geschieht mittels eines<br />
integrierten 21,5“ HMI Touch Panels. Nach dem<br />
Beladen wird der Werkstückträger in die Prozesskammer<br />
gefahren, in welcher der Lötprozess stattfindet.<br />
Während des Lötvorgangs bleibt der Werkstückträger<br />
reglos. Stattdessen wird die gesamte Dampfdecke<br />
vertikal zum Träger bewegt. Hier kommt die<br />
neu entwickelte „Vapour Energy Control“ (VEC) zum<br />
Einsatz. Die Dampfdecke kann millimetergenau die<br />
Lage verändern. Damit wird eine sehr präzise und<br />
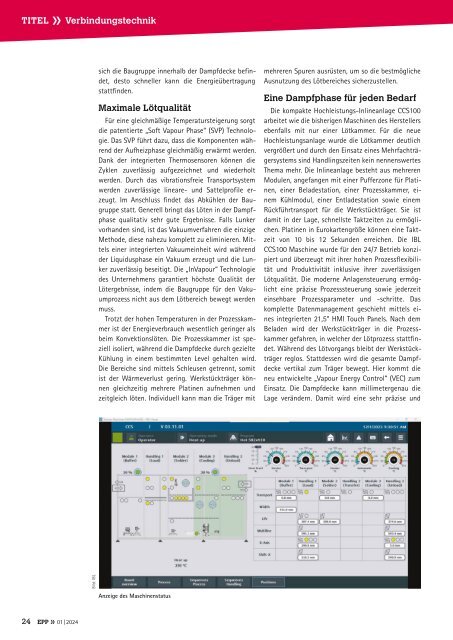
Bild: IBL<br />
Anzeige des Maschinenstatus<br />
24 <strong>EPP</strong> » 01 | 2024














